Ripik.ai has been associated with IMFA since Jan 2023 towards implementation of Industry 4.0 in our Choudwar plant located in Odisha. They are working on two machine learning / data science use related to power and metallurgical coke consumption optimization through real-time alerts. The team has good knowledge in the areas of data science & machine learning, and their problem solving skill set is high
Head Technology and Projects Electrical Maintenance
I have known Pinak, Arunabh and Navneet since 2017. They were part of Advanced analytics program in TSK between 2017 and 2020 and placed a crucial role in its delivery. The team worked end to end in conceptualization and delivery of the use cases across Blast Furnace, Sinter Plant and Steel Melt Shop.
Chief Digital Officer
Ripik.ai has been the analytics partner of Godrej & Boyce since March 2022. They have been doing projects with the Interio and Aerospace businesses already and we are exploring use cases for other businesses as well. Pinak and his team have worked with us closely on these manufacturing use cases. They have an unparalleled understanding of the process and can bring impact very quickly
Head Technology and Projects Electrical Maintenance
I am delighted to write this testimonial about Ripik.ai, one of ESL’s analytics partner since January 2023. The Ripik.ai team is working on three use cases in our Upstream section at the Bokaro plant – Digital Twin of Blast Furnace, Burden Mix optimization in Blast Furnace and Green Mix optimization in Sinter Plant Burden Mix optimization in Blast Furnace and Green Mix …
Ripik.ai has been associated with IMFA since Jan 2023 towards implementation of Industry 4.0 in our Choudwar plant located in Odisha. They are working on two machine learning / data science use related to power and metallurgical coke consumption optimization through real-time alerts. The team has good knowledge in the areas of data science & machine learning, and their problem solving skill set is high
Head Technology and Projects Electrical Maintenance
I have known Pinak, Arunabh and Navneet since 2017. They were part of Advanced analytics program in TSK between 2017 and 2020 and placed a crucial role in its delivery. The team worked end to end in conceptualization and delivery of the use cases across Blast Furnace, Sinter Plant and Steel Melt Shop.
Chief Digital Officer
Ripik.ai has been the analytics partner of Godrej & Boyce since March 2022. They have been doing projects with the Interio and Aerospace businesses already and we are exploring use cases for other businesses as well. Pinak and his team have worked with us closely on these manufacturing use cases. They have an unparalleled understanding of the process and can bring impact very quickly
Head Technology and Projects Electrical Maintenance
I am delighted to write this testimonial about Ripik.ai, one of ESL’s analytics partner since January 2023. The Ripik.ai team is working on three use cases in our Upstream section at the Bokaro plant – Digital Twin of Blast Furnace, Burden Mix optimization in Blast Furnace and Green Mix optimization in Sinter Plant Burden Mix optimization in Blast Furnace and Green Mix …
AI-Driven Real-Time Productivity Tracking for Industrial Operations
Introduction
Optimal productivity is the ultimate goal that every industrial operation strives to achieve. It’s the outcome of streamlined processes, efficient resource use, and coordinated human-machine interaction. However, achieving it is increasingly complex. Rising operational complexity, shifting market demands, workforce variability, and the growing need for sustainability make it difficult to sustain peak performance.
Traditional methods such as manual logging, periodic reporting, and siloed KPIs often fall short. They lack real-time visibility, delay responses to disruptions, and obscure opportunities for continuous improvement.
This is where real-time productivity tracking becomes critical. AI-driven systems, powered by emerging technologies such as machine learning, computer vision, and IoT, enable continuous monitoring of machines, workflows, and resources. By providing instant, actionable insights, they help uncover process inefficiencies, improve workforce efficiency, and ensure optimal use of assets. The result in transformation of productivity tracking from a reactive and fragmented task into a proactive, system-level capability that empowers manufacturers to optimize operations with greater precision and agility.
The Difference Between Productivity Tracking and Surveillance
Productivity tracking software often faces criticism in industrial environments because it is mistakenly equated with employee surveillance. This misunderstanding can lead to workforce resistance and hinder the successful adoption of new technologies. In reality, AI-driven productivity tracking is a strategic tool focused on process optimization, not on monitoring individual behavior for punitive reasons. Its primary goal is to improve workflow efficiency, resource utilization, and operational safety by identifying system-level inefficiencies.
Productivity monitoring is much more than simply tracking employee activity. It’s a comprehensive approach that evaluates the overall performance of industrial operations. It involves real-time monitoring of workflows, resources, machine performance, automated systems, and processes. This includes collecting and analyzing data related to machine degradation, process inefficiencies, workforce safety, and other key operational factors. AI-powered systems can identify bottlenecks and friction points—areas where work slows down or errors occur. These insights reveal inefficiencies in automation and resource utilization, enabling managers to make data-driven decisions or even allow autonomous systems to take corrective actions. This approach helps improve operational efficiency, reduce waste, and ultimately boost productivity to optimal levels.
What is AI-Driven Productivity Tracking?
Artificial Intelligence (AI) plays a pivotal role in transforming industrial operations to track and improve productivity. By leveraging advanced technologies such as machine learning, computer vision, and the Internet of Things (IoT), AI continuously monitors, analyzes, and optimizes productivity in real time. AI-driven productivity tracking integrates data from multiple sources across the factory floor and enterprise systems to create a comprehensive, dynamic view of operational performance.
Unlike traditional methods that rely on manual data collection and periodic analysis—often slow, error-prone, and reactive—AI enables automated, real-time monitoring and intelligent analysis of complex industrial processes, driving faster and more effective decision-making.
Key Components of AI-Driven Productivity Tracking
Data Sources: AI gathers data from IoT sensors, vision systems, and enterprise systems like ERP and MES to provide a full picture of operations. This integration ensures no critical data point is missed.
AI Models: Machine learning algorithms analyze this data to detect patterns, identify anomalies, and predict potential issues before they affect productivity. This enables proactive maintenance and process optimization.
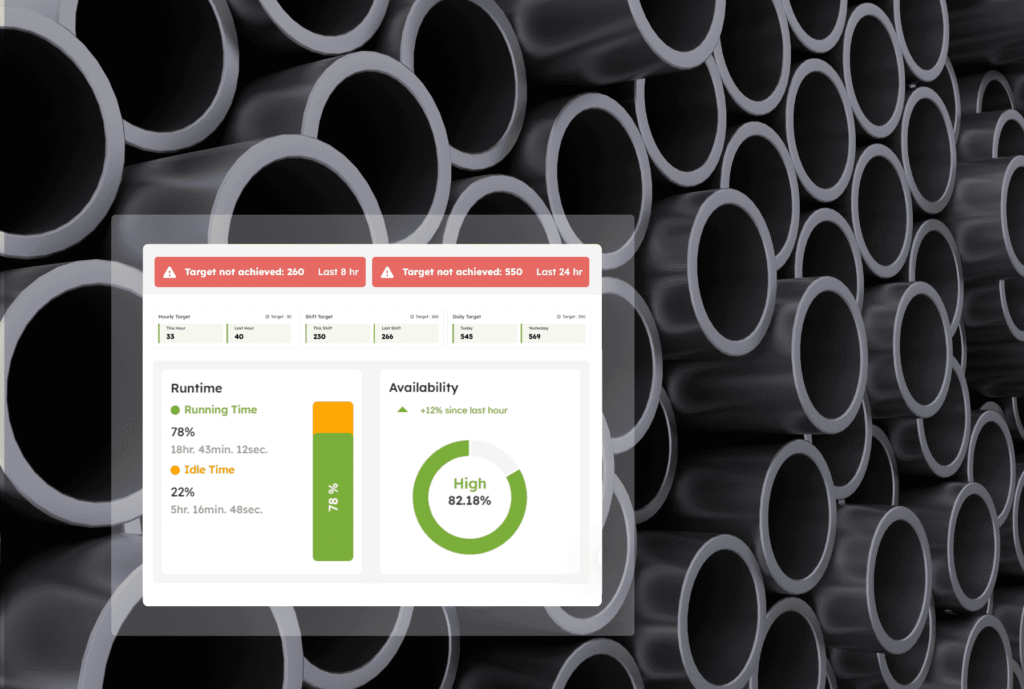
Real-Time Dashboards and Alerts: Insights are delivered through intuitive dashboards, offering instant visibility to managers. Automated alerts notify teams of urgent issues for quick resolution and minimal downtime
Key Areas of Productivity Monitoring in Industrial Operations
In complex industrial environments, productivity is not defined by a single metric or isolated activity. Instead, it results from the combined performance of interconnected systems—machines, personnel, processes, and energy resources. While productivity tracking can span a wide range of operational functions, the following are a few common and impactful areas frequently monitored across industries.
Asset Monitoring
Asset monitoring is a data-driven approach that plays a crucial role in real-time productivity management by enhancing the reliability, efficiency, and lifespan of critical industrial equipment—such as conveyor belts, refractories, and other machinery. It involves continuously measuring productivity through metrics like machine uptime, downtime, cycle times, and maintenance frequency. AI-enabled systems leverage predictive maintenance, real-time condition monitoring, and advanced data analytics to detect potential failures early and optimize equipment performance. This reduces unplanned downtime and maintenance costs and improves overall equipment effectiveness (OEE).
Workforce Monitoring
Workforce monitoring is essential for real-time productivity management, helping organizations measure productivity and enhance workforce efficiency. Modern employee productivity monitoring tools leverage AI and workforce analytics to track task durations, workflow adherence, and safety compliance—without relying on intrusive employee monitoring. These systems support employee productivity monitoring and performance management by offering actionable insights for better shift planning, identifying skill gaps, and boosting employee engagement through transparent, data-driven feedback.
Inventory and Material Movement
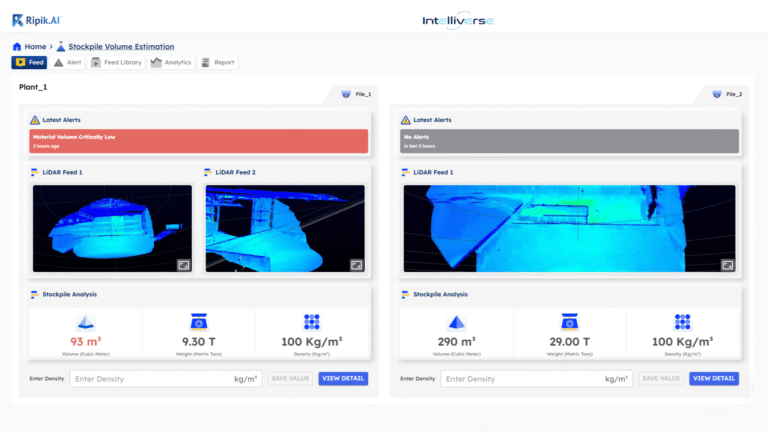
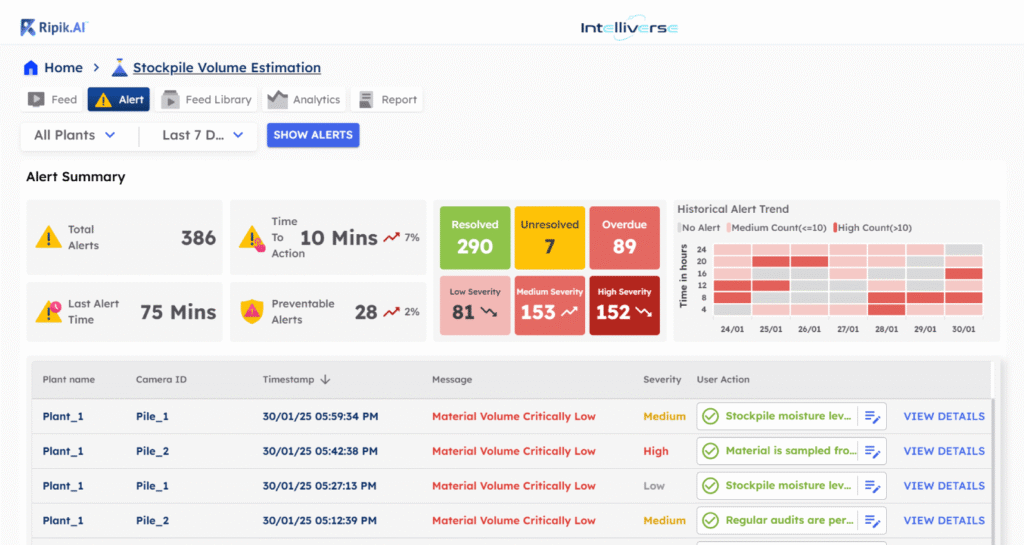
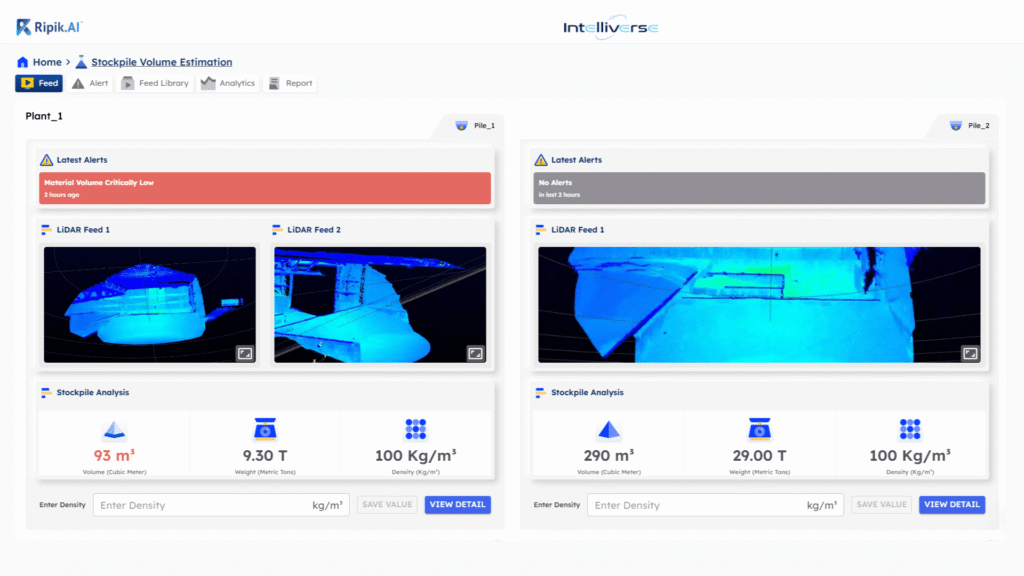
Effective inventory and material movement tracking is crucial for maintaining uninterrupted production and minimizing waste. AI-driven systems use sensors, RFID, computer vision, and LiDAR technology to monitor stock levels, track material flow, and manage stockpile tracking in real time. These technologies enable accurate demand forecasting, timely replenishment, and optimal allocation of resources ultimately improving operational efficiency and reducing downtime.
Process Flow Monitoring
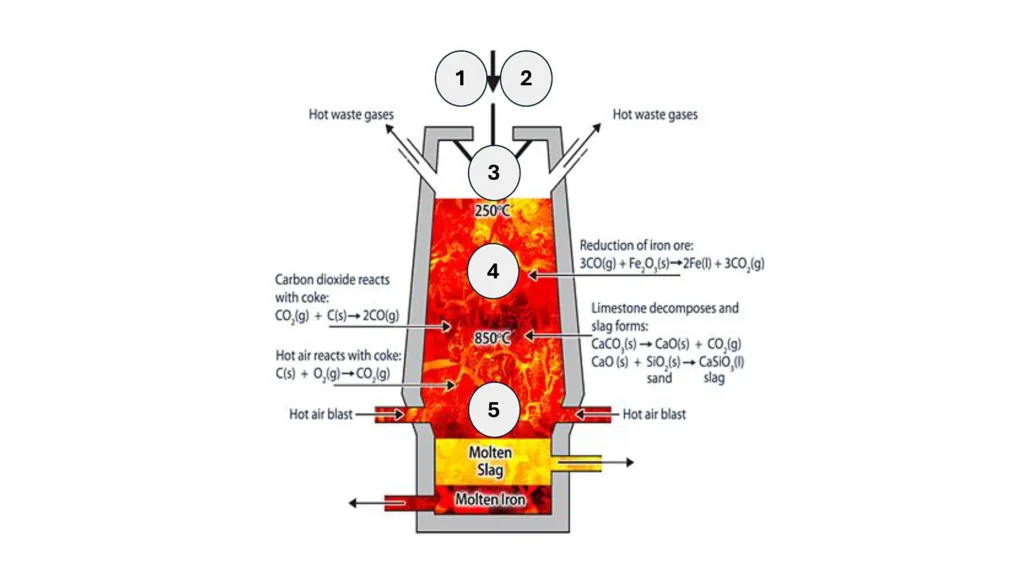
Process flow monitoring ensures smooth and efficient management of processes and tasks across production stages. For example, in the cement industry, kiln management relies on monitoring to ensure the correct raw material size is fed into the kiln and the temperature is maintained precisely. This real-time oversight optimizes the process and boosts productivity. Additionally, process flow monitoring enables rapid identification of inefficiencies and streamlines workflows, leading to improved throughput.
Energy and Resource Usage
Energy and Resource Efficiency monitoring focuses on optimizing the use of energy, water, and raw materials throughout industrial operations. By leveraging AI-powered analytics, manufacturers gain valuable insights into consumption patterns in real time, identify wastage, and implement corrective actions to reduce costs and environmental impact. This not only enhances productivity by minimizing resource-related bottlenecks but also supports sustainability goals and regulatory compliance.
Safety and Compliance Monitoring
Safety and Compliance Monitoring ensures a safe work environment while helping industrial operations adhere to regulatory standards. Using AI-driven tools like computer vision and real-time analytics, manufacturers gain valuable insights into potential hazards, unsafe behaviors, and equipment malfunctions. By ensuring transparency and maintaining data security, this approach fosters workforce trust, prevents accidents, supports compliance with industry regulations, and ultimately contributes to uninterrupted productivity and a safer workplace.
What is Productivity Tracking system ?
A Productivity Tracking System is a platform that provides an integrated solution to monitor the productivity of individuals, machines, processes, and overall operations. It captures and analyzes a wide range of metrics tailored to the specific nature of each activity or workflow. These systems generate comprehensive reports that highlight inefficiencies, reveal performance gaps, and enable data-driven decisions to improve operational efficiency.
Types of Productivity Tracking Systems
In industrial settings, productivity tracking systems is crucial for optimizing operations, ensuring safety, and maximizing output. These systems leverage AI, computer vision, and industrial IoT to provide real-time visibility and control. Below are few types of productivity tracking systems used across various sectors:
Machine Monitoring System
Machine Monitoring Systems are essential productivity tracking tools that monitor the real-time performance, health, and utilization of industrial equipment. These systems detect wear and tear early, helping extend asset lifespan and improve machine utility. By capturing key metrics such as uptime, downtime, cycle times, output rates, and maintenance needs, they enable predictive maintenance and reduce unplanned breakdowns. Leveraging AI-driven analytics and historical data trends, they optimize machine efficiency and are often integrated with SCADA, PLCs, or IoT platforms to support continuous operational improvement.
Workforce Monitoring Software
Workforce Monitoring Software is an essential tool in industrial productivity tracking, focused on improving employee productivity and streamlining workforce management. These AI-driven systems analyze employee work patterns and monitor task durations, shift adherence, and safety compliance in real-time. They also enhance worker safety through PPE detection, digital geofencing, and alert mechanisms that ensure personnel remain within safe and authorized zones. By utilizing workforce analytics, organizations can identify performance gaps, optimize labor allocation, and support data-driven decision making, leading to a more transparent, efficient, and safer work environment with improved operational performance.
Production Monitoring System
Production monitoring systems are essential for productivity tracking in manufacturing and industrial environments. They track, record, and analyze production process performance across production and assembly lines, identifying areas for improvement. These systems monitor key metrics such as throughput, cycle times, defect rates, and machine utilization in real time, providing crucial insights into equipment efficiency, downtime, and quality control and ultimately boosting throughput and efficiency across sectors like automotive, FMCG, and electronics.
Process Monitoring System
Process Monitoring Software is designed to continuously track and analyze workflows, tasks, and operations throughout various production stages. It helps detect bottlenecks, delays, and deviations in real time, enabling manufacturers to optimize processes, improve task sequencing, and streamline workflows. This leads to enhanced throughput, reduced cycle times, and overall operational efficiency.
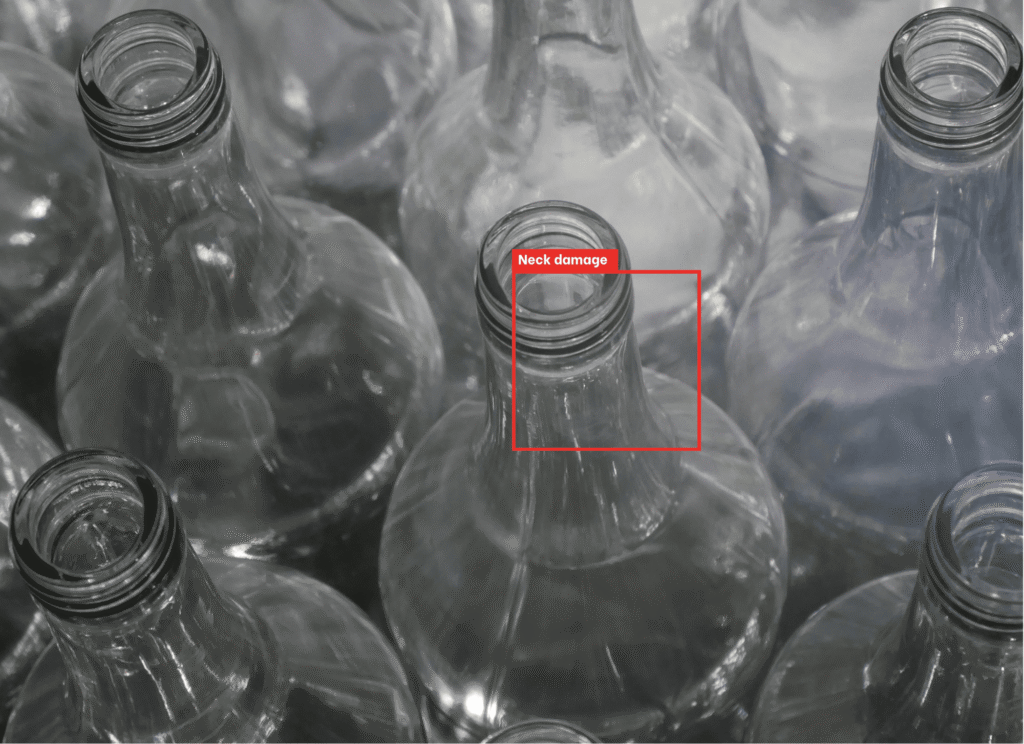
Finished Goods Inspection
Finished Goods Inspection is a quality control process that ensures products meet specified standards before shipment or sale. Using AI-powered computer vision and automated FG inspection systems, manufacturers can quickly detect defects, inconsistencies, and packaging errors. This improves product quality, reduces manual inspection errors, and enhances customer satisfaction by ensuring only compliant goods leave the production line.
Advantages of AI in Productivity Monitoring
As industries evolve to meet the demands of efficiency, scalability, and competitiveness, Artificial Intelligence (AI) is redefining productivity tracking. By automating data collection, enabling real-time analysis, and delivering actionable insights, AI allows organizations to track, understand, and improve productivity more effectively than ever before.
Here are the key advantages of applying AI in productivity monitoring:
Real-Time Monitoring
Real-Time Productivity Tracking enables continuous monitoring of operations by collecting and analyzing data as it happens. This immediate visibility allows organizations to detect inefficiencies, equipment malfunctions, or workflow disruptions before they impact production while providing instant alerts on any deviations. By facilitating prompt responses, real-time monitoring minimizes downtime, prevents quality issues, and keeps productivity on track.
High Accuracy and Consistency
AI-driven productivity tracking eliminates human error and bias by automating the collection and analysis of data. Using precise algorithms, AI reliably monitors performance metrics across all operations, ensuring consistent and objective measurement over time. This enables accurate benchmarking and fair assessment. Additionally, AI models continuously learn and improve, enhancing accuracy while minimizing false positives and missed issues.
Automated Reporting and Insights
AI automates the gathering, processing, and visualization of productivity data, generating real-time detailed reports and dashboards without manual effort. These automated insights identify trends, bottlenecks, and opportunities for improvement, enabling organizations to respond proactively and continuously optimize their operations.
Predictive Insights
AI analyzes historical and real-time data collected through Productivity Tracking software to identify patterns and forecast potential issues before they occur. With a user-friendly interface, managers can easily access these predictive insights to understand future risks to productivity levels, such as equipment failures or workflow bottlenecks. This allows for proactive planning and timely interventions, helping to prevent downtime and maintain consistent, efficient operations.
Improved Decision-Making
With accurate, real-time data available through AI-powered productivity tracking, managers can make smarter, faster decisions on scheduling, resource allocation, and equipment maintenance. AI identifies potential inefficiencies early, enabling proactive adjustments that prevent problems before they escalate, ultimately optimizing productivity and reducing downtime.
Enhanced Worker Engagement
AI-driven productivity monitoring offers transparent, real-time feedback that supports employee performance improvement rather than punishment. By providing clear metrics and actionable insights, it enhances the overall employee experience, promotes fair workload distribution, and boosts team performance. This approach fosters a culture of trust and motivation, encouraging workers to engage proactively with their tasks and collaborate more effectively.
Cost Reduction
Productivity tracking software with AI optimizes operations by minimizing downtime, improving resource allocation, and preventing costly errors. By enhancing overall efficiency and enabling proactive maintenance, AI-driven productivity monitoring helps lower operational expenses and maximize return on investment.
