Ripik.ai has been associated with IMFA since Jan 2023 towards implementation of Industry 4.0 in our Choudwar plant located in Odisha. They are working on two machine learning / data science use related to power and metallurgical coke consumption optimization through real-time alerts. The team has good knowledge in the areas of data science & machine learning, and their problem solving skill set is high
I have known Pinak, Arunabh and Navneet since 2017. They were part of Advanced analytics program in TSK between 2017 and 2020 and placed a crucial role in its delivery. The team worked end to end in conceptualization and delivery of the use cases across Blast Furnace, Sinter Plant and Steel Melt Shop.
Ripik.ai has been the analytics partner of Godrej & Boyce since March 2022. They have been doing projects with the Interio and Aerospace businesses already and we are exploring use cases for other businesses as well. Pinak and his team have worked with us closely on these manufacturing use cases. They have an unparalleled understanding of the process and can bring impact very quickly
I am delighted to write this testimonial about Ripik.ai, one of ESL’s analytics partner since January 2023. The Ripik.ai team is working on three use cases in our Upstream section at the Bokaro plant – Digital Twin of Blast Furnace, Burden Mix optimization in Blast Furnace and Green Mix optimization in Sinter Plant Burden Mix optimization in Blast Furnace and Green Mix …




Choose Ripik.AI for innovative Computer Vision AI Solution that drive operational excellence in manufacturing industries.

Join Ripik.AI where learning is more impactful, diversity inspires, and work-life harmony thrives.

Explore the latest breakthroughs, partnerships, and global recognitions shaping Ripik.AI's impact on industrial AI


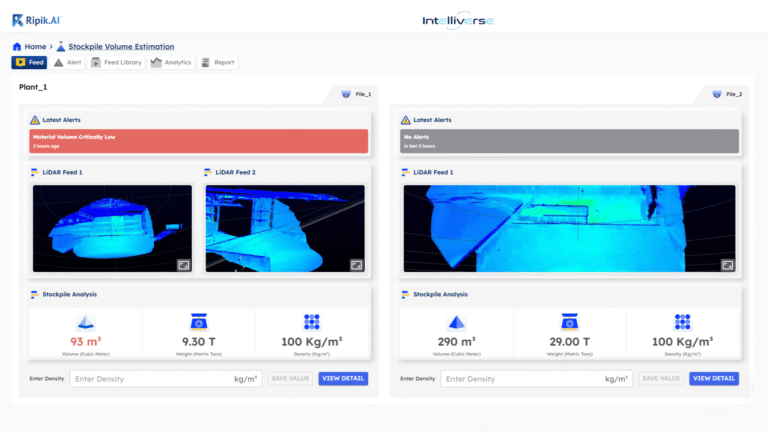
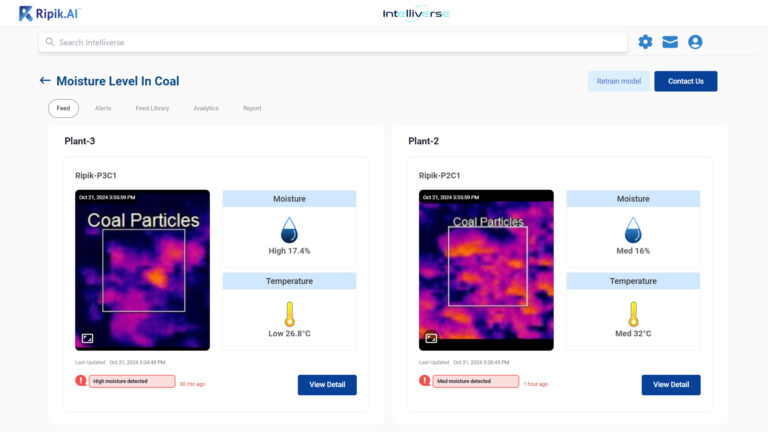
Tackle raw material variability and environmental challenges with accurate, real-time visibility.

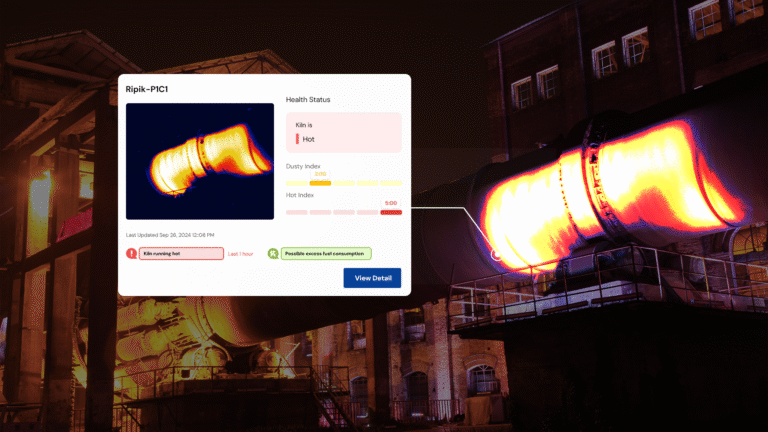
Transforming Cement Manufacturing Operations with Our Patented Vision AI SaaS Platform for Process Optimization

Empower operators to precisely control bath temperature and significantly reduce power usage and AIF3 consumption.

Solve high impact use cases and maximize quality by identifying important parameters and sweet spot of operations.

Revolutionizing boiler operations with patented Computer Vision for higher productivity and lower energy costs.

Unlock efficiency and optimize processes across industries with our advanced, and intelligent AI technologies.


Tackle raw material variability and environmental challenges with accurate, real-time visibility.
Transforming Cement Manufacturing Operations with Our Patented Vision AI SaaS Platform for Process Optimization
Empower operators to precisely control bath temperature and significantly reduce power usage and AIF3 consumption.
Solve high impact use cases and maximize quality by identifying important parameters and sweet spot of operations.
Revolutionizing boiler operations with patented Computer Vision for higher productivity and lower energy costs.
Unlock efficiency and optimize processes across industries with our advanced, and intelligent AI technologies.
Ripik.ai has been associated with IMFA since Jan 2023 towards implementation of Industry 4.0 in our Choudwar plant located in Odisha. They are working on two machine learning / data science use related to power and metallurgical coke consumption optimization through real-time alerts. The team has good knowledge in the areas of data science & machine learning, and their problem solving skill set is high
I have known Pinak, Arunabh and Navneet since 2017. They were part of Advanced analytics program in TSK between 2017 and 2020 and placed a crucial role in its delivery. The team worked end to end in conceptualization and delivery of the use cases across Blast Furnace, Sinter Plant and Steel Melt Shop.
Ripik.ai has been the analytics partner of Godrej & Boyce since March 2022. They have been doing projects with the Interio and Aerospace businesses already and we are exploring use cases for other businesses as well. Pinak and his team have worked with us closely on these manufacturing use cases. They have an unparalleled understanding of the process and can bring impact very quickly
I am delighted to write this testimonial about Ripik.ai, one of ESL’s analytics partner since January 2023. The Ripik.ai team is working on three use cases in our Upstream section at the Bokaro plant – Digital Twin of Blast Furnace, Burden Mix optimization in Blast Furnace and Green Mix optimization in Sinter Plant Burden Mix optimization in Blast Furnace and Green Mix …

Choose Ripik.AI for innovative Computer Vision AI Solution that drive operational excellence in manufacturing industries.
Join Ripik.AI where learning is more impactful, diversity inspires, and work-life harmony thrives.
Explore the latest breakthroughs, partnerships, and global recognitions shaping Ripik.AI's impact on industrial AI