Conclusion
AI-powered real-time productivity tracking is transforming how organizations manage operations by providing continuous, accurate insights. This technology shifts businesses from reactive problem-solving to proactive decision-making, enabling smarter use of data to optimize efficiency, reduce downtime, and improve overall performance. Embracing AI in productivity monitoring is key to staying competitive and driving sustainable growth in today’s fast-paced environment.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
How Infrared-Based Monitoring Enhances Predictive Maintenance in Manufacturing
Introduction
As industries embrace digital transformation, predictive maintenance in manufacturing is shifting maintenance strategies from reactive to data-driven. By anticipating equipment failures before they occur, manufacturers can reduce unplanned downtime, lower maintenance costs, and extend asset life.
At the heart of these transformations lie advanced sensing technologies, and among them, infrared-based monitoring is proving to be a game changer. Infrared monitoring detects thermal anomalies in real time and enables early identification of potential faults in machinery and infrastructure. This non-contact technology provides continuous asset health tracking through early fault detection. As a result, IR monitoring is becoming a transformative tool in predictive maintenance, offering real-time insights that enhance reliability and efficiency across industrial operations.
The convergence of Computer Vision AI with the Internet of Things (IoT), Big Data Analytics, and automation has given rise to smart manufacturing, also known as Industry 4.0 and 5.0. Integrating advanced computer vision solutions in manufacturing has given manufacturers a crucial advancement to remain competitive and improve production efficiency.
Understanding Infrared-Based Monitoring
What is infrared monitoring?
Infrared-based monitoring is a non-contact condition monitoring technique that uses infrared sensors and thermal imaging cameras to detect infrared radiation emitted by objects. Since all equipment generates heat, this radiation can be captured and analyzed to assess the surface temperature of machine assets, helping identify early symptoms of wear, overload, or malfunction. This method is widely used in preventive maintenance programs to monitor critical components such as rotating equipment, kiln motors, and electrical systems. Additionally, it is commonly applied in hazardous areas where direct contact is unsafe, offering enhanced safety during inspections. Infrared monitoring is also effective for moisture detection in insulation and materials, supporting broader equipment health diagnostics and risk mitigation in challenging environments.
How do infrared cameras work?
Infrared cameras work by sensing heat (infrared radiation) emitted by objects. Everything with a temperature above absolute zero gives off some level of heat—even if it doesn’t feel hot to us. This heat is part of the infrared spectrum, a type of energy invisible to the human eye.
The camera uses infrared sensors to detect this invisible heat and convert it into an electronic signal. It then processes that signal into a thermal image (called a thermogram) that displays temperature differences using various colors. These images help us identify areas that are hotter or cooler than expected on equipment surfaces—enabling early detection of potential problems before they cause failures.
How infrared cameras detect thermal variations
Thermal imaging cameras measure temperature differences with high accuracy by mapping heat distribution within a scene. They detect hot spots, high-resistance connections, and overheating bearings, providing insights invisible to the naked eye. These tools are sensitive enough to track slight temperature trends, making them ideal for identifying potential equipment failures before they escalate into serious issues.
Computer Vision AI with Infrared Monitoring
Computer vision AI combined with infrared-based monitoring elevates predictive maintenance by enabling intelligent, automated analysis of thermal imaging data from IR cameras. While traditional infrared monitoring captures temperature variations, vision AI adds an advanced layer of interpretation—transforming raw thermal images into actionable insights without human intervention. AI algorithms automatically detect temperature anomalies, recognize patterns, and flag early signs of machine failure.
These algorithms are trained to identify complex patterns and subtle thermal anomalies within the infrared spectrum, such as uneven heating in refractories or developing hot spots in ladles used for molten metal handling. Early detection of issues like cracks, lining erosion, or overheating helps prevent costly equipment failures.
In hazardous areas where manual inspections pose safety risks, vision AI platform continuously scans equipment to detect issues like moisture intrusion or high-resistance electrical connections. By analyzing temperature trends over time, it can accurately predict failures, reduce false positives, adapt to changing conditions, and prioritize maintenance—optimizing preventive programs and minimizing unplanned downtime.
Ultimately, the combination of infrared sensors, thermal cameras, and computer vision AI offers a powerful, scalable solution for real-time condition monitoring of critical assets—ensuring safer operations, lowering maintenance costs, and extending the lifespan of valuable industrial equipment.
Key advantages of Infrared Monitoring over traditional monitoring methods
Early Fault Detection
Infrared monitoring identifies early symptoms such as overheating bearings, high-resistance connections, uneven heating, and other anomalies—well before they cause equipment failure. This early warning enables timely intervention, helping to prevent equipment damage and avoid costly downtime.
Non-Contact Inspection
Infrared temperature monitoring functions as a non-contact inspection tool. Thermal cameras measure the surface temperature of machine assets without any physical contact, making them safe for use around sensitive components, hot equipment, and in challenging environments.
Hazardous Areas Monitoring
IR cameras enable effective Infrared temperature monitoring in hazardous areas where manual inspections are dangerous or impractical. They detect temperature trends and anomalies remotely, reducing maintenance costs and protecting personnel from exposure to extreme heat, toxic materials, or explosive atmospheres.
Reduced Downtime
IR monitoring accurately detects problems by continuously tracking temperature trends, enabling proactive preventive maintenance. This approach reduces unplanned downtime and production losses by allowing timely and targeted maintenance interventions.
Lower Maintenance Costs
Targeted inspections using a thermal imager help determine the condition of critical components like refractories, kilns, and electrical systems. Early detection minimizes unnecessary repairs and lowers equipment repair costs while extending equipment life, leading to significant cost savings.
Real-Time Condition Monitoring
Real-time temperature tracking through infrared sensors and thermal cameras provides ongoing insights into equipment health. This allows operators to make informed decisions based on current operating conditions and thermal data.
Moisture Detection
Infrared monitoring can also detect the presence of moisture within insulation and refractory materials by analyzing subtle temperature variations. This helps prevent corrosion, structural degradation, and further equipment damage.
Energy Efficiency
Infrared temperature monitoring identifies insulation leaks, heat loss, and thermal inefficiencies by detecting abnormal infrared radiation emitted from equipment and surfaces. Through precise temperature measurement and thermal imaging, it reveals energy-wasting hotspots invisible to the naked eye—enabling corrective actions that enhance energy performance and reduce utility costs.
Applications of infrared temperature monitoring Manufacturing
Refractory Monitoring
In high-temperature industries such as steel and cement, infrared-based monitoring detects uneven heat distribution, hot spots, and lining erosion in refractory materials, including those in kilns and furnaces. By capturing infrared radiation and monitoring surface temperatures with thermal imaging cameras, operators can identify early signs of damage and schedule timely repairs—enhancing equipment reliability and safety.
Ladle Monitoring
IR cameras monitor ladles in real time during molten metal handling. They help detect cracks, overheating, or wear in the refractory lining that could lead to hazardous failures. Timely detection improves condition monitoring, reduces the risk of unplanned outages, and extends the service life of these critical components.
Hazardous Area Monitoring
In hazardous environments—such as steel plants, chemical processing units, or areas near electric arc furnaces—where manual inspections pose serious safety risks, infrared cameras enable remote, non-contact monitoring of critical components. These systems detect issues like overheating, infrared anomalies, or moisture intrusion, significantly reducing the need for human presence in high-risk zones. This improves worker safety, enhances inspection accuracy, and ensures continuous condition monitoring in challenging conditions.
Raw Material Moisture Detection
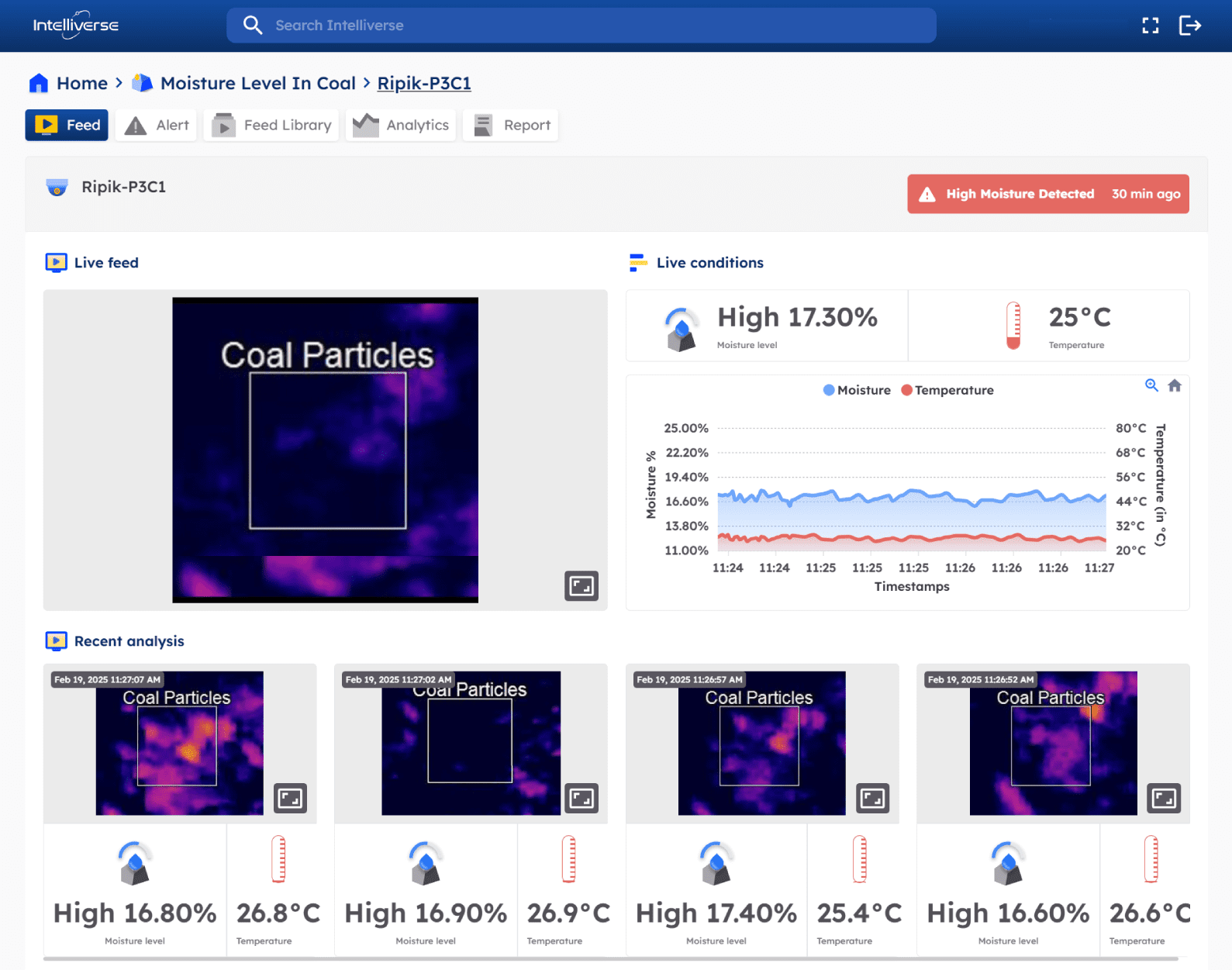
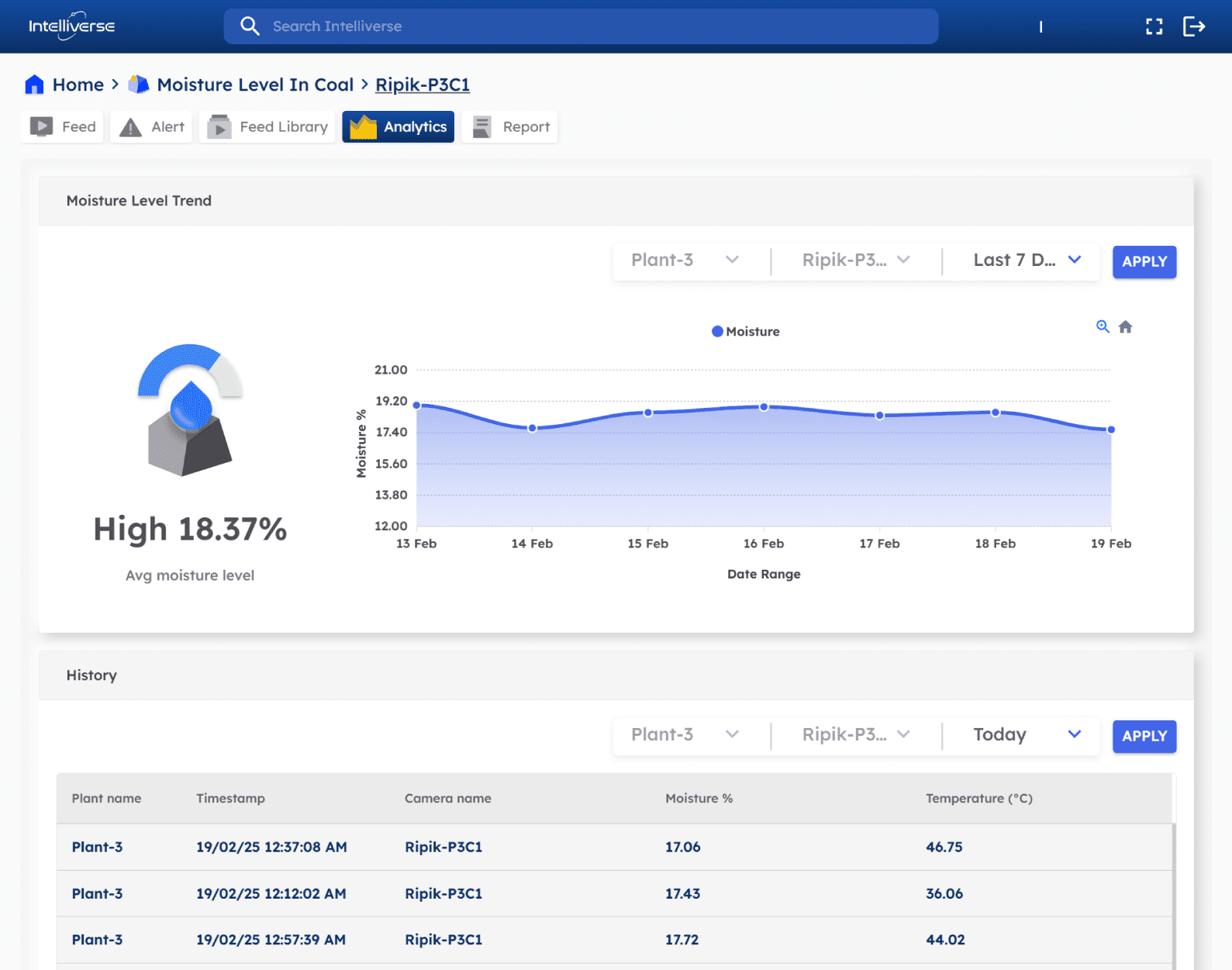
Infrared monitoring combined with Vision AI detects moisture in raw materials such as coal, limestone, and sinter by identifying subtle temperature variations invisible to the naked eye. This real-time, non-contact method prevents fuel inefficiencies, material blockages, and equipment damage. It improves combustion stability, reduces fuel waste, lowers maintenance costs, and supports more sustainable, efficient production.
Production Line Optimization
IR monitoring combined with vision systems enables precise temperature measurement of surfaces across conveyors, furnaces, and molding systems. By tracking temperature trends in real time, these technologies help optimize load, maintain production quality, and prevent temperature range deviations that affect product uniformity. This integration contributes to smoother operations, improved equipment performance, and reduced material waste.
Flare operation
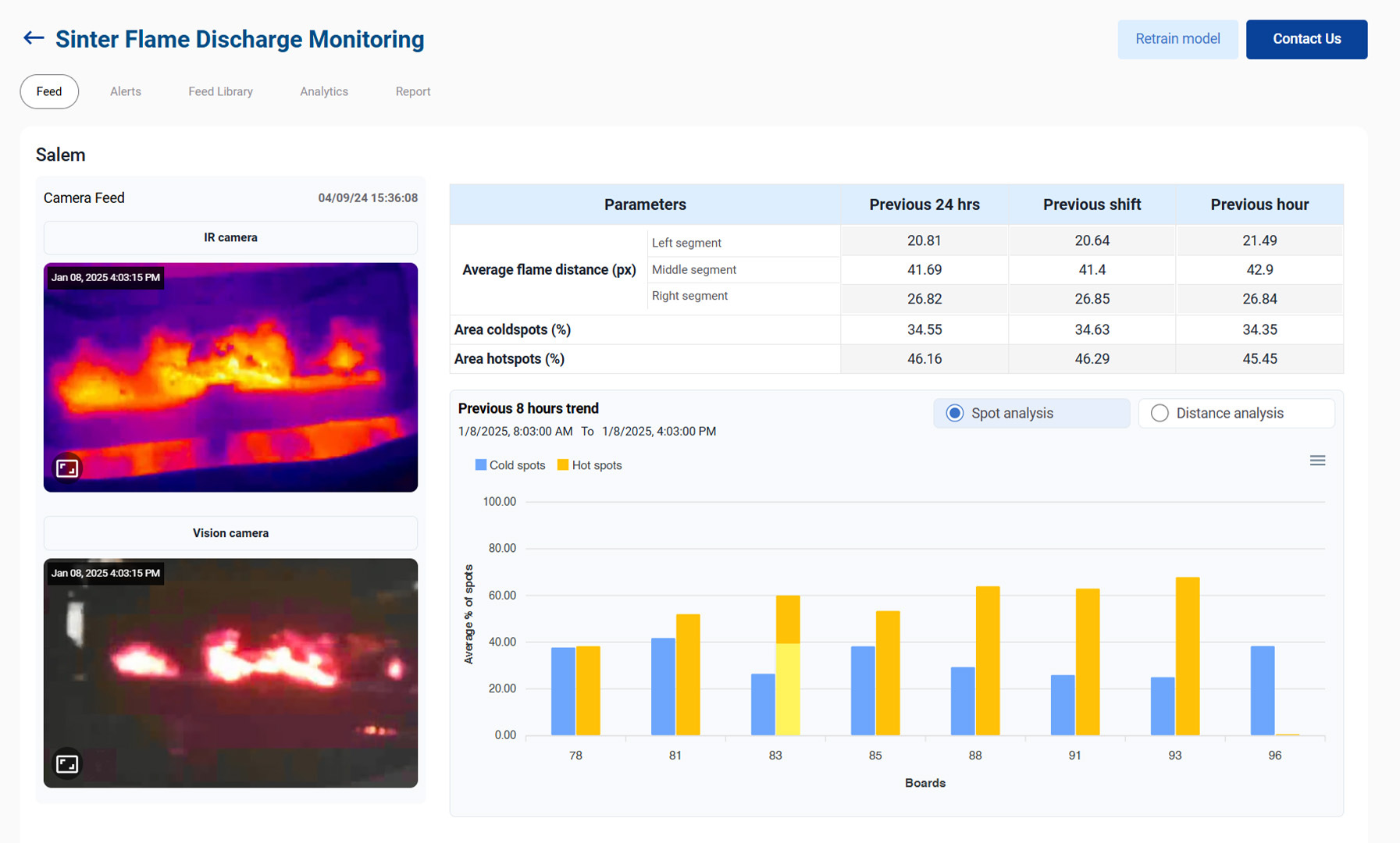
Infrared monitoring systems are widely used in flare operations to ensure safety, compliance, and efficiency. Their primary application is the real-time detection of flame presence, confirming that flaring is occurring as intended during routine operations or emergency pressure releases. They also monitor the pilot flame, which is critical to ensure immediate ignition of gases during flaring events. These systems help operators track flame size, shape, and temperature, supporting optimal combustion and minimizing smoke and harmful emissions. Additionally, infrared systems enable remote monitoring from control rooms, reducing risk to personnel and improving situational awareness. By integrating with analytics and alarm systems, they also support predictive maintenance and rapid response to flare system malfunctions.
Conclusion
Adopting infrared-based monitoring empowers manufacturers to enhance operational efficiency, improve equipment reliability, and reduce costly downtime. By leveraging advanced thermal imaging cameras and infrared sensors, companies gain real-time insights into asset health, enabling proactive maintenance and safer inspections—even in hazardous environments. Embracing this technology is a crucial step toward smarter, more sustainable manufacturing operations that drive productivity and lower maintenance costs.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
The Role of AI for Process Optimization in the Manufacturing Sector
Introduction
In today’s fast-paced industrial landscape, manufacturers face mounting pressure from all sides—rising global competition, increasing consumer demand, and a growing emphasis on sustainability and environmental compliance. Amid these challenges, maintaining high product quality and profitability has become a difficult balancing act.
With tight operating margins, volatile supply chains, and increasing pressure for lean, environmentally responsible production, manufacturers face an urgent need for process optimization—the systematic refinement of inputs, resources, and workflows to maximize output while minimizing costs and waste.
To meet this demand, manufacturers are now leveraging AI-powered process optimization tools that enable systems to intelligently adapt, respond to real-time conditions, and continuously improve operations. These tools support smarter decision-making and help align daily performance with long-term goals around sustainability, compliance, and profitability.
Understanding Process Monitoring
What is process monitoring?
Process monitoring refers to the continuous and systematic collection, analysis, and interpretation of data from manufacturing or production systems to track operational performance. It involves observing variables such as machine behavior, material flow, environmental conditions, operator actions, and many more, as needed and required, through sensors, vision systems, and control software.
The core objective of process monitoring is to ensure that production processes remain within defined parameters, enabling early detection of deviations, inefficiencies, and potential failures. This allows manufacturers to maintain consistent process stability, minimize downtime, and uphold product quality in real time.
By integrating advanced technologies like AI, machine learning, and edge computing, modern process monitoring goes beyond basic data logging. It transforms raw data into actionable insights that support predictive maintenance, automated decision-making, and continuous process optimization.
Why Process Monitoring Is Essential?
Effective process monitoring is central to continuous improvement and operational efficiency. It enables manufacturers to:
Track deviations from set parameters
Identify emerging faults or bottlenecks
Ensure compliance with safety and quality standards
Make proactive adjustments before issues escalate
This real-time visibility becomes especially powerful when integrated with AI-driven systems, enabling predictive insights and intelligent automation.
Why It’s Foundational for AI Process Optimization?
Without accurate and timely data, AI-powered process optimization simply isn’t possible. Process monitoring provides the critical, real-time inputs that fuel intelligent algorithms, enabling AI systems to detect inefficiencies, forecast failures, and fine-tune operations dynamically. In essence, it transforms monitoring from a passive activity into a strategic advantage.
Types of Process Monitoring system
Effective manufacturing process monitoring is fundamental to ensuring operational excellence, product consistency, and proactive maintenance. Leveraging advanced process monitoring tools and software, manufacturers can gain real-time visibility into various aspects of production, helping to prevent costly downtime and quality issues. Below are the core types of process monitoring systems deployed across modern industrial setups:
Visual Monitoring
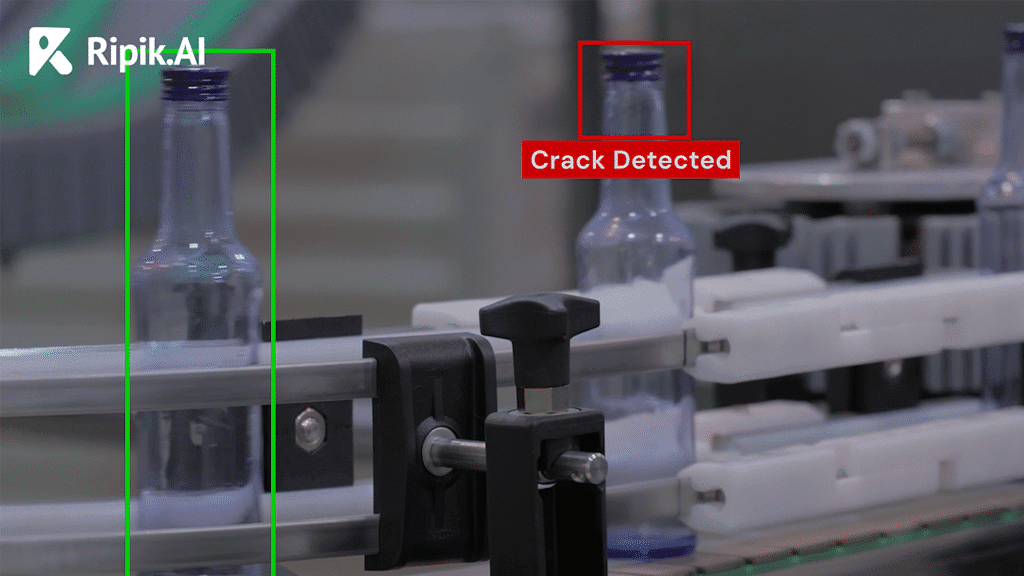
Visual monitoring systems, powered by Vision AI, utilize advanced computer vision and deep learning techniques to interpret visual data from cameras and sensors. These monitoring systems enable real-time detection of anomalies, such as surface defects, misalignments, foreign objects, or safety violations (e.g., missing PPE). They serve as a powerful layer of intelligence for quality control, safety assurance, and process optimization.
Condition Monitoring
Condition monitoring involves the continuous assessment of equipment health by tracking parameters such as vibration, temperature, and pressure. It supports predictive maintenance strategies by identifying early signs of wear or failure, helping to minimize unplanned downtime and extend asset lifespan. Common technologies include vibration sensors, thermal imaging cameras, and acoustic sensors.
Quality Monitoring
Environmental monitoring tracks critical ambient conditions—such as temperature, humidity, air quality, and emissions—that can impact process stability, regulatory compliance, and product integrity. It is particularly vital in industries with strict environmental or safety standards, including pharmaceuticals, food and beverage, and electronics.
Environmental Monitoring
Environmental monitoring tracks critical ambient conditions—such as temperature, humidity, air quality, and emissions—that can impact process stability, regulatory compliance, and product integrity. It is particularly vital in industries with strict environmental or safety standards, including pharmaceuticals, food and beverage, and electronics.
Operational Monitoring
Operational monitoring provides visibility into day-to-day production activities, including machine uptime, throughput, material handling, and operator performance. Leveraging tools such as Manufacturing Execution Systems (MES), Industrial IoT platforms, and real-time dashboards, this form of monitoring helps manufacturers identify bottlenecks, optimize workflows, and drive productivity improvements.
Energy Monitoring
Energy monitoring focuses on tracking and analyzing power consumption across machines, lines, or entire plants. It plays a critical role in reducing operational costs and supporting sustainability objectives by identifying inefficiencies and optimizing energy use in real time.
How Real-Time Process Monitoring Works
Real-time process monitoring relies on continuous data collection through sensors, vision systems, or IoT devices—any of which can be employed depending on production requirements. These systems track critical parameters such as temperature, pressure, and vibration, while AI-powered vision systems capture high-resolution images and videos to inspect product quality and detect surface defects in real time.
All this data is aggregated by specialized process monitoring software, which consolidates inputs from diverse sources into unified, real-time dashboards. These platforms enable operators and managers to visualize key performance indicators, detect anomalies, and receive actionable alerts instantly.
At the core of this system are advanced AI algorithms that enable:
Instant anomaly detection by analyzing sensor data and visual inputs to identify deviations from normal patterns immediately.
Dynamic process tuning, where AI continuously adjusts machine parameters to optimize efficiency and maintain quality.
Predictive alerts that forecast potential failures or defects, allowing for proactive maintenance and corrective actions.
By combining sensor data and vision system insights, real-time process monitoring improves uptime by preventing unexpected failures, increases throughput through optimized control, and ensures consistent quality by catching defects early in the production process. This integrated approach fosters smarter, more resilient manufacturing operations.
How AI in Process optimization works
In modern manufacturing, traditional methods of process control are no longer sufficient to keep pace with the demands for speed, efficiency, and quality. AI-powered process monitoring introduces a new level of intelligence—providing manufacturers with real-time visibility, predictive insights, and autonomous decision-making capabilities across the production line.
Real-Time Anomaly Detection and Root Cause Analysis
AI models learn normal process patterns by analyzing historical data and monitoring real-time operations to detect subtle deviations such as temperature or pressure fluctuations. This early detection helps prevent equipment failures and product defects. AI also speeds up root cause analysis by recognizing complex data patterns, allowing faster resolution and avoiding repeat issues.
Predictive Maintenance and Asset Optimization
Instead of fixed maintenance schedules, AI uses sensor data to predict when equipment parts will likely fail. This enables condition-based maintenance, reducing unnecessary service and minimizing costly downtime. Predictive maintenance also extends equipment life and improves overall machine utilization.
Closed-Loop Process Control and Optimization
AI doesn’t just monitor—it actively optimizes by dynamically adjusting machine settings based on real-time data. This includes fine-tuning feed rates, temperatures, and robotic movements to maintain peak efficiency. The result is increased throughput, consistent quality, and lower waste and energy use.
Enhanced Quality Assurance
AI-powered vision systems inspect products quickly and accurately, detecting defects such as surface flaws and dimensional errors. This enables 100% inline inspection without slowing production, faster corrective actions, and automated defect tracking for improved quality control.
Integrated Data Visibility and Decision Support
AI consolidates data from machines, sensors, and enterprise systems into unified dashboards with predictive insights. This holistic view supports better decision-making, performance benchmarking, resource optimization, and continuous operational improvements.
Benefits of AI for Process Optimization
Increased Efficiency
AI-powered real-time process monitoring continuously collects process data across the production line, tracking multiple variables to identify bottlenecks and optimize resource allocation. By leveraging an effective production monitoring system or process monitoring software, manufacturers can streamline processes and reduce manual effort. This results in improved efficiency, shorter cycle times, and better resource utilization throughout the manufacturing processes.
Enhanced Quality
With AI-driven quality control and real-time monitoring systems, production managers gain a comprehensive view of product quality. Vision systems and sensors provide high-resolution data for detecting surface defects and anomalies early in the production process. Continuous process monitoring ensures consistent product quality, reduces scrap rates, and helps meet stringent industry regulations, ultimately boosting customer satisfaction.
Reduced Downtime
Predictive maintenance, powered by machine learning algorithms analyzing production data from sensors and programmable logic controllers, enables manufacturers to anticipate equipment failures before they happen. This proactive approach reduces unplanned downtime and lowers maintenance costs, contributing to operational excellence and higher uptime across industrial processes.
Adaptive Operations
AI algorithms dynamically tune process parameters based on real-time data collected from IoT devices and vision systems. This allows manufacturing facilities to respond quickly to variations in quality or operational conditions, maintaining optimal performance and streamlining business processes.
Cost Savings
By optimizing existing processes through real-time visibility and actionable insights, AI-driven process monitoring systems help reduce energy consumption, scrap, and unnecessary maintenance. Integration capabilities that consolidate data from multiple systems enhance the ability to make data-driven decisions, resulting in significant cost reductions.
Data-Driven Decision Making
An effective production monitoring system consolidates sensitive data and key performance indicators into unified dashboards, empowering production managers and business leaders with valuable insights. This real-time insight supports informed decisions that drive continuous improvement and optimize performance, aligning with overall business requirements.
Scalability and Flexibility
Modern production monitoring solutions offer integration capabilities that support scaling across multiple production lines and manufacturing facilities. This flexibility enables businesses to implement real-time production monitoring tailored to their unique operations, fostering long-term business success.
Real-World Use Cases of AI in Process Optimization
Raw Material Tracking
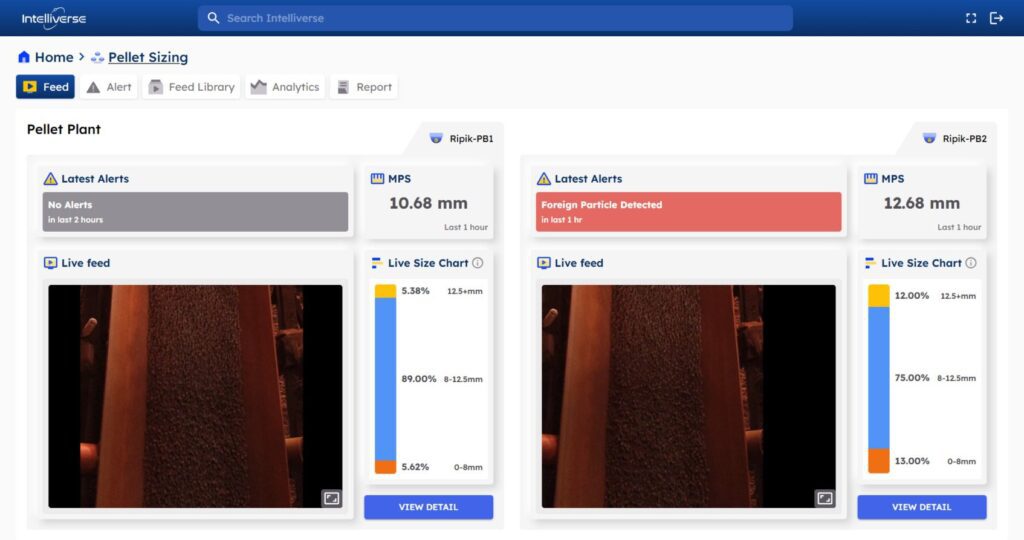
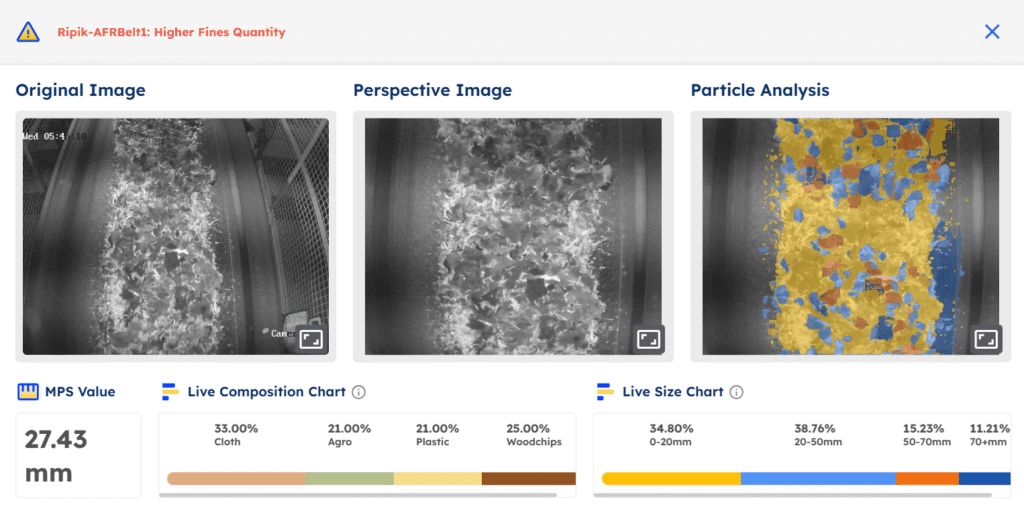
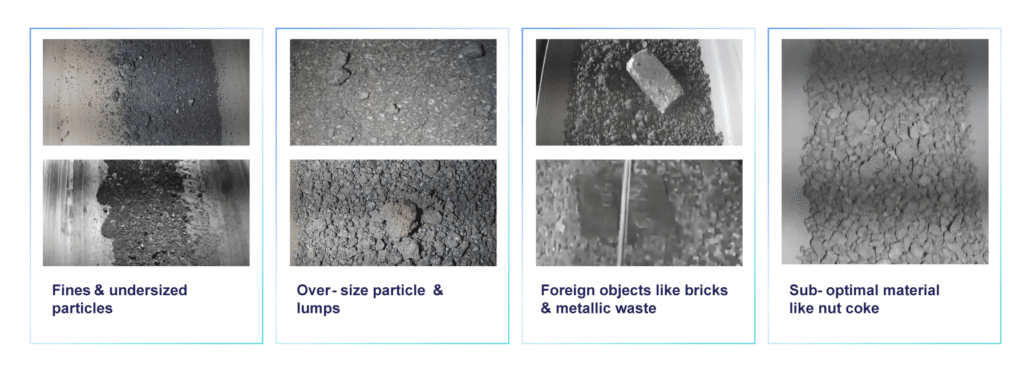
In the steel industry, undetected raw material size inconsistencies, high moisture content, and delayed, inaccurate manual sampling disrupt furnace and boiler operations. Implementing AI-based raw material monitoring enables continuous analysis, increases sampling frequency by 500×, and eliminates the 8-hour reporting delay. This process optimization has significantly enhanced operational efficiency and production stability.
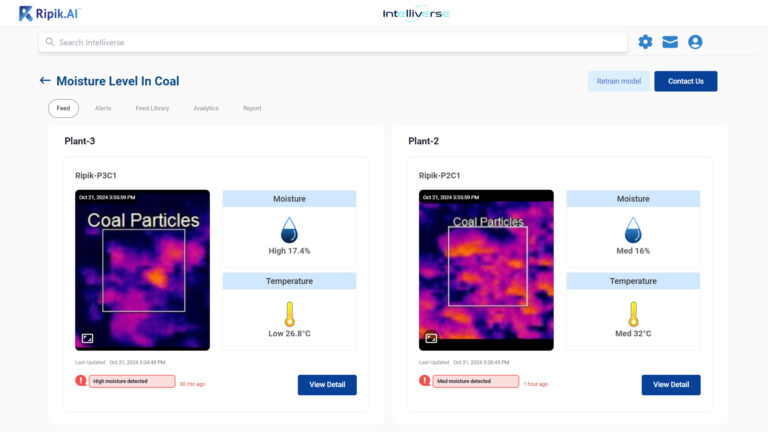
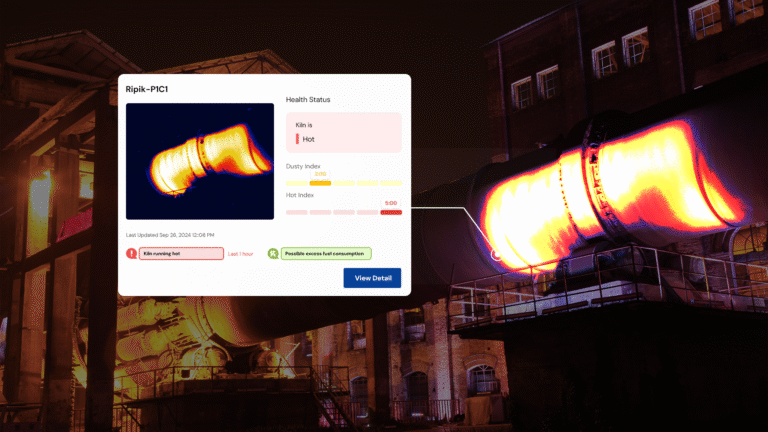
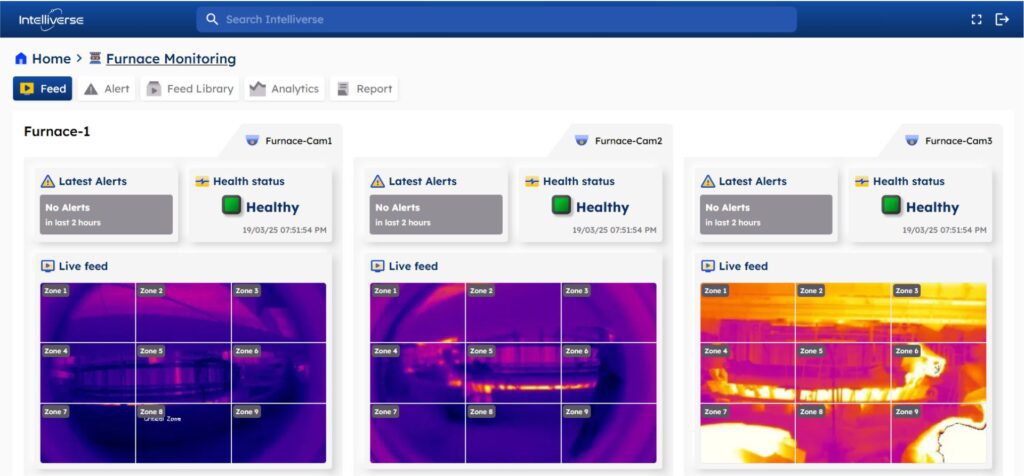
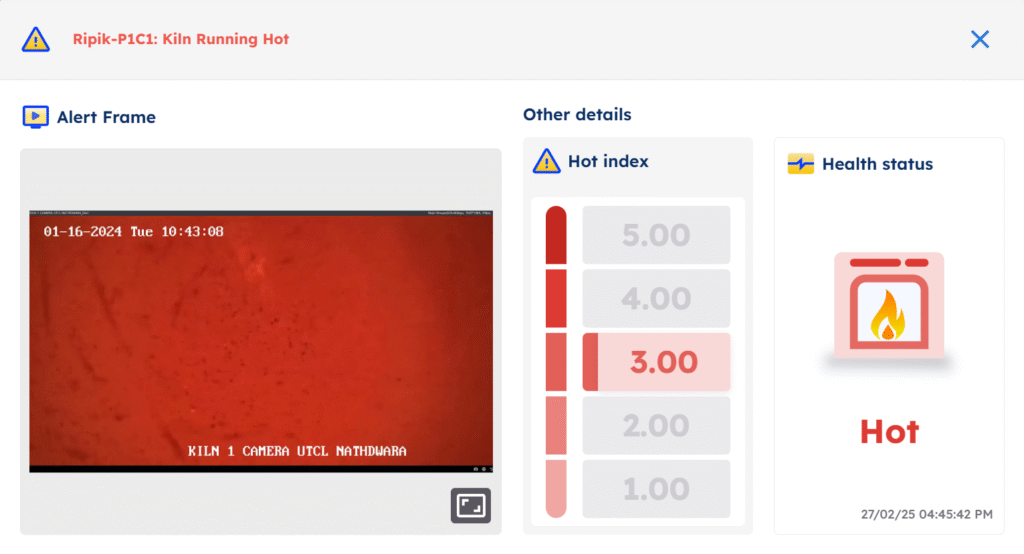
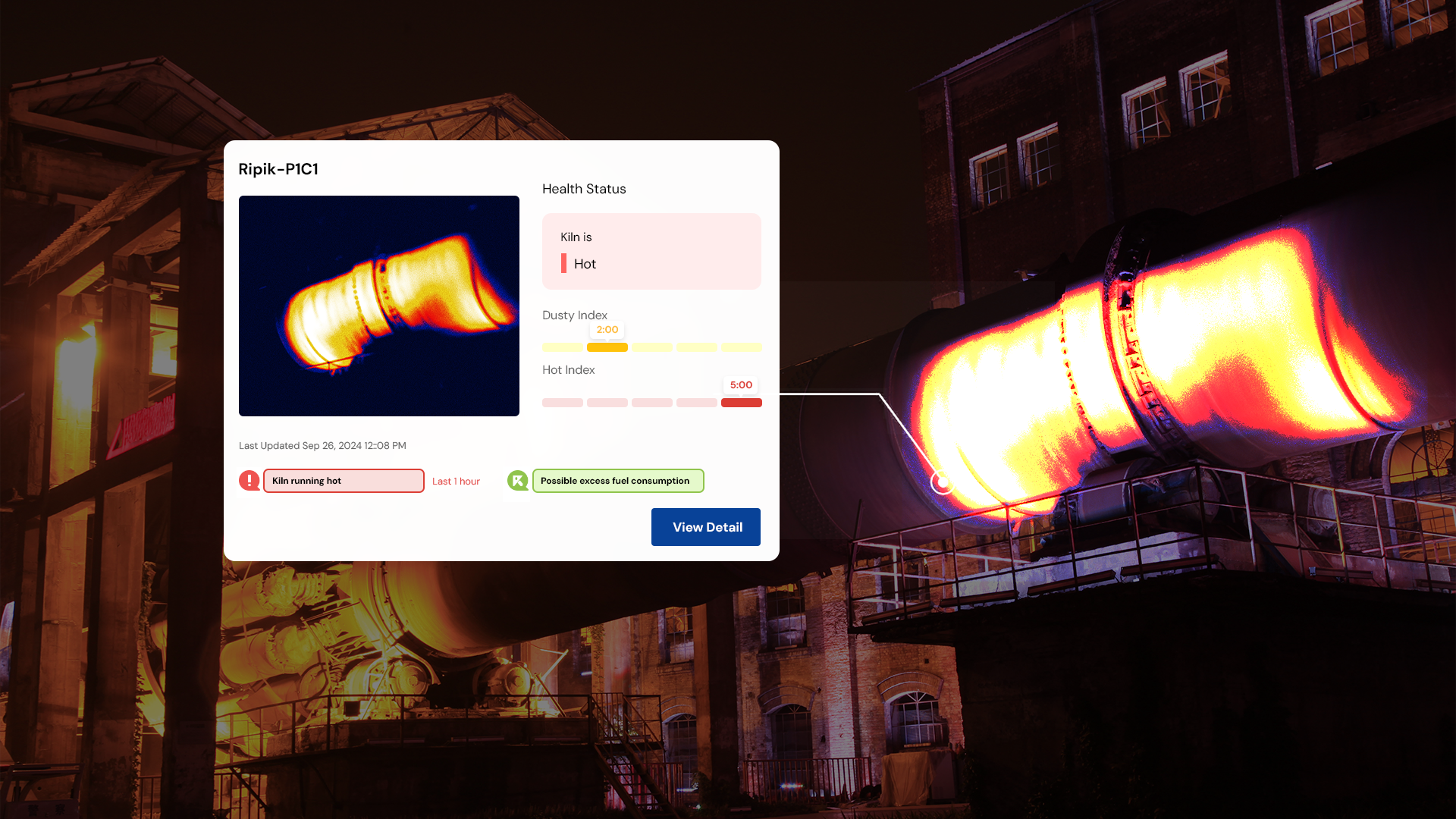
In cement manufacturing, kilns often become dusty or overheat due to raw material and process variations, leading to excessive energy use and reduced operational efficiency. To address this, an AI-powered kiln process monitoring system leverages live camera feeds and computer vision to continuously track kiln conditions. It automatically classifies states—hot, dusty, or healthy—and provides optimal fuel rate recommendations, early warnings, and post-operation analysis. This enables proactive adjustments, improves kiln stability, speeds recovery from adverse conditions, and achieves measurable fuel consumption reduction.
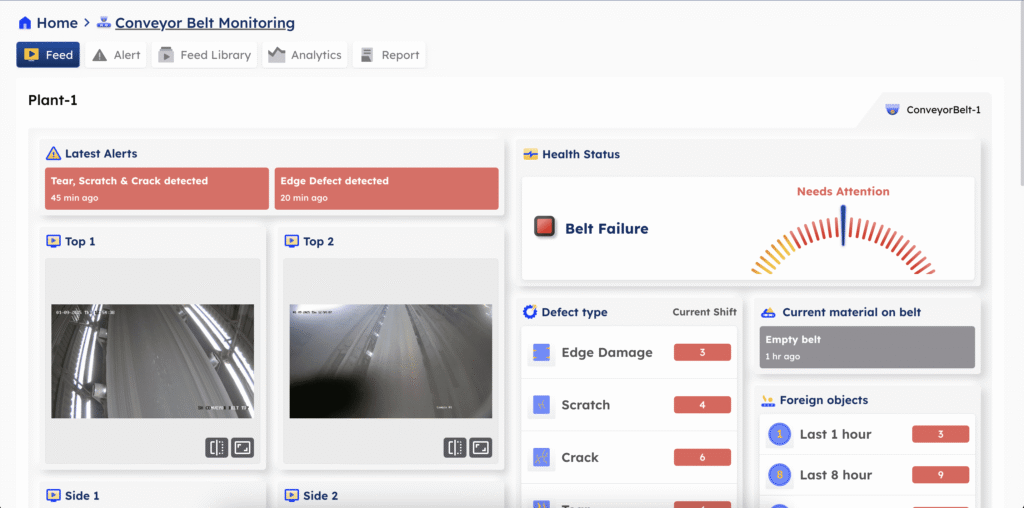
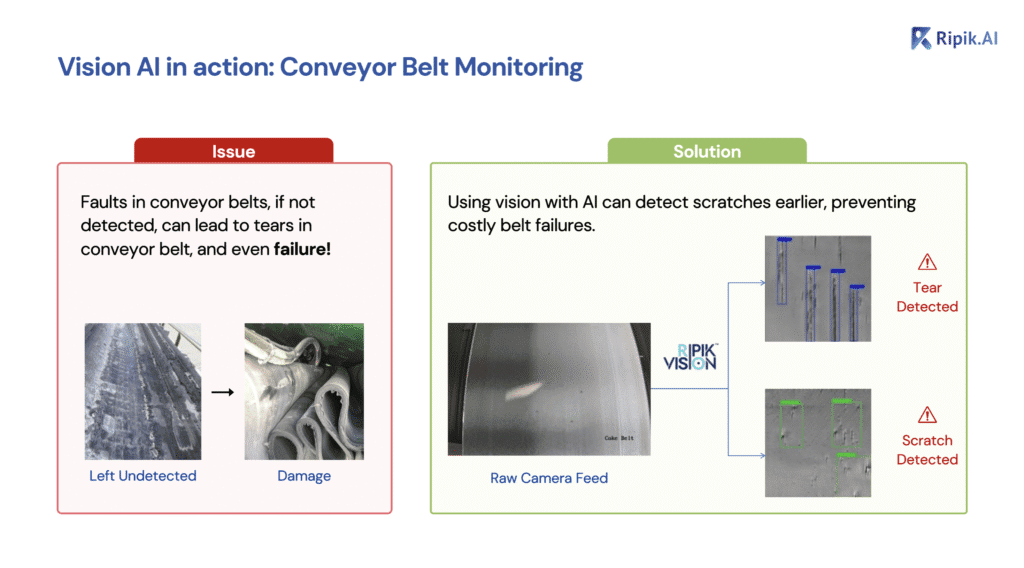
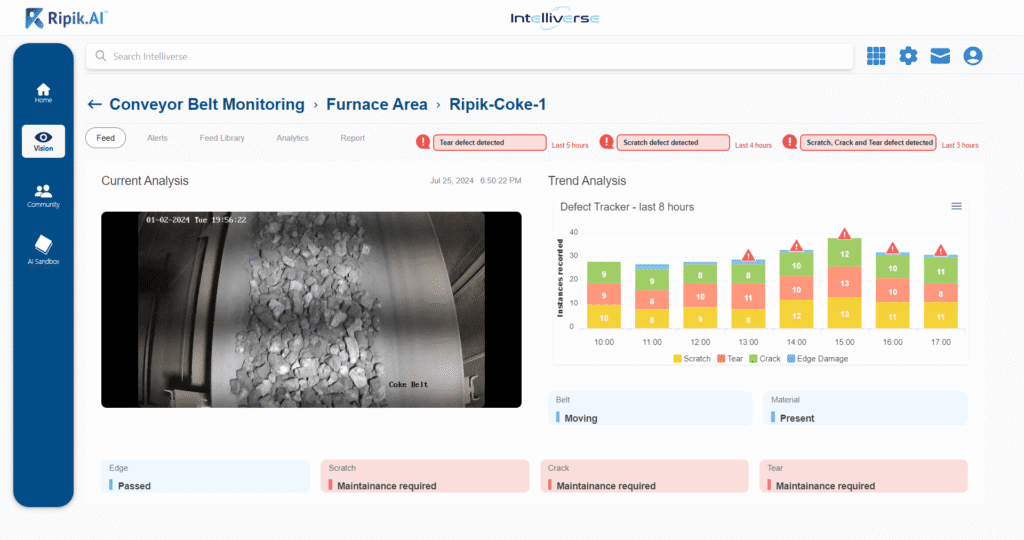
Unmonitored conveyor systems often cause frequent breakdowns, unexpected downtime, and operational inefficiencies. Using a Conveyor Monitoring Systems for continuous conveyor belt surface monitoring, combined with specialized hardware and real-time insights, enables automated anomaly detection. Addressing conveyor health deterioration early ensures timely repairs, preventing further damage and avoiding unplanned downtime.
AI is no longer optional in manufacturing—it has become a critical competitive differentiator. By combining AI-driven process optimization with scalable and effective production monitoring tools, manufacturers can unlock new levels of efficiency, agility, and product quality. Embracing these technologies empowers businesses to stay ahead in a rapidly evolving industrial landscape, driving continuous improvement and operational excellence for the future.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
The Role of Machine Health Monitoring for Preventive Maintenance
Introduction
In today’s rapidly evolving industrial landscape, machine health monitoring has become a critical enabler of operational excellence. As machines form the backbone of manufacturing and production processes, any unexpected equipment failure can result in substantial financial losses, safety risks, and costly production downtime.
Traditional maintenance practices—particularly reactive and time-based strategies—often prove inadequate. They may lead to over-maintenance, inefficient resource use, or, worse, unforeseen breakdowns. In response, many organizations are adopting preventive maintenance: a proactive, scheduled approach aimed at minimizing the risk of equipment failure.
This article explores how the integration of machine health monitoring with preventive maintenance empowers manufacturers to reduce maintenance costs, extend equipment life, and enhance overall plant performance.
This blog explores how modern machine health tracking solutions support intelligent preventive maintenance, helping manufacturers lower maintenance costs, extend asset life, and improve overall plant reliability.
What Is Machine Health Monitoring?
Machine health monitoring is the process of continuously tracking the performance and condition of industrial equipment using real-time data to detect anomalies, predict failures, and optimize maintenance activities. Its core objective is to ensure operational reliability, prevent unplanned downtime, and enhance asset longevity.
At its foundation, machine health tracking involves collecting machine health data from key components and analyzing it to identify signs of wear, inefficiencies, or potential faults. This supports proactive maintenance strategies and enables timely interventions before issues escalate into critical failures.
What Machine Condition Monitoring System Should Monitor ?
Effective machine health monitoring begins with knowing exactly what to monitor. The right set of parameters can provide deep insights into machinery performance, detect anomalies early, and enable smarter maintenance decisions.
Here are the key machine conditions you should monitor:
Temperature: Monitoring temperature is crucial, as abnormal heat levels often indicate friction, poor lubrication, or electrical issues. Components like motors, bearings, gearboxes, spindles, hydraulics, and refractories are sensitive to heat and should be monitored in real time to prevent overheating and failure. Machine monitoring software detects variations early, enabling proactive maintenance and reducing unexpected downtimes.
Vibration: Vibration monitoring helps detect early signs of mechanical issues like imbalance, looseness, or bearing wear. It’s especially vital in rotating parts such as motors, fans, pumps, and compressors. A machine downtime monitoring system provides early alerts to prevent major breakdowns.
Noise: Noise monitoring can reveal mechanical anomalies such as wear, misalignment, or cavitation. Systems like gearboxes, fans, compressors, and conveyors often exhibit audible signs before failing. Machinery performance monitoring tracks noise changes and provides instant alerts.
Lubrication & Oil Quality: Failures from poor lubrication are a leading cause of wear and breakdowns. Monitoring lubricant quality, contamination, viscosity, and flow ensures smoother operation and prevents friction damage in gearboxes, hydraulics, and rotating equipment.
Pressure: Incorrect pressure may signal leaks, blockages, or seal failures that compromise system efficiency. Consistent monitoring is essential for compressors and pneumatic tools. The machinery monitoring software detects deviations and prevents operational disruptions.
Current & Voltage (Electrical Load): Current and voltage levels reflect motor health and electrical efficiency. Deviations often indicate motor issues or mechanical overload. Real-time monitoring allows early intervention to avoid failures in motors and electrical systems.
Speed & RPM: Monitoring speed and RPM ensures machines run at peak performance. Deviations may indicate slippage, overload, or control issues, especially in motors and conveyor belts. The equipment monitoring software tracks these in real time to reduce downtime.
Alignment and Balance: Proper alignment and balance are key for efficient operation. Misalignment increases wear on shafts, rotors, and couplings. Monitoring helps detect and correct issues early to avoid costly damage and downtime.
Wear and Tear: Monitoring components that degrade with use—belts, chains, tools, gears—is vital. Regular checks catch early damage signs, enabling timely maintenance and preventing unexpected failures.
Environmental Conditions: External factors like dust, humidity, and extreme temperatures impact equipment longevity. Monitoring environmental conditions ensures reliable operation, especially in harsh industrial settings.
Key Technologies Used in Measuring Machine Health
Vision AI (Artificial Intelligence in Computer Vision)
Vision AI utilizes high-resolution cameras and computer vision algorithms to monitor the physical condition of machinery, identifying visual signs of damage, wear, or malfunction, such as cracks, corrosion, and misalignment. It offers real-time monitoring of machine health, providing instant alerts upon detecting any deviations or anomalies. This non-invasive technology allows for the inspection of hard-to-reach areas, automatically identifying visual defects and improving safety through real-time anomaly detection. By enabling timely interventions, Vision AI helps prevent costly failures and enhances overall operational safety.
Sensors Monitoring
Sensors are critical for machine health monitoring, offering precise, real-time data for detecting mechanical and thermal anomalies. Vibration sensors (e.g., accelerometers) analyze frequency and amplitude shifts to identify issues such as imbalance, misalignment, and bearing faults in rotating equipment. Thermal sensors, including RTDs, thermocouples, and IR cameras, detect abnormal heat signatures indicating lubrication failures, electrical overloads, or component wear. Acoustic sensors, particularly ultrasonic types, capture high-frequency signals caused by internal defects like cracks, leaks, or cavitation. These sensors, when integrated with diagnostic software, enable accurate condition monitoring and support predictive maintenance workflows.
Edge Computing and IoT
Edge Computing and IoT enable scalable, real-time machine health monitoring by combining local processing with system-wide connectivity. Edge devices—such as industrial gateways and embedded systems—process high-frequency data from sensors and cameras directly at the machine level, minimizing latency and reducing bandwidth requirements. This allows for rapid anomaly detection and immediate response. IoT integration connects these edge nodes to a centralized platform, facilitating continuous data collection, remote diagnostics, and asset tracking across the plant. Together, they support predictive maintenance, real-time alerts, and autonomous decision-making without relying solely on cloud infrastructure, making operations more resilient and efficient.
Understanding Preventive Maintenance
Preventive maintenance (PM) is a proactive approach designed to maintain the operational efficiency and longevity of equipment through regular, scheduled maintenance activities. The goal is to reduce the likelihood of equipment failures by addressing potential issues before they become significant problems. This strategy involves routine inspections, cleaning, lubricating, adjusting, and replacing components based on manufacturer recommendations or operational usage, rather than waiting for an equipment breakdown.
Comparison with Reactive and Predictive Maintenance
Reactive maintenance occurs when equipment is allowed to run until it fails, leading to unplanned downtime, higher repair costs, and potential damage to other components. This method is inefficient, often resulting in emergency repairs and operational disruptions. In contrast, preventive maintenance (PM) proactively addresses issues through scheduled inspections and servicing, preventing breakdowns and minimizing costly downtime.
Predictive maintenance (PdM) uses real-time data from sensors to monitor equipment health and forecast potential failures based on actual machine conditions. Unlike preventive maintenance, which follows a fixed schedule, PdM targets only those machines showing signs of wear, making maintenance more data-driven and efficient. This condition-based approach allows for optimized maintenance schedules, reducing unnecessary interventions and focusing resources where they are most needed.
Scheduled preventive maintenance minimizes wear and tear by addressing potential issues before they escalate, ensuring efficient machine operation and a longer lifespan. It reduces downtime and costly emergency repairs, lowering the total cost of ownership (TCO). Preventive maintenance also optimizes resource utilization, labor costs, and energy efficiency, while reducing operational expenses by keeping equipment at peak performance and preventing major breakdowns. This approach enhances equipment longevity and improves cost-effectiveness in the long term.
How Machine Health Monitoring Supports Preventive Maintenance
Machine health monitoring plays a crucial role in optimizing machine performance and ensuring the reliability of manufacturing operations. By leveraging real-time data and historical data, this approach empowers maintenance teams to transition from reactive maintenance to condition-based maintenance, thereby significantly improving asset performance and reducing maintenance costs. Here’s how machine health monitoring works to support a proactive approach to preventive maintenance
Real-Time and Historical Data Enable Proactive Maintenance
Modern machine monitoring software collects real-time production data and historical data from equipment across the shop floor. This continuous data collection helps predict wear and tear, allowing maintenance to be scheduled before failures occur. The ability to track machine conditions in real time gives teams the visibility they need to act proactively, reducing machine downtime and extending equipment life.
Early Detection of Performance Degradation
Machine health monitoring tools are designed to detect early signs of machine failure, such as bearing wear, overheating, or misalignment. Using sensors to monitor these critical components, manufacturers can spot issues before they escalate, thereby preventing costly breakdowns. This early detection helps extend the lifespan of equipment, reduces machine downtime, and minimizes the risk of critical failures that could disrupt operations.
Condition-Based Preventive Maintenance
Unlike traditional time-based maintenance, condition monitoring allows for maintenance to be performed when certain thresholds are met. By continuously measuring machine health, manufacturers can set up condition-based maintenance schedules that trigger only when a machine’s performance starts to degrade. This ensures that maintenance is precisely timed, which reduces maintenance costs and improves overall equipment effectiveness (OEE).
Data-Driven Decision-Making
With the wealth of machine data collected over time, manufacturers gain valuable insights into the performance and health monitoring of their assets. This enables maintenance teams to make informed decisions based on real-time visibility and historical trends. By applying predictive analysis and leveraging machine learning algorithms, manufacturers can optimize asset performance and reduce unexpected downtime.
Prevents Catastrophic Failures
Effective machine health monitoring not only ensures smooth operations but also plays a critical role in enhancing workplace safety. By identifying potential issues before they become catastrophic failures, manufacturers can prevent accidents and avoid costly repairs. This proactive approach improves safety on the factory floor and ensures that machinery operates within safe machine conditions, ultimately reducing the risk of major equipment failures that could harm workers or the production process.
Key Benefits of Integrating Machine Health Monitoring for Preventive Maintenance
Lower Maintenance Costs: Shifting from reactive to preventive maintenance reduces emergency repairs, part replacements, and labor expenses. Timely interventions minimize wear and tear, helping maintenance teams manage costs more effectively.
Improves Asset Health & Reliability: Continuous machine monitoring ensures timely interventions, enhancing machine reliability and extending equipment lifespan. Better asset health results in fewer breakdowns and more consistent performance over time.
Enhances Equipment Performance: Monitoring key metrics like temperature, vibration, and load enables fine-tuning to maximize machine performance and efficiency. This supports improved overall equipment effectiveness (OEE) and operational stability.
Supports Data-Driven Decisions: Access to historical data and real-time production data enables better planning, predictive analysis, and resource allocation. These insights help engineers and operators make informed, strategic decisions.
Increases Overall Equipment Effectiveness (OEE): Reducing machine downtime and improving maintenance timing directly improves productivity and OEE performance. Higher OEE leads to better utilization of machines, labor, and operational capacity.
Improves Safety: Identifying risks such as overheating or mechanical stress early reduces the likelihood of critical failures. This enhances workplace safety and minimizes emergency incidents.
Optimizes Asset Performance Across the Facility: Integrated insights from machine health monitoring and preventive maintenance programs help optimize asset performance plant-wide. This ensures all machines across the factory floor operate efficiently, reducing bottlenecks and improving output.
Real-World Use Cases of Machine Monitoring Software
Crusher Blockages Monitoring
Crusher blockages, often caused by inconsistent feed or oversized material, lead to unplanned downtime, reduced output, and increased maintenance costs. Machine monitoring software uses real-time data to track power usage, feed rate, and vibrations—key indicators of machine performance. Early alerts help maintenance teams respond proactively, improving asset health, reducing failures, and keeping processing lines efficient.
Conveyor Belt Monitoring
Conveyor belts are vital for continuous operations but face issues like slippage, misalignment, and wear, leading to disruptions and high maintenance costs. With machine monitoring, sensors monitor speed, alignment, and motor load, offering real-time visibility into Conveyor belt health. This enables condition-based maintenance, boosts machine reliability, and minimizes unexpected downtime on the factory floor.
Refractory Monitoring
Refractory linings in furnaces wear over time, risking critical failures and safety issues. Machine monitoring systems use thermal sensors and data analysis to detect hot spots and structural wear early. This supports predictive maintenance, improves machine reliability, and helps maintenance teams reduce energy loss and downtime.
Ladle Management
Poor ladle tracking leads to heat loss, steel quality issues, and inefficient casting. Machine monitoring software gathers real-time data on ladle movement, temperature, and lining condition. Ladle Management ensures optimal usage, supports preventive maintenance, and enhances equipment effectiveness, ultimately improving overall asset health and reducing machine downtime.
Conclusion
Integrating machine health monitoring with preventive maintenance empowers industrial operations to shift from reactive to proactive strategies by using real-time data, sensors, and predictive analysis to detect potential issues before they cause unplanned downtime. This approach enhances equipment reliability, improves machine performance, reduces maintenance costs, and extends asset lifespan—delivering long-term gains in efficiency and operational stability. As part of ongoing digital transformation, adopting modern machine monitoring systems is key to optimizing asset performance and ensuring sustainable, high-performing manufacturing operations. Now is the time to assess your plant’s readiness and take the first step toward smarter maintenance.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
Industrial and manufacturing ecosystems are becoming increasingly complex, with vast networks of machines, sensors, and data sources that are difficult to manage. As businesses scale and diversify, the demand for greater efficiency, minimal downtime, and enhanced safety has driven the need for advanced monitoring agents that surpass traditional, manual methods.
This article provides an agent overview, comparing traditional monitoring agents with modern autonomous solutions and highlighting their functionalities and benefits.
Traditionally, monitoring systems relied heavily on human intervention and manual analysis, often leading to slow response times and inefficiencies. Today, there’s a clear shift toward intelligent, self-sufficient Agent-Based Monitoring powered by artificial intelligence (AI) and machine learning. These Autonomous Monitoring systems offer real-time insights, predictive maintenance, and the ability to optimize operations proactively.
This article provides an agent overview, comparing traditional monitoring agents with modern autonomous solutions and highlighting their functionalities and benefits.
This transition from conventional monitoring approaches to autonomous monitoring agents it’s a strategic shift in how industries manage and maintain operations. Autonomous monitoring agents can independently analyze vast data streams, detect anomalies, and make informed decisions in real time, unlocking new levels of productivity, safety, and operational efficiency across sectors.
Understanding Monitoring Agents
What is Agent-Based Monitoring?
Agent-based monitoring is a process that uses lightweight software components called agents to monitor, analyze, and respond to collect data in real-time with minimal or no human involvement. These agents are installed directly on the target environments such as machines, systems, or even workforce-related applications.
Once deployed, the agents continuously collect data, track system performance, monitor resource usage, and detect anomalies or failures. By being embedded directly within the systems they monitor, agents can offer deep, granular insights that are often not accessible through external tools or manual methods. This approach is essential in complex industrial and manufacturing environments where continuous monitoring, real-time responsiveness, and autonomy are critical for maintaining efficiency, uptime, and safety. The agent’s source code and configuration files are often available in repositories, providing transparency and customization options for users.
Role of Vision AI in developing Monitoring Agents
As industries strive towards greater autonomy and intelligence in monitoring operations, Vision AI is playing a key role in advancing how operations are monitored. Using cameras equipped with advanced AI algorithms to process and understand visual data, Vision AI enables systems to act as an automated pair of eyes within industrial environments. This allows for continuous visual monitoring, real-time analysis, and decision-making, all with or without human intervention.
Computer vision with AI enable the development of computer vision agent-based monitoring systems that provide 24/7 surveillance, over 95% accuracy, and autonomous analysis. Vision AI-based systems can monitor production processes, detect anomalies, and enable real-time decision-making without the need for human intervention.
Vision AI leverages techniques like object detection, image classification, and scene understanding to build fully autonomous, human-less monitoring agents. These systems offer real-time anomaly detection, pattern recognition, and behavioral analysis—extending monitoring beyond traditional data points to a more context-aware, visual approach. When integrated with agent-based systems, Vision AI delivers 24/7 surveillance, faster decision-making, and improved safety and efficiency across industrial environments.
Key Features of Agent-Based Monitoring
24/7 Autonomous Surveillance
Vision AI-powered monitoring agents enable 24/7 autonomous surveillance by continuously analyzing live video feeds without human intervention. These agents provide constant visibility across industrial environments, including hazardous or restricted zones, ensuring that anomalies, safety violations, or equipment issues are detected in real time. Unlike manual monitoring, they operate tirelessly around the clock, enhancing safety, reducing downtime, and maintaining seamless oversight—even during off-hours or in high-risk areas.
Real-Time Visual Analysis
Monitoring agents enable real-time visual analysis by instantly processing video and image data using advanced AI algorithms. These agents continuously observe the environment, detect anomalies, spot inefficiencies, and trigger alerts the moment an issue is identified. This immediate insight accelerates response times, reduces risks, and ensures timely corrective actions, significantly enhancing safety, reliability, and operational agility across industrial settings.
High Accuracy (95%+)
Agent-based monitoring achieve over 95% detection accuracy across a wide range of use cases, such as object recognition, process compliance, and behavior monitoring. This exceptional accuracy helps minimize false positives and ensures that critical events or anomalies are detected with high reliability. By providing precise and consistent monitoring, these agents significantly enhance operational efficiency, safety, and decision-making in industrial environments.
Predictive Insights
Agent-Based Monitoring provide predictive insights by analyzing visual data in real-time and identifying emerging trends or potential issues before they occur. By leveraging historical data, machine learning models, and advanced algorithms, these agents can predict future anomalies, failures, or performance degradation. This foresight enables proactive maintenance, reducing downtime and preventing costly breakdowns. Predictive insights help optimize operations, improve resource allocation, and ensure smoother workflows, ultimately enhancing the overall efficiency and reliability of industrial systems.
Application of Agent-Based Monitoring
Agent-based monitoring systems, particularly those powered by Vision AI, have a wide range of applications across various industries. These intelligent systems are designed to provide continuous, real-time surveillance, enhance decision-making, and improve operational efficiency. Here are some key applications:
While agent-based monitoring provides deep insights, agentless monitoring offers simplicity and flexibility, making it suitable for certain use cases.
Manufacturing & Production Monitoring
In manufacturing environments, agent-based monitoring systems offer continuous oversight of production lines, assembly operations, and equipment health. These AI-powered agents help detect inefficiencies, monitor performance, and ensure compliance with safety protocols. By identifying potential equipment malfunctions early, the system facilitates timely maintenance interventions, preventing costly downtime. Additionally, real-time data analysis optimizes throughput, reduces waste, and maintains consistent production quality. Ultimately, agent-based monitoring enhances operational efficiency, cuts costs, and ensures seamless, uninterrupted manufacturing processes.
Equipment Wear & Tear Detection
Agent-based monitoring systems detect early signs of wear and tear by analyzing visual data from cameras installed on machinery and equipment. These AI agents can identify issues such as cracks, leaks, and abnormal vibrations, allowing for timely preventive maintenance. By addressing potential problems before they escalate, the system helps avoid costly repairs and unplanned downtime. This proactive approach ensures the longevity of equipment, enhances operational reliability, and significantly contributes to overall cost savings.
PPE Compliance & Safety Monitoring
In hazardous environments, Vision AI monitoring agent play a crucial role in ensuring compliance with personal protective equipment (PPE) protocols. These agents can verify in real-time whether workers are wearing the required safety gear, such as helmets, gloves, and safety vests. By detecting non-compliance immediately, businesses can take prompt corrective actions to ensure worker safety and reduce the risk of accidents. This real-time monitoring solution not only enhances safety but also supports compliance with regulations, protecting both employees and the organization.
Process & Quality Control
Agent-based monitoring plays a vital role in upholding high-quality standards within manufacturing and production. By continuously analyzing each stage of the process, Vision AI agents can identify deviations, defects, or inconsistencies in real time. This early detection allows for immediate corrective actions, significantly reducing scrap rates and rework. As a result, businesses can ensure consistent product quality, enhance customer satisfaction, and streamline operations for greater efficiency and cost-effectiveness.
Supply Chain & Inventory Management
In warehouses and distribution centers, agent-based monitoring systems enable seamless inventory tracking and logistics management. These autonomous agents monitor stock levels, track goods movement, and detect anomalies such as theft or stock handling errors. By maintaining real-time visibility, businesses can optimize inventory levels, reduce shrinkage, and streamline their entire supply chain in warehouses and distribution centers with vision AI-powered agent monitoring.
Environmental Monitoring
Vision AI agents play a critical role in monitoring environmental safety, particularly in industries handling hazardous materials or operating under strict environmental regulations. These systems detect gas leaks, chemical spills, or temperature anomalies, ensuring rapid response to environmental hazards and supporting compliance with safety standards.
Energy Management
In industrial operations, energy consumption can account for a significant portion of operational costs. Vision AI monitoring agents are deployed to track and analyze energy consumption across industrial systems and machinery. They can identify inefficiencies in energy consumption, suggest areas for improvement, and help optimize energy use, leading to cost savings and a reduction in the carbon footprint.
Automated Security & Surveillance
Agent-based monitoring enhances facility security through real-time surveillance. These systems detect unauthorized access, suspicious behavior, and physical intrusions providing uninterrupted monitoring without human intervention. Integrated with facial recognition and anomaly detection, they ensure higher levels of safety and security across commercial and industrial spaces.
Predictive Maintenance
Leveraging real-time and historical data, Vision AI agents predict equipment failures before they occur. By identifying early warning signs such as wear, misalignment, or performance deviation, these systems trigger proactive maintenance, reducing unplanned downtime, cutting repair costs, and extending machinery lifespan.
Human Behavior Analysis
Vision AI agents monitoring human behavior in workspaces, helping ensure that workers follow safety protocols and work in accordance with established procedures. They can detect instances of fatigue, unsafe actions, or improper equipment handling, alerting managers to take appropriate action to prevent accidents.
Benefits of Advanced Monitoring Agent
Advanced monitoring agents, powered by Vision AI, provide a comprehensive solution to enhance industrial operations. These intelligent systems automate surveillance, data analysis, and decision-making, ensuring businesses achieve optimal efficiency, safety, and productivity.
Monitoring the availability of systems ensures that critical operations run smoothly and without interruption.
Advanced monitoring agents, powered by Vision AI, provide a comprehensive solution to enhance industrial operations. These intelligent systems automate surveillance, data analysis, and decision-making, ensuring businesses achieve optimal efficiency, safety, and productivity.
Increased Efficiency
Vision AI-powered monitoring agents transform traditional industrial monitoring by automating continuous observation and analysis. This eliminates the need for constant manual oversight, significantly reduces human error, and ensures optimal use of resources. The result is smoother workflows, faster issue resolution, and higher overall operational efficiency.
Ladle Monitoring
IR cameras monitor ladles in real time during molten metal handling. They help detect cracks, overheating, or wear in the refractory lining that could lead to hazardous failures. Timely detection improves condition monitoring, reduces the risk of unplanned outages, and extends the service life of these critical components.
Reduced Downtime
Agent-based monitoring systems powered by Vision AI enable real-time detection of abnormal patterns such as leaks, vibrations, overheating, or misalignments visual indicators often missed by traditional sensors. By identifying these issues early, the system allows for timely intervention before they escalate into serious failures. This proactive approach helps prevent unexpected breakdowns, reduces unplanned downtime, and ensures smoother, uninterrupted operations.
Cost Savings
Automation of monitoring processes leads to substantial cost reductions. By detecting anomalies early and reducing inefficiencies, Vision AI agents help avoid expensive repairs, limit production losses, and ensure better resource utilization. These benefits translate into measurable cost savings across operations.
Scalability
Vision AI agent-based monitoring systems are inherently scalable, allowing organizations to expand their oversight capabilities across multiple facilities, production lines, or geographies with minimal infrastructure changes. Since these agents operate autonomously and can be deployed through edge or cloud-based architectures, businesses can increase coverage without proportionally increasing manpower or operational complexity. This makes it easier to support growth while ensuring consistent monitoring standards and performance across all operations.
Data-Driven Insights
By processing large volumes of visual and contextual data, these agents uncover trends, detect inefficiencies, and offer deep insights into operational health. This intelligence allows businesses to continuously refine their processes, improve product quality, and drive long-term strategic improvements.
Conclusion
Building autonomous monitoring agents for industries represents a significant leap toward more intelligent, efficient, and cost-effective operations. By harnessing AI, machine learning, and IoT technologies, these agents provide real-time insights into machine health, prevent failures, optimize performance, and contribute to safer working environments. As industries continue to adopt these technologies, the future of autonomous monitoring agents looks promising, with ongoing advancements in AI and sensor technologies paving the way for even smarter systems.
The journey towards full autonomy in industrial monitoring is a long-term process, but with the right combination of data, AI, and domain expertise, companies can realize substantial gains in productivity, cost reduction, and operational efficiency.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Unlocking the Role of Vision AI in Mining Industry
Introduction
The mining industry, traditionally reliant on manual processes and heavy machinery, is now at the forefront of a digital revolution. Faced with increasing pressure to improve efficiency, ensure worker safety, and reduce environmental impact, mining companies are actively turning to artificial intelligence to transform their operations. One of the most transformative innovations in this domain is Vision AI—a convergence of computer vision, machine learning, and real-time data processing.
AI in the mining industry is not merely a trend; it’s a necessity. With vast operations often spread across remote and hazardous environments, real-time insights and automation are key to minimizing human error, optimizing production, and maintaining sustainability. AI technologies enhance safety, efficiency, and sustainability through applications like predictive maintenance of mining equipment, real-time PPE monitoring, and fire detection. AI’s ability to revolutionize the mining sector by enhancing safety, operational efficiency, and productivity is evident as Vision AI continues to transform every layer of modern mining operations.
Challenges Faced by the Mining Industry
The mining industry is capital-intensive, geographically dispersed, and operationally complex, making it particularly susceptible to risks that impact productivity, safety, and profitability. Below are the key technical challenges:
Inconsistent Raw Material Quality and Undetected Moisture
Variations in raw material quality, such as inconsistent particle size and moisture content, pose significant challenges in mining operations, particularly in mineral extraction and processing. Inconsistent raw material quality can disrupt downstream processes like smelting and refining, while undetected moisture in materials such as coal and iron ore can severely impact combustion efficiency. AI technology, including real-time monitoring and machine learning algorithms, analyzes raw material quality and moisture content, identifying patterns and providing actionable insights. This optimization improves fuel utilization, enhances productivity, and stabilizes operations by reducing variability and inefficiencies.
Foreign Particles and Sharp Objects
The presence of foreign materials like metal shards or oversized rocks in the feedstock can lead to equipment damage and operational delays. Real-time monitoring systems powered by AI can detect and eliminate such foreign particles, preventing costly damage to mining equipment.
Lack of Real-Time Monitoring Systems
Traditional mining operations rely on manual inspections, which often result in delayed identification of issues. AI-powered real-time monitoring systems provide continuous, automated detection and analysis of operational data. By identifying potential equipment failures, safety hazards, and inefficiencies early, AI enables faster responses and enhances operational efficiency, reducing downtime and risks across mining operations.
Inaccurate Stockpile Volume Estimation
Traditional methods of stockpile management often rely on manual measurements, leading to inaccurate estimations that disrupt mining inventory management and the supply chain. AI-powered systems and automation solutions offer real-time stockpile monitoring, utilizing advanced algorithms to provide precise volume estimates. By integrating AI into inventory management, mining companies can ensure accurate tracking of raw materials, improve material flow, and optimize inventory levels. This enhances supply chain efficiency, minimizes disruptions, and enables better decision-making in production planning, ultimately reducing costs and increasing operational productivity.
Delayed Fire Hazard Detection
Mining operations, especially those dealing with flammable materials, are susceptible to fire hazards. AI algorithms integrated with thermal cameras and sensors can detect fire risks early, improving safety by offering real-time alerts to prevent potential disasters.
Manual Safety Monitoring and SOP Compliance
Manual safety checks often result in human error and overlooked violations. AI technology in the mining industry can enhance SOP compliance by automating safety checks, ensuring that all operations meet safety protocols in real time and contributing to a safer working environment. Additionally, predictive maintenance systems using AI can anticipate equipment failures, allowing for timely repairs and reducing unexpected downtime.
Ineffective Access Control in Hazardous Zones
In mining operations, ineffective access control to hazardous zones often results in unauthorized entry, exposing workers to life-threatening risks. Manual monitoring is prone to human error, making it difficult to ensure consistent enforcement of safety protocols. In high-risk areas like blasting sites or heavy equipment zones, even a momentary lapse in oversight can lead to serious injuries or fatalities. The lack of real-time visibility and automated intervention leaves mining companies vulnerable to accidents, compliance violations, and operational disruptions.
Equipment Failures and Downtime
Mining equipment such as haul trucks, crushers, conveyors, and drilling rigs are prone to wear and tear in harsh conditions, often leading to unexpected failures and costly downtime. Predictive maintenance powered by machine learning enables real-time monitoring and early detection of potential issues. By analyzing equipment data, AI can predict failures before they occur, allowing for timely repairs. This approach minimizes unplanned downtime, reduces operating costs, and improves overall equipment efficiency.
Worker Safety
Ensuring worker safety is critical in mining due to the hazardous environment. AI-driven safety monitoring systems track compliance with safety protocols, such as the use of personal protective equipment (PPE) and access to restricted areas. These systems continuously monitor workers in real-time, issuing immediate alerts for non-compliance or unsafe conditions, thereby reducing accidents and ensuring a safer work environment.
Fragmented Data Infrastructure
Many mining companies still operate with outdated, siloed systems that hinder effective data analysis and decision-making. AI technology can help integrate these fragmented data sources into a unified platform, enabling real-time access to operational data. By leveraging AI for predictive analytics, mining companies can enhance operational efficiency, optimize resource use, and reduce costs, all while improving decision-making and responsiveness.
Environmental Compliance and Monitoring
Environmental regulations in the mining industry are strict, and non-compliance can result in significant penalties. AI systems continuously monitor environmental factors like air quality, water usage, and waste management, using predictive analytics to detect potential violations. This proactive approach helps mining companies ensure compliance with regulations while minimizing their environmental footprint and avoiding costly penalties.
What is Vision AI and How It Works in Mining Sectors
Vision AI integrates computer vision, AI algorithms, and machine learning models to interpret visual data and automate decisions in real-time. In the mining industry, Vision AI solutions are typically deployed in high-risk zones to enhance monitoring systems and ensure efficient operations.
Environmental Compliance and Monitoring
Cameras: High-resolution RGB-D, infrared, and LIDAR cameras capture detailed visual data, including depth, heat, and surface structure.
AI/ML Models: Advanced machine learning algorithms process visual data to detect anomalies, identify objects, and generate alerts.
Edge Computing: Enables real-time data inferencing directly at the source to reduce latency.
Dashboards & Analytics: Centralized control rooms access actionable insights through custom dashboards for data analysis and reporting.
Integration with Plant Systems
Vision AI systems seamlessly integrate with SCADA, PLCs, and MES platforms, ensuring a bi-directional flow of data between AI tools and existing control infrastructure.
Vision AI-driven Mining Automation
Vision AI-driven mining automation leverages advanced computer vision and machine learning algorithms to process high-resolution video feeds from strategically placed industrial cameras across the mine site. These AI systems are designed to detect and classify a wide range of operational elements — including vehicle movement patterns, raw materials flow, mining equipment conditions, and human activity. By integrating with data infrastructure and other monitoring systems, Vision AI enables real-time monitoring and predictive analytics, identifying anomalies such as conveyor belt misalignment, material spillage, and mechanical wear and tear on crushers or haul trucks. These AI algorithms analyze vast amounts of operational data to optimize dispatch planning, reduce idle time, and improve overall equipment effectiveness (OEE), leading to significant cost savings and reduced operating costs across mining operations.
On the safety and maintenance front, Vision AI enhances worker safety by digitally geofencing hazardous environments and issuing real-time alerts in case of PPE non-compliance or unauthorized access. The technology ensures a safer working environment by minimizing human error through continuous real-time data analysis. In underground or remote mining activities thermal and infrared cameras paired with artificial intelligence detect early signs of fire, gas leaks, or smoke, which are difficult to identify through traditional systems. These AI monitoring platforms also support proactive maintenance by identifying potential equipment failures before they occur, reducing maintenance costs and unplanned downtime. Additionally, continuous monitoring of slopes helps in predicting potential hazards like rockfalls, contributing to improved safety, more efficient operations, and enhanced operational efficiency across the mining sector. As mining companies embrace AI technology, Vision AI plays a crucial role in modernizing the mining industry for a smarter, safer, and more sustainable future.
Applications of Vision AI in Mining Operations
Vision AI integrates computer vision, AI algorithms, and machine learning models to provide intelligent, automated, and real-time monitoring of complex mining environments. By leveraging advanced sensors, cameras, and AI models, Vision AI enhances operational efficiency, safety, and decision-making across various mining processes. AI technologies play a transformative role in the mining industry by using data to predict outcomes, such as equipment failures and safety hazards, thereby improving operations. AI’s ability to revolutionize mining processes through predictive maintenance and autonomous machinery significantly enhances productivity and reduces downtime. Below are the key applications of Vision AI in the mining industry:
Raw Material Monitoring
Vision AI plays a pivotal role in monitoring the quality of raw materials such as ores and Direct Reduced Iron (DRI) pellets. Using RGB-D cameras and sophisticated AI models, Vision AI continuously detects and analyzes the particle size distribution. This ensures that materials fed into the processing units are of optimal size, which directly impacts the efficiency of downstream processes like smelting or refining. Moreover, it helps in detecting oversized particles and fines, preventing issues like clogging, inefficient processing, or equipment wear.
Moisture Detection
Moisture content is a critical factor in mining operations, particularly in coal and iron ore processing, where it significantly affects combustion efficiency. Infrared thermal imaging combined with AI models allows Vision AI to detect moisture levels in raw materials by classifying them into categories like High, Medium, and Low. By providing real-time data, Vision AI helps maintain consistent combustion conditions, which optimizes energy use and minimizes inefficiencies.
Foreign Particle & Sharp Object Detection
The presence of foreign particles—such as metal fragments, large rocks, or sharp-edged debris—in mining operations is a serious concern, as it can cause significant damage to equipment, including conveyor belts and crushers. Vision AI enables real-time scanning of conveyor belts using cameras equipped with machine learning algorithms to automatically detect and identify these foreign materials. Upon detection, the system can automatically stop the conveyor via digital outputs, preventing potential damage to expensive mining equipment and ensuring continuous operations.
Conveyor Belt Condition Monitoring
Conveyor belts are integral to the material handling process in mining. However, wear and tear due to continuous operations can lead to costly downtime. Vision AI uses multi-camera systems to continuously monitor the condition of conveyor belts. The belt monitoring system is capable of detecting early signs of damage, such as cracks, misalignments, tears, or edge damage, and provides alerts for immediate intervention. By proactively addressing belt issues, mining companies can reduce maintenance costs and prevent unexpected downtimes, ensuring smooth and efficient material transport.
Stockpile Volumetric Analysis
LIDAR (Light Detection and Ranging) systems paired with Vision AI can generate highly accurate 3D maps of raw material stockpiles. These maps enable precise measurements of mass and volume of stockpiled materials, which is crucial for mining inventory management and planning. With Vision AI’s ability to monitor stockpile changes over time, mining companies can optimize their supply chain by ensuring that stockpile levels are adequate and material handling operations are aligned with production needs.
Pre-Emptive Fire Detection
Fires in mining operations can be catastrophic, particularly in areas near boilers, fuel storage, and material loading zones, where high-temperature risks are prevalent. Vision AI uses a combination of infrared and optical video feeds to identify thermal hotspots and smoke early on. By detecting potential fire hazards in real-time, Vision AI allows operators to take immediate action, minimizing the risk of damage, downtime, and even fatalities. This proactive approach to fire safety enhances the resilience of mining operations in high-risk areas.
SOP Monitoring
Standard Operating Procedures (SOPs) are essential for ensuring that mining operations are conducted safely and efficiently. Vision AI can be used to monitor worker behavior in operational zones to ensure compliance with these procedures. For example, if a worker initiates a machine start-up without following the proper safety checks, Vision AI triggers an alert for immediate intervention. This automation helps reduce human error, enhances operational efficiency, and ensures that safety protocols are strictly adhered to in real time.
PPE Compliance Monitoring
Ensuring worker safety is paramount in mining, where hazardous conditions prevail. PPE detection system with vision AI are equipped to detect and track the presence of Personal Protective Equipment (PPE) such as helmets, harnesses, gloves, and reflective vests on workers in real time. The AI system can also verify the identity of workers and automatically log PPE violations, sending real-time alerts to supervisors for prompt corrective actions. By enforcing PPE compliance, Vision AI contributes to maintaining a safer working environment.
Digital Geo-Fencing
In high-risk areas, such as around machinery or hazardous zones, it is essential to ensure that only authorized personnel access the space. Vision AI enables virtual geo-fencing, creating digital boundaries around such areas. The system uses video and coordinate mapping to continuously monitor the boundaries. If any unauthorized personnel or vehicles attempt to enter these high-risk zones, the system triggers real-time alerts, ensuring that access is strictly controlled and that safety protocols are upheld.
Benefits of Vision AI in Mining Operations
The integration of Vision AI into mining operations has become a game-changer, driving significant improvements in efficiency, safety, compliance, and cost reduction. By leveraging the power of AI, computer vision, and machine learning, mining companies can enhance their operational capabilities, optimize resource usage, and boost productivity. Here’s an in-depth look at the transformative benefits Vision AI brings to the mining industry:
Proactive Operations and Predictive Maintenance
One of the most impactful benefits of Vision AI is its ability to shift mining operations from reactive maintenance to predictive maintenance. Traditional approaches often involve waiting for equipment to fail before performing repairs, leading to unplanned downtime and costly repairs. With Vision AI, early signs of anomalies such as wear and tear, overheating, or misalignment are detected in real-time using advanced machine learning models and computer vision.
Predictive maintenance enables operators to take proactive measures, addressing potential issues before they lead to failures.
This shift significantly reduces maintenance costs, minimizes downtime, and increases uptime, ultimately enhancing the operational efficiency of mining equipment and processes.
Enhanced Safety and Compliance
Ensuring worker safety is a top priority in the mining industry, given the high-risk environments miners operate in. Vision AI plays a critical role in continuously monitoring and enforcing safety protocols, such as PPE compliance and Standard Operating Procedures (SOPs).
Vision AI tracks workers’ PPE (Personal Protective Equipment) in real-time, ensuring that helmets, gloves, harnesses, and reflective vests are always worn.
By automating SOP enforcement, Vision AI helps to ensure that safety guidelines are strictly followed, minimizing the risk of accidents caused by human error.
Moreover, it continuously monitors for potential hazards such as equipment malfunctions, hazardous material exposure, or unsafe worker behavior.
By reducing Vision AI and minimizing human error, Vision AI ensures safer working environments, protecting both personnel and equipment.
Data-Driven Insights for Process Optimization
Vision AI continuously captures real-time data from various sensors, cameras, and monitoring systems deployed across the mining site. This data is then analyzed using AI algorithms to generate valuable insights that can be used to optimize mining operations.
The real-time data allows for better-informed decision-making regarding resource allocation, production scheduling, and maintenance planning.
Integration with existing systems like SCADA and control systems further enhances automation across the mining site, enabling optimized process management and resource utilization.
These data-driven insights also support operational transparency, allowing mining companies to identify inefficiencies, streamline workflows, and improve process efficiency.
End-to-End Visibility Across the Supply Chain
Vision AI offers end-to-end visibility across the entire mining supply chain, from the moment raw materials are mined to their final stockpiling and processing.
Raw material monitoring ensures consistent quality and size distribution from ore extraction to delivery.
Stockpile volumetric analysis helps accurately measure mass and volume, ensuring proper inventory management and effective resource allocation.
Vision AI also provides real-time insights into the mining environment, monitoring environmental factors such as dust levels, moisture content, and temperature.
This comprehensive supply chain visibility enables mining companies to improve logistics, optimize resource allocation, and streamline operations across multiple mining sites.
Significant Cost Savings
Cost optimization is a key consideration for mining companies operating in competitive markets. Vision AI provides substantial cost savings by reducing labor requirements, minimizing equipment breakdowns, and lowering repair costs.
Automated monitoring systems reduce the need for manual inspections, allowing workers to focus on higher-value tasks.
Anomaly detection helps identify and address potential issues with equipment, reducing unplanned maintenance and avoiding costly repairs.
Furthermore, optimized material usage and minimized waste lead to more efficient use of resources, improving the bottom line and boosting profitability.
Conclusion
The mining industry stands at the threshold of digital transformation. While traditional methods still dominate, their limitations are increasingly evident in a world that demands speed, precision, and safety. Vision AI offers a compelling alternative—turning passive visuals into actionable intelligence, reducing risks, and driving efficiency.
From real-time particle sizing and conveyor belt monitoring to fire detection and PPE compliance, the applications are vast and impactful. Mining companies that adopt Vision AI today will not only solve current challenges but also future-proof their operations.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
In the manufacturing world, every minute of inactivity translates into lost production, increased costs, and delayed deliveries. That’s why uptime in manufacturing, the time during which machines, lines, and systems are fully operational is a critical performance metric. It directly influences Overall Equipment Effectiveness (OEE), plant profitability, and customer satisfaction.
Whether you’re running an automotive assembly line, a cement kiln, or a chemical reactor, plant uptime directly affects your bottom line. When critical assets fail unexpectedly, not only does production halt, but safety and quality may also be compromised. However, maintaining high uptime is not easy. From unplanned machine breakdowns to delayed maintenance and human error, downtime can strike in various forms.Despite its importance, many manufacturers still rely on outdated, reactive strategies to maintain equipment uptime. Traditional maintenance techniques are often inefficient, leaving room for improvement.
Fortunately, Artificial Intelligence (AI) is emerging as a transformative force, empowering manufacturers to predict failures, detect anomalies, and drive near-zero unplanned downtime.
Root Causes of Downtime in Manufacturing
One of the most pressing challenges in modern manufacturing is minimizing unplanned downtime, which directly impacts production output, operational costs, and customer satisfaction. A single hour of unscheduled downtime can result in thousands of dollars in lost revenue, not to mention long-term damage to equipment life, product quality, and overall equipment effectiveness (OEE). Improving uptime in manufacturing requires a detailed understanding of what causes systems to fail in the first place.
Below, we explore the key root causes of downtime and the limitations of traditional maintenance strategies that affect machine uptime and plant availability.
Mechanical and Electrical Equipment Failures
Machine breakdowns due to mechanical wear, electrical faults, or component fatigue are among the leading causes of downtime. These failures often occur without warning and disrupt the entire production process, leading to bottlenecks across the production line. The lack of real-time insights into equipment performance makes it difficult to proactively plan interventions.
While preventive maintenance helps mitigate some risks through periodic maintenance, it often results in unnecessary service of high quality machines that are still functioning optimally—or worse, it fails to catch imminent failures between intervals.
Reactive or Ineffective Maintenance Strategies
Many facilities still rely heavily on time-based maintenance or manual inspections, leading to delayed interventions and missed failure warnings. This reactive model is not only inefficient but also increases maintenance costs, labor efforts, and risk of unexpected machine breakdowns. Additionally, fragmented maintenance processes can hinder coordination among the maintenance team, resulting in prolonged recovery times.
Without the support of a computerized maintenance management system (CMMS), it becomes nearly impossible to centralize data, standardize maintenance activities, or track failure codes across assets—thus compromising machine availability and equipment effectiveness.
Lack of Real-Time Visibility and Condition Monitoring
Subtle deviations—like abnormal vibrations, slow temperature drifts, or slight fluid leaks—often precede major failures. However, legacy systems lack the ability to perform real-time condition monitoring or contextualize equipment data across machines and sensors. As a result, early warnings are either missed or misdiagnosed, leading to full-scale equipment downtime.
Moreover, without AI-driven insights, traditional systems are unable to correlate multiple variables, making it difficult to uncover the root causes behind recurring breakdowns and reducing the ability to increase uptime effectively.
Human Error and SOP Non-Compliance
Operators and maintenance technicians are integral to maintaining equipment uptime, but human error remains a consistent challenge. Errors include:
Skipping daily inspection routines
Misinterpreting sensor readings
Failing to follow standard operating procedures
Not logging anomalies or minor faults
These oversights may seem trivial, but they often snowball into larger failures. Emphasizing operator ownership, automating SOP compliance checks, and reinforcing safety protocols are essential for reducing machine downtime.
Lack of Equipment Redundancy and Failover Mechanisms
Many manufacturing plants operate on lean inventories and just-in-time production models. While efficient, this leaves little room for equipment redundancy. A single point of failure—such as a cooling fan or power supply—can bring an entire production facility to a halt. Without backup systems, even minor failures result in substantial losses in production time and efficiency.
Ineffective Maintenance Planning and Communication
Downtime is also exacerbated by poor planning and communication. If the maintenance program lacks structured workflows, clear roles, or prioritization rules, then critical tasks may be delayed, misassigned, or repeated unnecessarily. This also leads to confusion around parts availability, replacement parts, and workload distribution across the maintenance staff.
Implementing an integrated computerized maintenance management system not only streamlines maintenance work, but also enables centralized task tracking, automated scheduling, and efficient resource allocation.
How AI Addresses Uptime Challenges
Predictive maintenance strategies
Predictive maintenance strategies powered by AI analyze equipment data to forecast failures before they cause disruptions. Machine learning models use real-time sensor/visual inputs—such as vibration, pressure,video feeds and temperature—to estimate the Remaining Useful Life (RUL) of machines. These insights enable proactive scheduling of maintenance activities, reducing unplanned downtime and improving equipment uptime. By shifting from preventive maintenance to predictive models, manufacturers can enhance equipment performance, extend equipment life, and support a more efficient maintenance program.
Real-Time Anomaly Detection
AI-based real-time anomaly detection monitors continuous data streams for deviations from normal operating conditions. These systems use time-series and visual data to identify subtle shifts—like a spike in motor temperature or pressure variance—well before a fault occurs. Integrating Vision AI with sensor-based analytics enables anomaly detection across machines, materials, and operator behavior. This reduces unscheduled downtime, strengthens machine uptime, and gives maintenance teams early warnings for machine breakdowns across the production process.
SOP Compliance
Non-compliance with standard operating procedures (SOPs) is a common cause of machine downtime and safety incidents. Vision AI uses industrial cameras and deep learning to monitor operator behavior in real time, ensuring PPE usage, proper tool handling, and correct execution of procedures. Any deviation triggers automated alerts to supervisors, reducing accidents, improving operator ownership, and supporting early equipment management. This visual oversight ensures adherence to SOPs and contributes to high equipment uptime and consistent production line efficiency.
Real-Time Quality Monitoring
Poor product quality often forces line stoppages, leading to increased downtime and waste. Vision AI systems enable real-time inspection of products for defects such as surface cracks, dimensional errors, or misalignments. Unlike traditional spot checks, these AI models analyze visual data frame-by-frame across the entire batch, ensuring consistency and catching issues early. This reduces changeover time, minimizes rework, and enhances overall equipment effectiveness, keeping the production facility running at optimal speed.
Optimizing Energy and Sustainability
Energy-related failures, such as overheating or unstable fuel supply, are major contributors to unexpected machine breakdowns and environmental non-compliance. AI algorithms combined with Vision AI can analyze both sensor and visual data to monitor combustion patterns, emission levels, and cooling systems in real time. These systems adjust fuel-air ratios, detect flare anomalies, and prevent shutdowns related to overheating or regulation breaches. As a result, plants achieve both high productivity and sustainability targets—improving uptime in manufacturing while reducing carbon and energy costs.
AI Architecture for Uptime Optimization
Maximizing manufacturing uptime requires an integrated AI architecture that spans data capture, intelligent processing, and seamless execution across the entire production process. This holistic system enhances equipment uptime, streamlines maintenance activities, and minimizes disruptions across the plant.
Data Collection Layer
AI solutions start by aggregating high-resolution data from across the production line—including IoT sensors, PLC/SCADA systems, and industrial cameras. These inputs capture operational variables like temperature, vibration, throughput, and visual data on material flow or quality. This foundation supports comprehensive condition monitoring and failure prediction.
Edge + Cloud Hybrid Infrastructure
In a typical manufacturing environment, time-sensitive tasks—such as identifying a critical deviation in furnace temperature—are handled at the edge for low-latency response. Meanwhile, cloud systems process historical data for large-scale predictive maintenance analytics, pattern recognition, and trend forecasting. This hybrid approach ensures both real-time action and long-term optimization.
AI Model Training and Deployment
AI models are continuously trained and refined using historical production data. Techniques like LSTM for time-series forecasting and autoencoders for anomaly detection allow manufacturers to anticipate bottlenecks, inefficiencies, and early signs of failure. With MLOps pipelines, models are retrained regularly to adapt to changes in the production environment.
MES and Maintenance System Integration
AI integrates with Manufacturing Execution Systems (MES) and Computerized Maintenance Management Systems (CMMS) to create a closed-loop workflow. This enables automated scheduling of maintenance tasks, alert generation, and operator guidance—ensuring timely interventions and fewer instances of unplanned downtime across the plant.
Applications of AI to Improve Manufacturing Uptime
AI is reshaping the way manufacturers manage operations, with direct impact on improving uptime in manufacturing, reducing unplanned downtime, and enhancing overall equipment effectiveness (OEE). By embedding intelligence across systems, manufacturers can shift from reactive to proactive operations. Below are key real-world applications:
Refractory Monitoring
Refractory failures are a common cause of unscheduled downtime in high-temperature operations such as kilns, furnaces, and reactors. AI-powered computer vision systems, integrated with IR cameras and thermal sensors, enable real-time monitoring of refractory linings. These systems analyze thermal and visual data to detect cracks, spalling, and hotspot patterns early, long before failure occurs. By predicting wear and optimizing maintenance schedules, they help maximize equipment uptime, extend refractory life, and minimize unplanned downtime.
Kiln optimization
In cement manufacturing, stable kiln operation is critical for energy efficiency and increase uptime in manufacturing. AI-powered kiln optimization ensures maximum uptime in cement manufacturing by continuously monitoring kiln conditions, predicting operational states, and automating corrective actions. Using real-time data from vision systems and combustion analytics, AI identifies issues like overheating, poor combustion, material inconsistency, and refractory stress before they escalate. Automated adjustments to coal feed, burner settings, and material input maintain thermal balance, reduce fuel consumption, and enhance combustion stability. This intelligent, integrated approach boosts kiln efficiency, reduces energy costs, and ensures stable, uninterrupted operations.
Finished good inspection
Inline quality inspection has advanced beyond periodic sampling with the integration of AI systems. These AI platforms enable fully automated counting and tracking of finished goods with minimal error, providing real-time visibility into production output. Operations teams make informed decisions based on live tracking data, while quality checkers focus on inspections using advanced image analytics. This approach reduces production time lost to rework, maintains high product quality, and ensures customer satisfaction by allowing only compliant goods to reach the end of the line without slowing down the production process.
Workforce Handling and Safety
AI-powered applications provide real-time workforce tracking through geotagging, offering accurate visibility into personnel movement, task assignments, and presence in restricted or hazardous zones. Equipment-wise digital checklists guide operators on inspection and monitoring tasks, promoting process compliance. Real-time visibility into manpower and operational data improves both safety and efficiency. Integrated safety analytics using computer vision and Natural Language Processing enhance detection of PPE non-compliance, unsafe behavior, and support root cause analysis by interpreting logs and incident reports, ensuring a safer and more compliant manufacturing environment.
Particle Size analysis
Fluctuations in input material size can disrupt feed uniformity or combustion stability in cement, steel, and chemical industries. Vision AI, using industrial cameras and machine learning, enables real-time particle size analysis on conveyor belts. It classifies fines, oversized particles, and detects foreign objects, ensuring quality compliance. With built-in anomaly detection, the system flags irregular distributions, triggering instant alerts and automated PLC responses. This reduces unexpected machine breakdowns, enhances equipment uptime, and ensures smoother, more efficient production processes.
Conveyor Anomaly Detection
Conveyors are critical to continuous material flow but are vulnerable to wear, misalignment, and spillage, which can lead to unexpected machine breakdowns. Vision AI systems, equipped with multi-camera setups, enable real-time anomaly detection by continuously monitoring the conveyor belt surface. These AI models identify anomalies such as belt wear, misalignment, and foreign material presence with high precision. Upon detection, instant alerts are triggered, and PLC-based control actions are initiated to prevent equipment damage, reduce unscheduled downtime, and ensure high machine uptime and operational continuity.
Quality Inspection
Pharmaceutical manufacturers inspect capsule fill levels and labeling with greater precision using Vision AI. Traditional manual inspections often miss micro-defects, causing rework and production delays. With high-speed vision cameras and AI-based defect classification models, defects are identified mid-line in real time. This approach reduces rework, minimizes manual intervention, and ensures continuous production without compromising quality.
Real-World Use Cases and Results
Problem
Oversized rocks disrupt crushers, leading to blockages in crushers, increased downtime and reduced operational efficiency.
The client faced significant challenges due to inadequate material monitoring systems, leading to equipment damage, blockages, and efficiency losses from oversized rocks. Frequent downtime, higher maintenance costs, and increased fuel consumption further impacted operations. Reliance on human supervision introduced bias, while manual sieve sampling provided low accuracy and infrequent measurements, making real-time monitoring unreliable.
Solutions
Big Rock Detection for Grinding Unit for Minimizing Downtime
An advanced Vision AI-based Big Rock Detection system has been deployed in grinding units to minimize downtime and improve operational efficiency. The system continuously monitors conveyor belts in real time, enabling automated detection and instant alerts for oversized rocks. Upon detection, it triggers alerts through dashboards or sirens and can integrate with control systems (DCS/SCADA) to automatically halt the conveyor, preventing equipment damage and reducing operational disruptions. Feedback mechanisms to enhance detection accuracy and provide actionable insights. It also reviews historical video footage to identify critical events and operational patterns, generating detailed reports that highlight recurring issues and trends—enabling proactive, data-driven process improvements.
Impact
80% reduction in equipment damage with big rock detection in cement plant
The Vision AI platform enhances crusher efficiency by preventing damage, reducing downtime, and optimizing fuel use—delivering an expected annual value of $440K. It reduced crusher blockages by 82% and unwanted stoppages by 20%, improving material flow, throughput, and equipment utilization.
Improving uptime in manufacturing goes beyond simply fixing machines—it requires a transformation in how decisions are made, risks are detected, and maintenance is executed. AI facilitates this shift by enabling manufacturers to move from reactive to predictive and eventually autonomous operations. With AI, failures can be detected before they occur, maintenance costs are reduced, overall equipment effectiveness (OEE) is improved, and both worker safety and sustainability goals are better supported. Whether starting with a vision-based inspection system or implementing predictive maintenance for critical assets, the key to success lies in starting small, demonstrating ROI, and scaling intelligently across the plant.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
The manufacturing industry is at a pivotal juncture, experiencing a paradigm shift driven by rapid digital transformation. From machine learning models to AI-powered systems, industrial operations have evolved tremendously. Yet, many production processes still depend on human oversight, making them prone to inefficiencies and delays.
Introduction of Agentic AI in manufacturing is a revolutionary advancement where AI agents go beyond prediction and recommendation. These intelligent systems take autonomous actions, adapt in real time, and optimize production flow without the need for constant human intervention. With the power to analyze real-time data, learn from it, and make decisions on the go, Agentic AI marks the next big leap in industrial automation.
In this blog, we delve deep into the role of agentic AI systems in transforming manufacturing operations, enhancing production efficiency, improving quality control, and driving supply chain optimization.
Understanding Agentic AI
Definition: What Makes AI “Agentic”?
Agentic AI refers to autonomous systems that can perceive their environment, reason with goals in mind, and act to achieve them all with minimal or no human intervention. These intelligent systems differ from conventional AI tools in that they are goal-oriented, continuously learning, and capable of decision making across dynamic settings.
While traditional AI in manufacturing focuses on predictive maintenance or visual inspection, agentic AI agents aim to transform the entire manufacturing process from production planning to inventory management and supply chain operations.
Core Capabilities of Agentic AI in Manufacturing
Autonomous Decision Making
At the heart of agentic ai in manufacturing lies the ability to make real-time, independent decisions without human intervention. Unlike traditional rule-based systems, Agentic AI agents evaluate incoming data, understand the current state of manufacturing operations, and act to optimize key performance metrics.
For example, in steel manufacturing, AI agents can autonomously adjust the oxygen flow in a blast furnace based on visual data to optimize combustion efficiency. This not only improves energy management but also ensures consistent product quality and reduces waste.
Continuous Learning and Adaptation
One of the defining traits of Agentic AI is its capacity for continuous improvement. By leveraging reinforcement learning, neural networks, and advanced machine learning techniques, these agents evolve over time. They adapt their strategies based on feedback from the production environment, improving accuracy and efficiency with each iteration.
For instance, an Agentic AI agent monitoring machine performance can refine its predictive maintenance algorithms by learning from newly observed failure patterns, reducing unplanned downtime, and preventing equipment failures.
Context-Awareness in Dynamic Environments
Agentic AI excels in interpreting real-time data from a variety of sources, including IoT sensors, computer vision systems, and digital twins. This context-awareness allows it to respond intelligently to fluctuating production conditions, external disturbances, or operational constraints.
In an automotive plant, for example, an AI agent might detect a misalignment on the production line via vision sensors and instantly recalibrate robotic arms to prevent defects—without interrupting the production flow.
For instance, an Agentic AI agent monitoring machine performance can refine its predictive maintenance algorithms by learning from newly observed failure patterns, reducing unplanned downtime, and preventing equipment failures.
Goal-Oriented Problem-Solving
Unlike conventional systems that simply follow instructions, Agentic AI operates with a goal-oriented mindset. Whether it’s reducing operational costs, maximizing throughput, or improving product quality, AI agents constantly strive to achieve pre-defined objectives.
For example, in a cement plant, AI agents continuously adjust burner settings and airflow to reduce energy consumption while maintaining desired output quality—achieving up to 5% in energy savings.
Multi-Agent Collaboration and Coordination
In complex industrial operations, Agentic AI doesn’t function in isolation. Instead, it works as part of a multi-agent system, where different AI agents handle various tasks—such as production planning, inventory management, and supply chain optimization—while coordinating with each other to ensure system-wide harmony.
This collaborative intelligence enables AI to adjust operations across departments in real time, enhancing the overall efficiency of manufacturing processes.
Self-Governance and Minimal Human Supervision
Agentic AI systems are designed to operate with minimal human intervention, making them ideal for environments where continuous supervision is impractical. They can independently detect problems, explore solutions, and implement actions—all while logging decisions for traceability and compliance.
This autonomy allows manufacturing organizations to focus human resources on higher-value tasks, such as innovation and strategy, while AI handles repetitive or complex optimization challenges.
How Agentic AI Differs from Traditional AI & Automation
Traditional automation in manufacturing relies on fixed, rule-based systems designed for repetitive tasks like assembly, material handling, and packaging. While reliable, these systems lack flexibility—any deviation from expected conditions requires manual intervention. Traditional AI improved upon this by introducing data-driven insights through machine learning models. These systems support applications such as predictive maintenance and quality control but remain static, requiring retraining and human oversight. They analyze historical production data to aid decision-making but cannot act autonomously or adapt to real-time production dynamics.
Agentic ai in manufacturing marks a significant evolution by enabling intelligent, autonomous systems that perceive their environment, make independent decisions, and execute real-time adjustments without human input. Unlike traditional AI, Agentic AI uses reinforcement learning and context-aware reasoning to continuously optimize processes based on live sensor data, computer vision, and digital twins. It supports dynamic goal-setting across the entire supply chain—improving production schedules, minimizing downtime, and enhancing operational efficiency. With capabilities like multi-agent collaboration and self-learning optimization, Agentic AI transforms manufacturing into a truly adaptive and intelligent system.
Agentic AI for Manufacturing VS AI agents for Manufacturing
While often used interchangeably, Agentic AI for manufacturing and AI agents for manufacturing refers to distinct approaches in industrial AI deployment. AI agents are typically modular software components designed to perform specific tasks such as monitoring equipment health, analyzing sensor data, or managing production schedules. These agents operate within narrowly defined parameters, often requiring human intervention to reconfigure their roles or interpret their outputs. While useful in optimizing individual processes, traditional AI agents lack autonomy and holistic awareness across the production ecosystem.
Agentic AI, in contrast, refers to a more advanced class of autonomous AI systems capable of goal-oriented behavior, self-learning, and dynamic decision-making across complex manufacturing environments. It does not just deploy multiple agents—it orchestrates them as intelligent, interconnected systems capable of perceiving real-time data, reasoning through operational variables, and acting autonomously to optimize production metrics like efficiency, quality, and throughput. In essence, while AI agents act as tools, Agentic AI acts as an intelligent manager aligning actions with enterprise-level KPIs and adapting continuously without human oversight.
How Does Agentic AI for Manufacturing Work?
Agentic AI in manufacturing functions through a three-stage intelligence loop: Perception, Reasoning, and Action. These stages work together to enable fully autonomous decision-making across manufacturing operations.
Perception: Gathering Real-Time Data
Agentic AI in automotive manufacturing starts by collecting real-time data from every critical point along the production line. IoT sensors embedded in robotic arms, paint booths, and welding machines capture data such as cycle time, vibration, pressure, and alignment accuracy. Simultaneously, computer vision systems monitor vehicle assembly to detect defects like panel misalignment, surface imperfections, or incomplete welds. Digital twins replicate assembly lines virtually, allowing AI to test and simulate operational changes before real-world implementation. This vast sensory network forms the data backbone of intelligent automotive operations.
Reasoning: AI-Driven Optimization
Once the data is collected, Agentic AI employs deep reinforcement learning (DRL) to fine-tune assembly operations through continuous feedback loops. For example, it learns to adjust robotic arm speed and angle to reduce defects during chassis welding. It applies Bayesian optimization to calibrate paint spray parameters for minimal overspray and uniform coating. In more advanced settings, neuro-symbolic AI blends logic-based decision-making with neural network-based perception, enabling smarter coordination between robotic systems and human workers. This level of reasoning ensures fewer reworks, better consistency, and faster cycle times.
Action: Autonomous Execution and Real-Time Control
Unlike traditional automation, Agentic AI doesn’t wait for human input. It acts autonomously, using Edge AI to make low-latency decisions directly on the factory floor—for instance, instantly rerouting parts in response to a bottleneck in the welding station. Through multi-agent systems, different AI entities control various parts of the production line (e.g., powertrain assembly, painting, quality inspection) and collaborate to optimize the full process. In a closed-loop control environment, Agentic AI continuously adjusts torque settings, conveyor speed, or tool pressure to ensure optimal throughput and zero-defect manufacturing.
By operating as an autonomous problem-solver, Agentic AI redefines automotive manufacturing—reducing downtime, improving product quality, enhancing production efficiency, and enabling faster adaptation to demand shifts and model changes.
Applications of Agentic AI in Manufacturing Operations
The concept of Agentic AI goes beyond simple interactions, as seen with traditional AI dives into solving complex challenges, multi-step problems autonomously.
Autonomous Production Scheduling
Agentic ai in manufacturing takes real-time data on raw material availability, machine downtime, labor capacity, and customer demand to autonomously create or adjust production schedules. Unlike rule-based systems, agentic AI adapts to new constraints without requiring reprogramming. In a smart factory, if a critical machine breaks down, the agentic AI system immediately reprioritizes tasks, allocates resources to alternative machines, and informs supply chain partners, reducing delays and maintaining production continuity.
Intelligent Quality Control
By integrating computer vision and multisensor data, Agentic AI monitors product quality across the production line with a high degree of accuracy. It not only identifies anomalies like surface defects or dimensional deviations but also takes corrective actions by adjusting relevant process parameters upstream or downstream. This capability significantly reduces the volume of defective products and minimizes rework. The AI system continuously learns from new patterns of defects to refine its detection models, ensuring ongoing improvement in quality assurance.
Predictive and Prescriptive Maintenance
Agentic AI in manufacturing applies advanced machine learning algorithms to monitor operational data such as vibration, temperature, and acoustic signals from machinery to predict potential failures. Going a step beyond prediction, it prescribes optimized maintenance interventions, such as rescheduling tasks, re-allocating assets, or triggering spare parts procurement. This proactive and autonomous approach enhances equipment availability, prevents costly downtime, and supports long-term asset reliability.
Energy and Emissions Optimization
In energy-intensive manufacturing environments, Agentic AI autonomously balances process efficiency with environmental constraints. By continuously analyzing variables such as burner settings, motor loads, and ambient conditions, it adjusts operational parameters in real time to reduce energy consumption and ensure compliance with emissions regulations. This results in substantial cost savings and helps manufacturers meet sustainability goals without compromising production throughput.
Self-Adaptive Material Handling
Agentic AI orchestrates the movement of materials across the plant using real-time data from automated guided vehicles (AGVs), conveyors, and robotic arms. It dynamically reroutes material flows based on factors like queue lengths, workstation availability, and equipment status. This intelligent routing minimizes delays, optimizes workflow, and ensures the timely delivery of components to production cells, contributing to lean and just-in-time manufacturing practices.
Supply Chain Resilience
Agentic AI agents manage procurement and logistics by sensing disruptions (like supplier delays or transport issues) and autonomously finding alternatives—re-routing deliveries, adjusting order volumes, or negotiating timelines with vendors, contributing to optimized supply chain management.
Closed-Loop Process Optimization
In complex manufacturing processes such as chemical synthesis or high-temperature furnace operations. Agentic AI provides closed-loop optimization by continuously analyzing output quality and adjusting input parameters accordingly. Through reinforcement learning and predictive modeling, it identifies optimal control strategies that adapt to fluctuations in raw material properties, ambient conditions, or equipment behavior. This results in improved yield, process stability, and reduced waste.
The Benefits of Agentic AI in Manufacturing
Autonomous Decision-Making
Agentic AI empowers manufacturing systems to make decisions independently, eliminating the need for constant human oversight. It analyzes real-time data, evaluates multiple options, and selects the most efficient course of action—whether in production scheduling, resource allocation, or anomaly resolution. This not only reduces the cognitive burden on human operators but also ensures faster, more consistent decision-making, especially in high-pressure scenarios.
Real-Time Adaptability
Manufacturing environments are full of unpredictability—machine failures, labor fluctuations, and shifting customer demand. Agentic AI adapts to these changes in real time by modifying workflows, rescheduling tasks, and reallocating resources without manual intervention. This ability to respond dynamically enhances the plant’s agility and helps maintain continuity even in the face of disruptions, making operations far more resilient.
Enhanced Efficiency and Throughput
By continuously optimizing machine performance, material flow, and production timelines, agentic AI helps manufacturers get more done with fewer inputs. It removes bottlenecks, reduces idle time, and balances workloads across the plant. The result is higher throughput, shorter cycle times, and improved overall equipment effectiveness (OEE), directly contributing to lower production costs and higher operational efficiency.
Proactive Maintenance and Asset Longevity
Instead of reacting to equipment failures, agentic AI predicts them before they happen by analyzing patterns in sensor data, vibration signals, and historical trends. It then takes action—adjusting operations, rescheduling tasks, or initiating maintenance protocols. This approach not only minimizes costly downtime but also extends the life of critical machinery, leading to long-term savings and improved plant reliability.
Improved Product Quality
Agentic AI plays a crucial role in maintaining and improving product quality by monitoring production processes and detecting deviations in real time. When anomalies are identified, the system automatically adjusts related parameters upstream to prevent defects. This ensures higher first-pass yield, reduces the need for rework or scrap, and helps manufacturers consistently meet stringent quality standards.
Reduced Cognitive Load on Operators
Agentic AI automates repetitive and complex decision-making tasks, allowing human operators to focus on higher-level strategic thinking and innovation. It provides recommendations, handles routine interventions, and even manages conflicting objectives, which significantly reduces operational stress and improves job satisfaction. The human workforce becomes more empowered and less overwhelmed.
Scalability and Continuous Learning
One of the most powerful advantages of agentic AI is its ability to learn from every action it takes. Over time, it becomes smarter, more accurate, and better aligned with business goals. Once deployed, these systems can be replicated across other lines or facilities with minimal adjustments, making them highly scalable and ideal for enterprise-wide digital transformation initiatives.
Conclusion
Adopting infrared-based monitoring empowers manufacturers to enhance operational efficiency, improve equipment reliability, and reduce costly downtime. By leveraging advanced thermal imaging cameras and infrared sensors, companies gain real-time insights into asset health, enabling proactive maintenance and safer inspections—even in hazardous environments. Embracing this technology is a crucial step toward smarter, more sustainable manufacturing operations that drive productivity and lower maintenance costs.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Understanding Root Mean Square Error (RMSE): Enhancing Predictive Model Performance in Real-World Applications
Introduction
Predictive modeling plays a crucial role in data science, empowering businesses to make data-driven decisions. However, the success of these models heavily depends on their accuracy. One widely used metric to evaluate the performance of a machine learning model is the Root Mean Square Error (RMSE) — a powerful tool for measuring prediction errors. RMSE measures the average difference between predicted and actual values, emphasizing its role in quantifying model accuracy.
In this blog, we will explore RMSE in detail, covering its definition, calculation steps, ideal ranges, and strategies to improve model performance. Whether you’re a data scientist or an industry professional, understanding RMSE is vital for developing accurate predictive models.
What is Root Mean Square Error (RMSE)?
RMSE is a standard metric used to measure the average magnitude of errors between predicted and actual values. RMSE is closely related to Mean Squared Error (MSE), which is another important metric for evaluating model accuracy. It effectively penalizes larger errors by squaring them, making it particularly useful in applications where significant deviations must be minimized.
Key Characteristics of RMSE
RMSE values are always non-negative, with 0 representing a perfect model.
RMSE is expressed in the same units as the target variable, aiding intuitive interpretation.
Larger RMSE values indicate greater prediction errors, requiring model refinement.
Why RMSE is Preferred in Regression Models
RMSE is commonly used in regression models because:
It effectively highlights large errors, which can be critical in fields like manufacturing, healthcare, and finance.
Unlike metrics such as Mean Absolute Error (MAE), RMSE amplifies outliers, making it ideal for scenarios where minimizing significant deviations is essential.
How to calculate RMSE Formula and Step-by-Step Calculation
The formula for RMSE is as follows:
Where:
y(i)= Actual value
y^(i)= Predicted value
N = Number of data points
The mean of the squared differences between the predicted and actual values is calculated before taking the square root. This step ensures that the metric is expressed in the same unit as the target variable, making it easier to interpret. RMSE effectively penalizes larger errors, making it a valuable metric for assessing prediction accuracy.
Step-by-Step Guide to Calculate RMSE
Collect Actual and Predicted Values: Gather both sets of data for comparison.
Compute Residuals: Calculate the difference between each actual value and its corresponding predicted value.
Square Each Residual: Squaring each residual ensures all errors are positive, similar to taking the absolute value, and emphasizes larger errors.
Calculate the Mean of Squared Errors: Sum the squared residuals and divide by the number of data points.
Compute the Square Root of the Mean: Taking the square root brings the RMSE value back to the original data’s scale.
Determining what qualifies as a “good” RMSE (Root Mean Square Error) value is not always straightforward. Since RMSE is an absolute error metric that reflects the average deviation between predicted and actual values, the interpretation of what constitutes a “good” RMSE depends heavily on the dataset’s characteristics, data distribution, and industry-specific standards.
Instead of relying on a fixed threshold, RMSE should be assessed in context. Below are key factors that influence acceptable RMSE values and practical examples for various industries.
Key Factors Influencing RMSE
Dataset Size: Larger datasets often have greater variability, which can lead to higher RMSE values. In such cases, a slightly higher RMSE may still be acceptable if the model captures underlying patterns effectively.
Data Range and Scale: RMSE should be interpreted relative to the data’s magnitude. For instance, an RMSE of 10 may be acceptable for values in the thousands but significant for values in the tens.
Industry Benchmarks: Each industry has different tolerances for error. Predictive maintenance models in manufacturing may require tighter RMSE control compared to financial forecasting models, where some fluctuation is expected.
Examples of ideal RMSE ranges in different industries
Manufacturing: Predictive maintenance models may aim for an RMSE below 5% of the target variable’s range to ensure accurate equipment monitoring.
Finance: Stock price prediction models may target an RMSE within 2% of the average stock value to account for market volatility.
Healthcare: Diagnostic models often strive for an RMSE below 3-5 units to ensure precise outcomes in sensitive medical predictions.
Improving Model Performance by Reducing RMSE
Reducing RMSE is essential for improving model accuracy. Here are key strategies to achieve this:
Data Cleaning and Handling Outliers
Data cleaning is crucial for improving RMSE, as data inconsistencies, errors, or noise can significantly affect model performance. Outliers, which RMSE penalizes heavily, can distort results by significantly affecting the squared error. Identifying and removing them using methods like IQR, Z-score analysis, or box plots can enhance accuracy.
Addressing missing data is equally important. Techniques such as mean/median imputation, forward filling, or predictive modeling help maintain data continuity and reduce RMSE. Improving data quality ensures more reliable model predictions.
Feature Engineering
Feature engineering enhances model performance by creating new features or transforming existing ones to capture complex data patterns. For instance, adding lag variables or moving averages in time-series forecasting can improve trend and seasonality detection, reducing RMSE.
Transforming variables using techniques like log transformations, polynomial features, or scaling can reveal hidden relationships, further improving predictive accuracy. Effective feature engineering directly contributes to achieving lower RMSE values.
Hyperparameter Tuning
Hyperparameter tuning plays a key role in improving model accuracy by adjusting parameters like learning rates, tree depths, or regularization strengths. Optimizing these settings helps balance model complexity, reducing both underfitting and overfitting.
Techniques such as grid search, random search, and Bayesian optimization effectively identify the best parameter combinations to minimize RMSE and enhance model performance.
Ensemble Models
Ensemble methods enhance prediction accuracy by combining multiple models like Random Forest, GBM, and XGBoost. By aggregating weak learners, these techniques improve robustness and reduce individual model weaknesses. This approach effectively captures complex data patterns, lowering RMSE and boosting performance, especially in noisy or variable data scenarios.
Cross-Validation
Cross-validation is a valuable method for evaluating model performance. In k-fold cross-validation, the dataset is divided into k parts, with the model training on k-1 folds and testing on the remaining fold. This process repeats k times to ensure every data point is assessed. By reducing overfitting and providing a reliable performance estimate, cross-validation helps identify the optimal model configuration to minimize RMSE.
RMSE vs. Other Evaluation Metrics
Selecting the right evaluation metric is crucial for assessing model performance. While RMSE is widely used, other metrics like MAE and R-squared offer complementary insights. Understanding when to use each metric helps achieve more accurate and reliable predictions.
RMSE vs. MAE: When to use each metric
Root Mean Square Error (RMSE) and Mean Absolute Error (MAE) both measure prediction errors but have key differences:
RMSE penalizes larger errors more heavily due to squaring each error term. This makes RMSE ideal when significant deviations in predictions need to be minimized, such as in manufacturing equipment failure forecasts where extreme errors can be costly.
MAE treats all errors equally, making it more robust against outliers. It’s preferred when you want a straightforward average of prediction errors without emphasizing extreme values.
When to Use:
Use RMSE when large errors are critical and need greater attention.
Use MAE when you need a balanced view of all prediction errors without bias toward extreme values.
RMSE vs. R-Squared: Understanding Correlation Alongside Error Measurement
R-squared (R²) measures the proportion of variance explained by the model, indicating how well the independent variables predict the target variable. While RMSE quantifies the size of prediction errors, R² highlights the model’s overall fit.
RMSE is best for understanding the actual error size in the same unit as the target variable.
R² is useful for assessing the strength of the relationship between variables.
When to Use:
Use RMSE to measure prediction accuracy directly.
Use R² to evaluate how well the model explains the variation in data. Combining both metrics offers a more comprehensive evaluation.
Combining RMSE with Other Metrics for Comprehensive Evaluation
Root mean squared error (RMSE) combined with other metrics provides deeper insights into model performance:
Pair RMSE with MAE to assess both average error size and the impact of large deviations.
Combine RMSE with R² to understand both error magnitude and model fit.
Add metrics like Mean Absolute Percentage Error (MAPE) for percentage-based accuracy or Mean Squared Logarithmic Error (MSLE) for models dealing with exponential growth data.
By integrating multiple metrics, you can identify weaknesses, improve model robustness, and make informed decisions about performance improvements.
Real-World Applications of RMSE
RMSE plays a crucial role in evaluating and improving predictive models across various industries. Its ability to measure prediction errors effectively makes it a valuable metric for ensuring model accuracy. Here’s a closer look at its applications in key sectors:
Manufacturing
In manufacturing, RMSE is essential for enhancing predictive maintenance models. These models forecast equipment failures by analyzing sensor data, machine performance metrics, and historical maintenance records. Lower RMSE values indicate more precise predictions, enabling manufacturers to schedule maintenance proactively, reducing unplanned downtime and minimizing repair costs.
For instance, in steel manufacturing, predictive models that monitor furnace temperatures or conveyor belt speeds can use RMSE to assess their reliability. By reducing RMSE, manufacturers improve production efficiency and extend equipment lifespan.
Finance
In the finance sector, RMSE is widely used in credit scoring, fraud detection, and stock price prediction models. For example, stock market prediction models use RMSE to evaluate how accurately the model forecasts future prices. Given the volatile nature of financial data, models with a lower RMSE provide better risk assessments and more reliable investment insights.
In credit scoring, RMSE helps assess models that predict borrower default probabilities. A lower RMSE ensures financial institutions make better lending decisions, minimizing potential losses.
Healthcare
RMSE is crucial in healthcare models that predict patient outcomes, disease risks, or treatment effectiveness. For example, diagnostic models that forecast the likelihood of heart disease or diabetes use RMSE to evaluate prediction accuracy. A lower RMSE indicates a more precise model, helping healthcare professionals make informed decisions for timely interventions.
In personalized medicine, RMSE is applied to predict optimal drug dosages or treatment plans based on patient data, ensuring accurate and effective care.
E-commerce
E-commerce platforms rely on recommendation engines to enhance customer experience. RMSE is used to evaluate how well these systems predict user preferences. By lowering RMSE, recommendation engines improve the relevance of suggested products, boosting customer engagement and sales.
For example, an e-commerce model predicting which items a customer might purchase next can use RMSE to assess its recommendation accuracy. A lower RMSE indicates the system is effectively predicting customer preferences, improving user satisfaction.
Conclusion
Root Mean Square Error (RMSE) is a powerful tool for assessing model performance, especially in regression tasks where minimizing significant errors is crucial. By understanding its calculation, interpreting results appropriately, and applying strategies to reduce RMSE, data scientists and industry professionals can build more accurate predictive models.
Incorporating RMSE with complementary metrics like MAE and R² ensures a balanced evaluation, ultimately enhancing decision-making across industries. By leveraging these insights, you can achieve optimal model accuracy and unlock the true potential of your predictive systems.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Enhance Blast Furnace Operations in the Steel Production Process
Introduction
The steel industry is the backbone of global industrialization, providing essential materials for construction, automotive, energy, and more. At the heart of steel production is the blast furnace, which transforms raw materials into molten iron, the precursor to steel. However, as the industry faces increasing pressures to improve efficiency, reduce costs, and cut carbon emissions, smarter, more efficient methods have become crucial. The injection of natural gas into blast furnaces can help improve efficiency and reduce carbon emissions by increasing the percentage of reducing gases and enhancing the production process.
In recent years, Artificial Intelligence (AI), particularly Vision AI, has revolutionized blast furnace operations. AI offers innovative solutions to optimize performance, enhance stability, and address inefficiencies in traditional methods. By leveraging real-time data, AI enables manufacturers to fine-tune critical aspects of the blast furnace steelmaking process, including temperature regulation, coke consumption, slag formation, and refractory wear, improving operational efficiency, reducing fuel consumption, and ensuring consistent product quality.
Need of blast furnace in steel industry
The blast furnace in steel industry plays a critical role in producing molten iron for steelmaking. It is the most widely used method for bulk production of iron, serving as the foundation for large-scale steel manufacturing. The furnace’s ability to maintain consistent temperatures and produce a steady stream of molten metal is crucial for the stability of the entire steel production process. Additionally, blast furnace iron production is essential for ensuring material quality, which in turn affects the final product’s strength and durability.
Understanding Blast Furnace Operations
The blast furnace is an essential part of the steel manufacturing process. It operates by converting iron ore into molten iron through a high-temperature reduction process. The furnace consists of several critical components, including the hearth, bosh, shaft, and top, all of which work in tandem to achieve the desired output.
The primary inputs into a blast furnace in steel plant include iron ore, coke, and limestone. Coke serves as both a fuel and a reducing agent, while limestone helps remove impurities from the ore. These materials are carefully mixed to form the “burden” that enters the furnace.
How does the Blast Furnace Works?
The blast furnace in steel production process is used to convert iron ore into molten iron, which is then refined into steel. It operates through a series of continuous chemical reactions that take place inside a large, vertical furnace. Here’s a breakdown of how it works:
Charging: Introduction of Raw Materials
The blast furnace starts by adding three key materials: iron ore, coke, and limestone. These are added in layers from the top of the furnace. Iron ore provides the iron, coke serves as fuel and helps break down the ore, and limestone helps remove impurities. This step is crucial for keeping the furnace running smoothly, which is key to blast furnace stability.
Combustion Zone: Coke Ignition to Generate High Temperatures
Next, hot air, or hot blast, is blown into the bottom of the furnace, causing the coke to burn and generate intense heat. This heats the furnace to around 1,600°C. The high temperature is necessary for the next steps of the blast furnace steel making process.
Reduction Reaction: Iron Ore Reduction to Molten Iron
The chemical reduction reaction, where carbon from the coke reacts with the oxygen in the iron ore (iron oxide) to produce molten iron, is accurate. The reaction you mentioned is correct:
This is indeed how iron is reduced to molten iron in the blast furnace iron production process. This reduction is fundamental to the blast furnace steel making process.
Slag Formation: Separation of Impurities as Slag
The formation of slag through the reaction of impurities (such as silica) with limestone to form calcium silicate (slag) is accurate. The slag floats on top of the molten iron and helps remove impurities, maintaining the quality of the molten iron. It’s also true that slag is important for maintaining the blast furnace stability and protecting the blast furnace refractories from damage caused by impurities.
Tapping Process: Extraction of Molten Iron and Slag
The description of the tapping process, where molten iron and slag are extracted from the furnace, is correct. The molten iron is tapped into ladles for further processing into steel, and the slag is removed separately. This process is key to efficient blast furnace operations and ensures that the blast furnace steel making process remains uninterrupted.
Blast Furnace vs Electric Arc Furnaces: Understanding the Differences in Steel Production
When it comes to steel production, two of the most commonly used methods are the blast furnace and the electric arc furnace (EAF). Both processes are essential to the steel industry, but they differ significantly in how they operate, the materials they use, and their environmental impact.
The Blast Furnace Process
The blast furnace is a traditional method used for producing steel, primarily from iron ore, by heating iron ore, coke (a type of fuel), and limestone to extremely high temperatures (around 1,600°C) inside a large, vertical furnace. This method offers advantages such as high production capacity, making it ideal for large-scale steel manufacturing, and the ability to utilize by-products like slag in other industries, such as construction. However, it also has significant disadvantages, including high carbon emissions due to the reliance on coke, high energy consumption from operating at extremely high temperatures, and a larger environmental footprint compared to other methods, such as electric arc furnaces, due to the emissions and energy usage involved.
The Electric Arc Furnace (EAF) Process
The electric arc furnace (EAF) is a more modern method of producing steel, primarily using scrap metal as its raw material. In this process, large amounts of steel scrap are melted using electrical energy, with high-voltage electric arcs created between electrodes generating enough heat to melt the metal. The molten metal is then refined into steel. The advantages of EAFs include lower carbon emissions due to their reliance on electricity, which is often sourced from renewable energy, and their recycling-friendly nature, as they primarily use scrap steel, promoting sustainability and reducing the need for raw iron ore. EAFs also offer flexibility, allowing for the production of various types of steel based on the scrap material composition. However, they also have disadvantages, such as higher operating costs due to fluctuating scrap steel prices and a lower production capacity, as they typically produce smaller quantities of steel compared to blast furnaces, making them less suitable for extremely large-scale production.
Common Challenges in Blast Furnace Operations
Blast furnace operations are complex and essential for steel production, but they come with a set of challenges that can impact efficiency, production, and overall plant performance. Here are some of the common issues faced in blast furnace operations:
Inconsistent Raw Material
Inconsistencies in raw materials such as variations in the quality of iron ore, the strength of coke, and moisture content can cause significant disruptions in the blast furnace operation in steel plant. These irregularities lead to unpredictable furnace conditions, which result in inefficient fuel usage, increased energy consumption, and variations in temperature.
Temperature Fluctuations
Inconsistent temperature management within the blast furnace can cause significant inefficiencies in the reduction process. Excessive heat can damage the refractory lining, leading to costly repairs and downtime. On the other hand, insufficient heat slows down the chemical reactions required to convert iron ore into molten iron, resulting in lower productivity and reduced metal quality.
Inefficient Burden Distribution
Inefficient burden distribution in blast furnaces results in poor performance, higher energy consumption, and increased operational costs. Since operators often rely on heuristics for adjustments, it can lead to suboptimal conditions. Better burden management is essential to improve furnace performance, reduce energy waste, and minimize costs.
Uncontrolled slag viscosity
Maintaining proper slag flow is essential for furnace stability. Uneven temperature distribution can cause inconsistent slag viscosity, which impacts performance and increases energy consumption. Poor slag management can obstruct heat transfer, reduce furnace productivity, and lead to excessive wear on the furnace lining, ultimately affecting metal quality. Efficient slag control is crucial for optimizing energy use and improving overall furnace efficiency.
Fuel Inefficiency
High fuel consumption in the steel production process is often driven by poor combustion efficiency, variations in raw material quality, and uneven distribution of the furnace burden. These inefficiencies increase operational costs, reduce furnace performance, and affect both productivity and energy usage. Properly managing these factors is essential to optimizing fuel consumption and improving overall furnace efficiency.
Refractory Wear and Tear
Continuous exposure to high temperatures, corrosive slag, and mechanical stress leads to the degradation of blast furnace refractories over time. This wear requires regular repairs and replacements, causing blast furnace downtime and unplanned maintenance. These disruptions add to operational costs, reduce overall efficiency, and can interfere with production schedules. Proper monitoring and timely maintenance of the furnace linings are essential to minimize these impacts and maintain optimal blast furnace performance.
High Carbon Emissions
Blast furnaces contribute significantly to carbon emissions, mainly due to the use of coke as a reducing agent. Inefficiencies in fuel consumption, poor combustion, and excessive energy usage further exacerbate CO2 emissions, making it a persistent challenge for the steel industry to reduce its carbon footprint and improve sustainability.
The Role of AI in Blast Furnace Steel Making Process
The blast furnaces steelmaking process is a complex and requires precise control over various parameters. Artificial Intelligence (AI) is optimizing this process, enhancing both productivity and quality. Here’s how AI is transforming blast furnace operations:
Real-Time Monitoring: AI-powered computer vision systems enable real-time monitoring of blast furnaces. By tracking critical factors like temperature, pressure, and chemical reactions, AI provides valuable insights into the furnace’s current state. This enables operators to make informed decisions promptly and ensures the process stays within optimal conditions, improving efficiency and safety.
Early Warning Alerts: Vision AI tools allows early detection of anomalies within the furnace. With its ability to detect issues such as tuyere blockages, lance misalignment, or raceway instability, computer vision systems provides early warning alerts that allow operators to address problems before they escalate.
Historical Data Analysis: Vision AI tools analyze historical data to uncover patterns and trends, offering deeper insights into furnace behavior. By processing visual data, AI identifies recurring issues, temperature fluctuations, and chemical imbalances, enabling proactive adjustments and improving furnace efficiency.
Predictive Analytics: AI in computer vision solution utilizes predictive analytics to forecast potential deviations in furnace stability. By analyzing historical data and recognizing patterns, AI can anticipate issues such as temperature fluctuations, pressure changes, or chemical imbalances. This allows for proactive adjustments to prevent costly downtimes and maintain smooth furnace operations.
Process Automation: AI systems significantly contribute to automating various aspects of the blast furnace process. By optimizing fuel injection, air control, and charge material ratios, Vision AI tools ensures these critical elements are managed efficiently and accurately. This automation reduces human error, enhances process consistency, and leads to more efficient fuel usage, ultimately cutting operational costs.
Automated Root Cause Analysis (RCA): When issues arise in the blast furnace, AI helps by performing automated root cause analysis (RCA). AI systems analyze data across multiple variables to pinpoint the underlying factors impacting key performance indicators (KPIs). With this precise analysis, operators can quickly implement corrective actions, improving overall furnace efficiency and production quality.
Vision AI applications in Blast Furnace Operations
Blast furnace operations in iron production are complex processes. Ensuring efficiency, consistency, and safety in these Blast furnace operations is crucial for maximizing productivity and minimizing operational costs. Vision AI technology is increasingly being integrated into these operations to monitor, analyze, and optimize several critical aspects of the blast furnace process. Here’s a detailed look at how Vision AI applications is being used in various applications within blast furnace operations.
Real-time raw material sizing
Optimal raw material sizing is critical for stable blast furnace operations, influencing permeability, gas flow, and heat transfer within the furnace. Materials like coke, iron ore, and limestone must meet specific size parameters—typically 10-40 mm for coke and 6-30 mm for iron ore—for optimal bed permeability and combustion efficiency. Oversized particles can obstruct gas flow, while undersized particles increase pressure drop, reducing furnace efficiency and impacting molten pig iron quality during blast furnace iron production.
Vision AI systems employ industrial cameras and advanced machine learning models to analyze material size distribution in real-time. These vision systems detect deviations from target size ranges by assessing particle dimensions, shapes and moisture. If non-conforming materials are identified, operators can swiftly adjust crushing, screening, or blending processes. This proactive control minimizes blockages, stabilizes gas flow, and enhances thermal efficiency, ultimately improving blast furnace performance, reducing fuel consumption, and ensuring consistent iron quality for both traditional blast furnace iron production and direct reduced iron processes.
Burden Distribution optimization
Burden distribution, the way raw materials are spread inside the blast furnace, significantly impacts efficiency. Uneven distribution can cause thermal imbalances or blockages, disrupting material flow. Vision AI platforms optimizes burden distribution by monitoring thermal and pressure profiles, along with raw material movement, in real-time. Using AI-driven algorithms, it continuously analyzes material flow and provides early alerts and actionable recommendations to ensure even load distribution across the furnace.
This AI-driven approach improves blast furnace stability, optimizes gas flow, and enhances combustion efficiency. By maintaining balanced thermal conditions and preventing overheating, Vision AI reduces operational risks and improves overall furnace performance. This results in productivity, reduced fuel consumption, and enhanced furnace efficiency.
RCA module for etaCO
Carbon monoxide (CO) is a byproduct of the blast furnace process and serves as a key indicator of the furnace’s combustion efficiency. Vision AI, integrated with real-time CO gas monitoring, can help in analyzing the CO levels in the furnace and provide insights into any inefficiencies or potential hazards.
The Root Cause Analysis (RCA) module for etaCO uses Vision AI platforms to detect and analyze CO levels in the furnace atmosphere. By monitoring CO gas emissions in real-time, the system can identify fluctuations or abnormal gas concentrations that might suggest poor combustion, an imbalance in the burden mix, or other operational issues. The RCA module then provides operators with immediate feedback, pinpointing the root cause of the anomaly.
Tuyere Monitoring
Tuyeres are nozzles through which hot air is injected into the blast furnace to ignite coke and facilitate the reduction of iron ore into molten iron. Monitoring tuyere condition and performance is crucial for efficient and safe furnace operation.
Computer vision system plauses visual data and thermal imaging to continuously monitor tuyeres for signs of wear, clogging, or erosion. By tracking temperature variations and identifying blockages or damage, the system provides real-time alerts. Early detection enables operators to take preventive actions, such as maintenance or replacement, before failures occur. With Vision AI, manufacturers can enhance blast furnace efficiency, lower maintenance costs, and reduce the risk of unexpected shutdowns caused by tuyere failure.
Hot Metal Silicon Prediction Module
The silicon content in hot metal directly impacts the quality of liquid steel, wrought iron, and cast iron. Excess silicon can disrupt downstream steelmaking, while insufficient silicon can result in poor or off-spec steel.
The Hot Metal Silicon Prediction module, powered by Vision AI, uses advanced algorithms to predict silicon content in real-time. By continuously monitoring furnace conditions, material inputs, and thermal dynamics, the system estimates silicon concentration in the molten metal. This enables operators to adjust the burden mix or furnace parameters to maintain optimal silicon levels throughout the blast furnace steelmaking process. Accurate silicon predictions enhance control over the process, reducing the need for corrective actions and improving overall product quality by minimizing variability in the final steel.
Furnace Refractory Monitoring
Blast furnace refractories line withstand extreme temperatures and chemical reactions. Over time, they degrade, posing a risk to furnace integrity. Computer Vision Applications continuously monitors refractory condition using IR thermal images to detect temperature changes or visible cracks. Early detection enables timely repairs, preventing major issues like furnace collapse or costly shutdowns. Refractory monitoring with Vision AI helps extend furnace lifespan, reduce maintenance costs, and ensure consistent production rates.
Bunker level Monitoring
Bunkers store raw materials like coke and iron ore before they are charged into the blast furnace. Maintaining proper material levels in bunkers is essential for uninterrupted operations.
Computer vision applications enables real-time monitoring of bunker material levels and stockpile measurement for raw materials like coke and iron ore. Using advanced imaging technology, the system tracks material height and alerts operators when levels fall below optimal thresholds. This allows for proactive replenishment, preventing disruptions in the charging process. Maintaining optimal bunker and stockpile levels ensures a steady supply of raw materials to the blast furnace, improving efficiency and reducing downtime.
Impact of AI in Blast Furnace Operation for steel manufacturing process
AI has a transformative impact on blast furnace operations in the steel manufacturing process, significantly improving efficiency, safety, and product quality. Here’s how:
Real-Time Monitoring and Insights
Computer vision systems provide continuous and real-time monitoring of key furnace parameters such as raw material size, burden distribution, furnace temperature, and refractory condition. This enables blast furnace operators to quickly detect deviations and take corrective actions, preventing costly downtime and maintaining blast furnace stability.
Optimized Burden Mix and Distribution
By leveraging computer vision AI algorithms, the burden mix optimizer ensures that the right proportions of coke, iron ore, and fluxes are used. This enhances combustion efficiency, improves gas flow, and ensures consistent blast furnace iron production. Additionally, AI optimizes the burden distribution within the furnace, preventing overheating, blockages, and other inefficiencies in the blast furnace steel making process.
Predictive Maintenance in Steel Plants
Computer vision systems analyzes historical and real-time visual data to predict potential failures in critical components like tuyere monitoring and blast furnace refractory monitoring. By detecting wear or potential issues in advance, AI minimizes unplanned maintenance and costly furnace shutdowns, ensuring smoother operations in the steel production process.
Blast Furnaces Process Optimization
Computer vision AI solution continuously analyzes furnace data to identify trends, optimize operational parameters, and adjust in real-time. This leads to enhanced blast furnace operation, improved thermal efficiency, and reduced material waste, which ultimately results in higher productivity and cost savings in blast furnace iron production.
Improved Product Quality
Vision AI technologies enable hot metal silicon prediction allow operators to maintain precise control over the composition of molten steel. This ensures that the final steel product meets desired specifications, improving quality in the steel making process and reducing corrective actions downstream in the blast furnace steel making process.
Enhanced Safety
Vision systems monitors hazardous areas within the furnace environment, ensuring PPE compliance and detecting potential safety risks. This reduces human exposure to dangerous conditions and helps maintain a safe working environment in blast furnace operations. By integrating AI into blast furnace operations in steel plants, manufacturers can streamline the blast furnace steel making process, boost efficiency, improve product quality, and reduce costs while enhancing safety and minimizing environmental impacts.
Conclusion
AI is transforming blast furnace operations by enhancing efficiency, reducing costs, and improving safety. With Vision AI technologies, steel manufacturers can gain real-time insights into furnace conditions, optimize the steelmaking process, and prevent potential issues before they cause costly disruptions. AI’s ability to monitor and optimize key aspects such as tuyere monitoring, refractory monitoring, and blast furnace stability plays a critical role in maintaining consistent molten metal quality and maximizing productivity.
As the blast furnace steelmaking process becomes increasingly complex, adopting AI technologies is crucial for manufacturers to stay ahead. By leveraging AI, steel plants can improve blast furnace iron production, optimize operations, and achieve greater process stability, ultimately resulting in enhanced productivity and a more sustainable steel production process.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
AI-Driven Real-Time Productivity Tracking for Industrial Operations
Introduction
Optimal productivity is the ultimate goal that every industrial operation strives to achieve. It’s the outcome of streamlined processes, efficient resource use, and coordinated human-machine interaction. However, achieving it is increasingly complex. Rising operational complexity, shifting market demands, workforce variability, and the growing need for sustainability make it difficult to sustain peak performance.
Traditional methods such as manual logging, periodic reporting, and siloed KPIs often fall short. They lack real-time visibility, delay responses to disruptions, and obscure opportunities for continuous improvement.
This is where real-time productivity tracking becomes critical. AI-driven systems, powered by emerging technologies such as machine learning, computer vision, and IoT, enable continuous monitoring of machines, workflows, and resources. By providing instant, actionable insights, they help uncover process inefficiencies, improve workforce efficiency, and ensure optimal use of assets. The result in transformation of productivity tracking from a reactive and fragmented task into a proactive, system-level capability that empowers manufacturers to optimize operations with greater precision and agility.
The Difference Between Productivity Tracking and Surveillance
Productivity tracking software often faces criticism in industrial environments because it is mistakenly equated with employee surveillance. This misunderstanding can lead to workforce resistance and hinder the successful adoption of new technologies. In reality, AI-driven productivity tracking is a strategic tool focused on process optimization, not on monitoring individual behavior for punitive reasons. Its primary goal is to improve workflow efficiency, resource utilization, and operational safety by identifying system-level inefficiencies.
Productivity monitoring is much more than simply tracking employee activity. It’s a comprehensive approach that evaluates the overall performance of industrial operations. It involves real-time monitoring of workflows, resources, machine performance, automated systems, and processes. This includes collecting and analyzing data related to machine degradation, process inefficiencies, workforce safety, and other key operational factors. AI-powered systems can identify bottlenecks and friction points—areas where work slows down or errors occur. These insights reveal inefficiencies in automation and resource utilization, enabling managers to make data-driven decisions or even allow autonomous systems to take corrective actions. This approach helps improve operational efficiency, reduce waste, and ultimately boost productivity to optimal levels.
What is AI-Driven Productivity Tracking?
Artificial Intelligence (AI) plays a pivotal role in transforming industrial operations to track and improve productivity. By leveraging advanced technologies such as machine learning, computer vision, and the Internet of Things (IoT), AI continuously monitors, analyzes, and optimizes productivity in real time. AI-driven productivity tracking integrates data from multiple sources across the factory floor and enterprise systems to create a comprehensive, dynamic view of operational performance.
Unlike traditional methods that rely on manual data collection and periodic analysis—often slow, error-prone, and reactive—AI enables automated, real-time monitoring and intelligent analysis of complex industrial processes, driving faster and more effective decision-making.
Key Components of AI-Driven Productivity Tracking
Data Sources: AI gathers data from IoT sensors, vision systems, and enterprise systems like ERP and MES to provide a full picture of operations. This integration ensures no critical data point is missed.
AI Models: Machine learning algorithms analyze this data to detect patterns, identify anomalies, and predict potential issues before they affect productivity. This enables proactive maintenance and process optimization.
Real-Time Dashboards and Alerts: Insights are delivered through intuitive dashboards, offering instant visibility to managers. Automated alerts notify teams of urgent issues for quick resolution and minimal downtime
Key Areas of Productivity Monitoring in Industrial Operations
In complex industrial environments, productivity is not defined by a single metric or isolated activity. Instead, it results from the combined performance of interconnected systems—machines, personnel, processes, and energy resources. While productivity tracking can span a wide range of operational functions, the following are a few common and impactful areas frequently monitored across industries.
Asset Monitoring
Asset monitoring is a data-driven approach that plays a crucial role in real-time productivity management by enhancing the reliability, efficiency, and lifespan of critical industrial equipment—such as conveyor belts, refractories, and other machinery. It involves continuously measuring productivity through metrics like machine uptime, downtime, cycle times, and maintenance frequency. AI-enabled systems leverage predictive maintenance, real-time condition monitoring, and advanced data analytics to detect potential failures early and optimize equipment performance. This reduces unplanned downtime and maintenance costs and improves overall equipment effectiveness (OEE).
Workforce Monitoring
Workforce monitoring is essential for real-time productivity management, helping organizations measure productivity and enhance workforce efficiency. Modern employee productivity monitoring tools leverage AI and workforce analytics to track task durations, workflow adherence, and safety compliance—without relying on intrusive employee monitoring. These systems support employee productivity monitoring and performance management by offering actionable insights for better shift planning, identifying skill gaps, and boosting employee engagement through transparent, data-driven feedback.
Inventory and Material Movement
Effective inventory and material movement tracking is crucial for maintaining uninterrupted production and minimizing waste. AI-driven systems use sensors, RFID, computer vision, and LiDAR technology to monitor stock levels, track material flow, and manage stockpile tracking in real time. These technologies enable accurate demand forecasting, timely replenishment, and optimal allocation of resources ultimately improving operational efficiency and reducing downtime.
Process Flow Monitoring
Process flow monitoring ensures smooth and efficient management of processes and tasks across production stages. For example, in the cement industry, kiln management relies on monitoring to ensure the correct raw material size is fed into the kiln and the temperature is maintained precisely. This real-time oversight optimizes the process and boosts productivity. Additionally, process flow monitoring enables rapid identification of inefficiencies and streamlines workflows, leading to improved throughput.
Energy and Resource Usage
Energy and Resource Efficiency monitoring focuses on optimizing the use of energy, water, and raw materials throughout industrial operations. By leveraging AI-powered analytics, manufacturers gain valuable insights into consumption patterns in real time, identify wastage, and implement corrective actions to reduce costs and environmental impact. This not only enhances productivity by minimizing resource-related bottlenecks but also supports sustainability goals and regulatory compliance.
Safety and Compliance Monitoring
Safety and Compliance Monitoring ensures a safe work environment while helping industrial operations adhere to regulatory standards. Using AI-driven tools like computer vision and real-time analytics, manufacturers gain valuable insights into potential hazards, unsafe behaviors, and equipment malfunctions. By ensuring transparency and maintaining data security, this approach fosters workforce trust, prevents accidents, supports compliance with industry regulations, and ultimately contributes to uninterrupted productivity and a safer workplace.
What is Productivity Tracking system ?
A Productivity Tracking System is a platform that provides an integrated solution to monitor the productivity of individuals, machines, processes, and overall operations. It captures and analyzes a wide range of metrics tailored to the specific nature of each activity or workflow. These systems generate comprehensive reports that highlight inefficiencies, reveal performance gaps, and enable data-driven decisions to improve operational efficiency.
Types of Productivity Tracking Systems
In industrial settings, productivity tracking systems is crucial for optimizing operations, ensuring safety, and maximizing output. These systems leverage AI, computer vision, and industrial IoT to provide real-time visibility and control. Below are few types of productivity tracking systems used across various sectors:
Machine Monitoring System
Machine Monitoring Systems are essential productivity tracking tools that monitor the real-time performance, health, and utilization of industrial equipment. These systems detect wear and tear early, helping extend asset lifespan and improve machine utility. By capturing key metrics such as uptime, downtime, cycle times, output rates, and maintenance needs, they enable predictive maintenance and reduce unplanned breakdowns. Leveraging AI-driven analytics and historical data trends, they optimize machine efficiency and are often integrated with SCADA, PLCs, or IoT platforms to support continuous operational improvement.
Workforce Monitoring Software
Workforce Monitoring Software is an essential tool in industrial productivity tracking, focused on improving employee productivity and streamlining workforce management. These AI-driven systems analyze employee work patterns and monitor task durations, shift adherence, and safety compliance in real-time. They also enhance worker safety through PPE detection, digital geofencing, and alert mechanisms that ensure personnel remain within safe and authorized zones. By utilizing workforce analytics, organizations can identify performance gaps, optimize labor allocation, and support data-driven decision making, leading to a more transparent, efficient, and safer work environment with improved operational performance.
Production Monitoring System
Production monitoring systems are essential for productivity tracking in manufacturing and industrial environments. They track, record, and analyze production process performance across production and assembly lines, identifying areas for improvement. These systems monitor key metrics such as throughput, cycle times, defect rates, and machine utilization in real time, providing crucial insights into equipment efficiency, downtime, and quality control and ultimately boosting throughput and efficiency across sectors like automotive, FMCG, and electronics.
Process Monitoring System
Process Monitoring Software is designed to continuously track and analyze workflows, tasks, and operations throughout various production stages. It helps detect bottlenecks, delays, and deviations in real time, enabling manufacturers to optimize processes, improve task sequencing, and streamline workflows. This leads to enhanced throughput, reduced cycle times, and overall operational efficiency.
Finished Goods Inspection
Finished Goods Inspection is a quality control process that ensures products meet specified standards before shipment or sale. Using AI-powered computer vision and automated FG inspection systems, manufacturers can quickly detect defects, inconsistencies, and packaging errors. This improves product quality, reduces manual inspection errors, and enhances customer satisfaction by ensuring only compliant goods leave the production line.
Advantages of AI in Productivity Monitoring
As industries evolve to meet the demands of efficiency, scalability, and competitiveness, Artificial Intelligence (AI) is redefining productivity tracking. By automating data collection, enabling real-time analysis, and delivering actionable insights, AI allows organizations to track, understand, and improve productivity more effectively than ever before.
Here are the key advantages of applying AI in productivity monitoring:
Real-Time Monitoring
Real-Time Productivity Tracking enables continuous monitoring of operations by collecting and analyzing data as it happens. This immediate visibility allows organizations to detect inefficiencies, equipment malfunctions, or workflow disruptions before they impact production while providing instant alerts on any deviations. By facilitating prompt responses, real-time monitoring minimizes downtime, prevents quality issues, and keeps productivity on track.
High Accuracy and Consistency
AI-driven productivity tracking eliminates human error and bias by automating the collection and analysis of data. Using precise algorithms, AI reliably monitors performance metrics across all operations, ensuring consistent and objective measurement over time. This enables accurate benchmarking and fair assessment. Additionally, AI models continuously learn and improve, enhancing accuracy while minimizing false positives and missed issues.
Automated Reporting and Insights
AI automates the gathering, processing, and visualization of productivity data, generating real-time detailed reports and dashboards without manual effort. These automated insights identify trends, bottlenecks, and opportunities for improvement, enabling organizations to respond proactively and continuously optimize their operations.
Predictive Insights
AI analyzes historical and real-time data collected through Productivity Tracking software to identify patterns and forecast potential issues before they occur. With a user-friendly interface, managers can easily access these predictive insights to understand future risks to productivity levels, such as equipment failures or workflow bottlenecks. This allows for proactive planning and timely interventions, helping to prevent downtime and maintain consistent, efficient operations.
Improved Decision-Making
With accurate, real-time data available through AI-powered productivity tracking, managers can make smarter, faster decisions on scheduling, resource allocation, and equipment maintenance. AI identifies potential inefficiencies early, enabling proactive adjustments that prevent problems before they escalate, ultimately optimizing productivity and reducing downtime.
Enhanced Worker Engagement
AI-driven productivity monitoring offers transparent, real-time feedback that supports employee performance improvement rather than punishment. By providing clear metrics and actionable insights, it enhances the overall employee experience, promotes fair workload distribution, and boosts team performance. This approach fosters a culture of trust and motivation, encouraging workers to engage proactively with their tasks and collaborate more effectively.
Cost Reduction
Productivity tracking software with AI optimizes operations by minimizing downtime, improving resource allocation, and preventing costly errors. By enhancing overall efficiency and enabling proactive maintenance, AI-driven productivity monitoring helps lower operational expenses and maximize return on investment.
Conclusion
AI-powered real-time productivity tracking is transforming how organizations manage operations by providing continuous, accurate insights. This technology shifts businesses from reactive problem-solving to proactive decision-making, enabling smarter use of data to optimize efficiency, reduce downtime, and improve overall performance. Embracing AI in productivity monitoring is key to staying competitive and driving sustainable growth in today’s fast-paced environment.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
How Infrared-Based Monitoring Enhances Predictive Maintenance in Manufacturing
Introduction
As industries embrace digital transformation, predictive maintenance in manufacturing is shifting maintenance strategies from reactive to data-driven. By anticipating equipment failures before they occur, manufacturers can reduce unplanned downtime, lower maintenance costs, and extend asset life.
At the heart of these transformations lie advanced sensing technologies, and among them, infrared-based monitoring is proving to be a game changer. Infrared monitoring detects thermal anomalies in real time and enables early identification of potential faults in machinery and infrastructure. This non-contact technology provides continuous asset health tracking through early fault detection. As a result, IR monitoring is becoming a transformative tool in predictive maintenance, offering real-time insights that enhance reliability and efficiency across industrial operations.
The convergence of Computer Vision AI with the Internet of Things (IoT), Big Data Analytics, and automation has given rise to smart manufacturing, also known as Industry 4.0 and 5.0. Integrating advanced computer vision solutions in manufacturing has given manufacturers a crucial advancement to remain competitive and improve production efficiency.
Understanding Infrared-Based Monitoring
What is infrared monitoring?
Infrared-based monitoring is a non-contact condition monitoring technique that uses infrared sensors and thermal imaging cameras to detect infrared radiation emitted by objects. Since all equipment generates heat, this radiation can be captured and analyzed to assess the surface temperature of machine assets, helping identify early symptoms of wear, overload, or malfunction. This method is widely used in preventive maintenance programs to monitor critical components such as rotating equipment, kiln motors, and electrical systems. Additionally, it is commonly applied in hazardous areas where direct contact is unsafe, offering enhanced safety during inspections. Infrared monitoring is also effective for moisture detection in insulation and materials, supporting broader equipment health diagnostics and risk mitigation in challenging environments.
How do infrared cameras work?
Infrared cameras work by sensing heat (infrared radiation) emitted by objects. Everything with a temperature above absolute zero gives off some level of heat—even if it doesn’t feel hot to us. This heat is part of the infrared spectrum, a type of energy invisible to the human eye.
The camera uses infrared sensors to detect this invisible heat and convert it into an electronic signal. It then processes that signal into a thermal image (called a thermogram) that displays temperature differences using various colors. These images help us identify areas that are hotter or cooler than expected on equipment surfaces—enabling early detection of potential problems before they cause failures.
How infrared cameras detect thermal variations
Thermal imaging cameras measure temperature differences with high accuracy by mapping heat distribution within a scene. They detect hot spots, high-resistance connections, and overheating bearings, providing insights invisible to the naked eye. These tools are sensitive enough to track slight temperature trends, making them ideal for identifying potential equipment failures before they escalate into serious issues.
Computer Vision AI with Infrared Monitoring
Computer vision AI combined with infrared-based monitoring elevates predictive maintenance by enabling intelligent, automated analysis of thermal imaging data from IR cameras. While traditional infrared monitoring captures temperature variations, vision AI adds an advanced layer of interpretation—transforming raw thermal images into actionable insights without human intervention. AI algorithms automatically detect temperature anomalies, recognize patterns, and flag early signs of machine failure.
These algorithms are trained to identify complex patterns and subtle thermal anomalies within the infrared spectrum, such as uneven heating in refractories or developing hot spots in ladles used for molten metal handling. Early detection of issues like cracks, lining erosion, or overheating helps prevent costly equipment failures.
In hazardous areas where manual inspections pose safety risks, vision AI platform continuously scans equipment to detect issues like moisture intrusion or high-resistance electrical connections. By analyzing temperature trends over time, it can accurately predict failures, reduce false positives, adapt to changing conditions, and prioritize maintenance—optimizing preventive programs and minimizing unplanned downtime.
Ultimately, the combination of infrared sensors, thermal cameras, and computer vision AI offers a powerful, scalable solution for real-time condition monitoring of critical assets—ensuring safer operations, lowering maintenance costs, and extending the lifespan of valuable industrial equipment.
Key advantages of Infrared Monitoring over traditional monitoring methods
Early Fault Detection
Infrared monitoring identifies early symptoms such as overheating bearings, high-resistance connections, uneven heating, and other anomalies—well before they cause equipment failure. This early warning enables timely intervention, helping to prevent equipment damage and avoid costly downtime.
Non-Contact Inspection
Infrared temperature monitoring functions as a non-contact inspection tool. Thermal cameras measure the surface temperature of machine assets without any physical contact, making them safe for use around sensitive components, hot equipment, and in challenging environments.
Hazardous Areas Monitoring
IR cameras enable effective Infrared temperature monitoring in hazardous areas where manual inspections are dangerous or impractical. They detect temperature trends and anomalies remotely, reducing maintenance costs and protecting personnel from exposure to extreme heat, toxic materials, or explosive atmospheres.
Reduced Downtime
IR monitoring accurately detects problems by continuously tracking temperature trends, enabling proactive preventive maintenance. This approach reduces unplanned downtime and production losses by allowing timely and targeted maintenance interventions.
Lower Maintenance Costs
Targeted inspections using a thermal imager help determine the condition of critical components like refractories, kilns, and electrical systems. Early detection minimizes unnecessary repairs and lowers equipment repair costs while extending equipment life, leading to significant cost savings.
Real-Time Condition Monitoring
Real-time temperature tracking through infrared sensors and thermal cameras provides ongoing insights into equipment health. This allows operators to make informed decisions based on current operating conditions and thermal data.
Moisture Detection
Infrared monitoring can also detect the presence of moisture within insulation and refractory materials by analyzing subtle temperature variations. This helps prevent corrosion, structural degradation, and further equipment damage.
Energy Efficiency
Infrared temperature monitoring identifies insulation leaks, heat loss, and thermal inefficiencies by detecting abnormal infrared radiation emitted from equipment and surfaces. Through precise temperature measurement and thermal imaging, it reveals energy-wasting hotspots invisible to the naked eye—enabling corrective actions that enhance energy performance and reduce utility costs.
Applications of infrared temperature monitoring Manufacturing
Refractory Monitoring
In high-temperature industries such as steel and cement, infrared-based monitoring detects uneven heat distribution, hot spots, and lining erosion in refractory materials, including those in kilns and furnaces. By capturing infrared radiation and monitoring surface temperatures with thermal imaging cameras, operators can identify early signs of damage and schedule timely repairs—enhancing equipment reliability and safety.
Ladle Monitoring
IR cameras monitor ladles in real time during molten metal handling. They help detect cracks, overheating, or wear in the refractory lining that could lead to hazardous failures. Timely detection improves condition monitoring, reduces the risk of unplanned outages, and extends the service life of these critical components.
Hazardous Area Monitoring
In hazardous environments—such as steel plants, chemical processing units, or areas near electric arc furnaces—where manual inspections pose serious safety risks, infrared cameras enable remote, non-contact monitoring of critical components. These systems detect issues like overheating, infrared anomalies, or moisture intrusion, significantly reducing the need for human presence in high-risk zones. This improves worker safety, enhances inspection accuracy, and ensures continuous condition monitoring in challenging conditions.
Raw Material Moisture Detection
Infrared monitoring combined with Vision AI detects moisture in raw materials such as coal, limestone, and sinter by identifying subtle temperature variations invisible to the naked eye. This real-time, non-contact method prevents fuel inefficiencies, material blockages, and equipment damage. It improves combustion stability, reduces fuel waste, lowers maintenance costs, and supports more sustainable, efficient production.
Production Line Optimization
IR monitoring combined with vision systems enables precise temperature measurement of surfaces across conveyors, furnaces, and molding systems. By tracking temperature trends in real time, these technologies help optimize load, maintain production quality, and prevent temperature range deviations that affect product uniformity. This integration contributes to smoother operations, improved equipment performance, and reduced material waste.
Flare operation
Infrared monitoring systems are widely used in flare operations to ensure safety, compliance, and efficiency. Their primary application is the real-time detection of flame presence, confirming that flaring is occurring as intended during routine operations or emergency pressure releases. They also monitor the pilot flame, which is critical to ensure immediate ignition of gases during flaring events. These systems help operators track flame size, shape, and temperature, supporting optimal combustion and minimizing smoke and harmful emissions. Additionally, infrared systems enable remote monitoring from control rooms, reducing risk to personnel and improving situational awareness. By integrating with analytics and alarm systems, they also support predictive maintenance and rapid response to flare system malfunctions.
Conclusion
Adopting infrared-based monitoring empowers manufacturers to enhance operational efficiency, improve equipment reliability, and reduce costly downtime. By leveraging advanced thermal imaging cameras and infrared sensors, companies gain real-time insights into asset health, enabling proactive maintenance and safer inspections—even in hazardous environments. Embracing this technology is a crucial step toward smarter, more sustainable manufacturing operations that drive productivity and lower maintenance costs.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
The Role of AI for Process Optimization in the Manufacturing Sector
Introduction
In today’s fast-paced industrial landscape, manufacturers face mounting pressure from all sides—rising global competition, increasing consumer demand, and a growing emphasis on sustainability and environmental compliance. Amid these challenges, maintaining high product quality and profitability has become a difficult balancing act.
With tight operating margins, volatile supply chains, and increasing pressure for lean, environmentally responsible production, manufacturers face an urgent need for process optimization—the systematic refinement of inputs, resources, and workflows to maximize output while minimizing costs and waste.
To meet this demand, manufacturers are now leveraging AI-powered process optimization tools that enable systems to intelligently adapt, respond to real-time conditions, and continuously improve operations. These tools support smarter decision-making and help align daily performance with long-term goals around sustainability, compliance, and profitability.
Understanding Process Monitoring
What is process monitoring?
Process monitoring refers to the continuous and systematic collection, analysis, and interpretation of data from manufacturing or production systems to track operational performance. It involves observing variables such as machine behavior, material flow, environmental conditions, operator actions, and many more, as needed and required, through sensors, vision systems, and control software.
The core objective of process monitoring is to ensure that production processes remain within defined parameters, enabling early detection of deviations, inefficiencies, and potential failures. This allows manufacturers to maintain consistent process stability, minimize downtime, and uphold product quality in real time.
By integrating advanced technologies like AI, machine learning, and edge computing, modern process monitoring goes beyond basic data logging. It transforms raw data into actionable insights that support predictive maintenance, automated decision-making, and continuous process optimization.
Why Process Monitoring Is Essential?
Effective process monitoring is central to continuous improvement and operational efficiency. It enables manufacturers to:
Track deviations from set parameters
Identify emerging faults or bottlenecks
Ensure compliance with safety and quality standards
Make proactive adjustments before issues escalate
This real-time visibility becomes especially powerful when integrated with AI-driven systems, enabling predictive insights and intelligent automation.
Why It’s Foundational for AI Process Optimization?
Without accurate and timely data, AI-powered process optimization simply isn’t possible. Process monitoring provides the critical, real-time inputs that fuel intelligent algorithms, enabling AI systems to detect inefficiencies, forecast failures, and fine-tune operations dynamically. In essence, it transforms monitoring from a passive activity into a strategic advantage.
Types of Process Monitoring system
Effective manufacturing process monitoring is fundamental to ensuring operational excellence, product consistency, and proactive maintenance. Leveraging advanced process monitoring tools and software, manufacturers can gain real-time visibility into various aspects of production, helping to prevent costly downtime and quality issues. Below are the core types of process monitoring systems deployed across modern industrial setups:
Visual Monitoring
Visual monitoring systems, powered by Vision AI, utilize advanced computer vision and deep learning techniques to interpret visual data from cameras and sensors. These monitoring systems enable real-time detection of anomalies, such as surface defects, misalignments, foreign objects, or safety violations (e.g., missing PPE). They serve as a powerful layer of intelligence for quality control, safety assurance, and process optimization.
Condition Monitoring
Condition monitoring involves the continuous assessment of equipment health by tracking parameters such as vibration, temperature, and pressure. It supports predictive maintenance strategies by identifying early signs of wear or failure, helping to minimize unplanned downtime and extend asset lifespan. Common technologies include vibration sensors, thermal imaging cameras, and acoustic sensors.
Quality Monitoring
Environmental monitoring tracks critical ambient conditions—such as temperature, humidity, air quality, and emissions—that can impact process stability, regulatory compliance, and product integrity. It is particularly vital in industries with strict environmental or safety standards, including pharmaceuticals, food and beverage, and electronics.
Environmental Monitoring
Environmental monitoring tracks critical ambient conditions—such as temperature, humidity, air quality, and emissions—that can impact process stability, regulatory compliance, and product integrity. It is particularly vital in industries with strict environmental or safety standards, including pharmaceuticals, food and beverage, and electronics.
Operational Monitoring
Operational monitoring provides visibility into day-to-day production activities, including machine uptime, throughput, material handling, and operator performance. Leveraging tools such as Manufacturing Execution Systems (MES), Industrial IoT platforms, and real-time dashboards, this form of monitoring helps manufacturers identify bottlenecks, optimize workflows, and drive productivity improvements.
Energy Monitoring
Energy monitoring focuses on tracking and analyzing power consumption across machines, lines, or entire plants. It plays a critical role in reducing operational costs and supporting sustainability objectives by identifying inefficiencies and optimizing energy use in real time.
How Real-Time Process Monitoring Works
Real-time process monitoring relies on continuous data collection through sensors, vision systems, or IoT devices—any of which can be employed depending on production requirements. These systems track critical parameters such as temperature, pressure, and vibration, while AI-powered vision systems capture high-resolution images and videos to inspect product quality and detect surface defects in real time.
All this data is aggregated by specialized process monitoring software, which consolidates inputs from diverse sources into unified, real-time dashboards. These platforms enable operators and managers to visualize key performance indicators, detect anomalies, and receive actionable alerts instantly.
At the core of this system are advanced AI algorithms that enable:
Instant anomaly detection by analyzing sensor data and visual inputs to identify deviations from normal patterns immediately.
Dynamic process tuning, where AI continuously adjusts machine parameters to optimize efficiency and maintain quality.
Predictive alerts that forecast potential failures or defects, allowing for proactive maintenance and corrective actions.
By combining sensor data and vision system insights, real-time process monitoring improves uptime by preventing unexpected failures, increases throughput through optimized control, and ensures consistent quality by catching defects early in the production process. This integrated approach fosters smarter, more resilient manufacturing operations.
How AI in Process optimization works
In modern manufacturing, traditional methods of process control are no longer sufficient to keep pace with the demands for speed, efficiency, and quality. AI-powered process monitoring introduces a new level of intelligence—providing manufacturers with real-time visibility, predictive insights, and autonomous decision-making capabilities across the production line.
Real-Time Anomaly Detection and Root Cause Analysis
AI models learn normal process patterns by analyzing historical data and monitoring real-time operations to detect subtle deviations such as temperature or pressure fluctuations. This early detection helps prevent equipment failures and product defects. AI also speeds up root cause analysis by recognizing complex data patterns, allowing faster resolution and avoiding repeat issues.
Predictive Maintenance and Asset Optimization
Instead of fixed maintenance schedules, AI uses sensor data to predict when equipment parts will likely fail. This enables condition-based maintenance, reducing unnecessary service and minimizing costly downtime. Predictive maintenance also extends equipment life and improves overall machine utilization.
Closed-Loop Process Control and Optimization
AI doesn’t just monitor—it actively optimizes by dynamically adjusting machine settings based on real-time data. This includes fine-tuning feed rates, temperatures, and robotic movements to maintain peak efficiency. The result is increased throughput, consistent quality, and lower waste and energy use.
Enhanced Quality Assurance
AI-powered vision systems inspect products quickly and accurately, detecting defects such as surface flaws and dimensional errors. This enables 100% inline inspection without slowing production, faster corrective actions, and automated defect tracking for improved quality control.
Integrated Data Visibility and Decision Support
AI consolidates data from machines, sensors, and enterprise systems into unified dashboards with predictive insights. This holistic view supports better decision-making, performance benchmarking, resource optimization, and continuous operational improvements.
Benefits of AI for Process Optimization
Increased Efficiency
AI-powered real-time process monitoring continuously collects process data across the production line, tracking multiple variables to identify bottlenecks and optimize resource allocation. By leveraging an effective production monitoring system or process monitoring software, manufacturers can streamline processes and reduce manual effort. This results in improved efficiency, shorter cycle times, and better resource utilization throughout the manufacturing processes.
Enhanced Quality
With AI-driven quality control and real-time monitoring systems, production managers gain a comprehensive view of product quality. Vision systems and sensors provide high-resolution data for detecting surface defects and anomalies early in the production process. Continuous process monitoring ensures consistent product quality, reduces scrap rates, and helps meet stringent industry regulations, ultimately boosting customer satisfaction.
Reduced Downtime
Predictive maintenance, powered by machine learning algorithms analyzing production data from sensors and programmable logic controllers, enables manufacturers to anticipate equipment failures before they happen. This proactive approach reduces unplanned downtime and lowers maintenance costs, contributing to operational excellence and higher uptime across industrial processes.
Adaptive Operations
AI algorithms dynamically tune process parameters based on real-time data collected from IoT devices and vision systems. This allows manufacturing facilities to respond quickly to variations in quality or operational conditions, maintaining optimal performance and streamlining business processes.
Cost Savings
By optimizing existing processes through real-time visibility and actionable insights, AI-driven process monitoring systems help reduce energy consumption, scrap, and unnecessary maintenance. Integration capabilities that consolidate data from multiple systems enhance the ability to make data-driven decisions, resulting in significant cost reductions.
Data-Driven Decision Making
An effective production monitoring system consolidates sensitive data and key performance indicators into unified dashboards, empowering production managers and business leaders with valuable insights. This real-time insight supports informed decisions that drive continuous improvement and optimize performance, aligning with overall business requirements.
Scalability and Flexibility
Modern production monitoring solutions offer integration capabilities that support scaling across multiple production lines and manufacturing facilities. This flexibility enables businesses to implement real-time production monitoring tailored to their unique operations, fostering long-term business success.
Real-World Use Cases of AI in Process Optimization
Raw Material Tracking
In the steel industry, undetected raw material size inconsistencies, high moisture content, and delayed, inaccurate manual sampling disrupt furnace and boiler operations. Implementing AI-based raw material monitoring enables continuous analysis, increases sampling frequency by 500×, and eliminates the 8-hour reporting delay. This process optimization has significantly enhanced operational efficiency and production stability.
In cement manufacturing, kilns often become dusty or overheat due to raw material and process variations, leading to excessive energy use and reduced operational efficiency. To address this, an AI-powered kiln process monitoring system leverages live camera feeds and computer vision to continuously track kiln conditions. It automatically classifies states—hot, dusty, or healthy—and provides optimal fuel rate recommendations, early warnings, and post-operation analysis. This enables proactive adjustments, improves kiln stability, speeds recovery from adverse conditions, and achieves measurable fuel consumption reduction.
Unmonitored conveyor systems often cause frequent breakdowns, unexpected downtime, and operational inefficiencies. Using a Conveyor Monitoring Systems for continuous conveyor belt surface monitoring, combined with specialized hardware and real-time insights, enables automated anomaly detection. Addressing conveyor health deterioration early ensures timely repairs, preventing further damage and avoiding unplanned downtime.
AI is no longer optional in manufacturing—it has become a critical competitive differentiator. By combining AI-driven process optimization with scalable and effective production monitoring tools, manufacturers can unlock new levels of efficiency, agility, and product quality. Embracing these technologies empowers businesses to stay ahead in a rapidly evolving industrial landscape, driving continuous improvement and operational excellence for the future.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
The Role of Machine Health Monitoring for Preventive Maintenance
Introduction
In today’s rapidly evolving industrial landscape, machine health monitoring has become a critical enabler of operational excellence. As machines form the backbone of manufacturing and production processes, any unexpected equipment failure can result in substantial financial losses, safety risks, and costly production downtime.
Traditional maintenance practices—particularly reactive and time-based strategies—often prove inadequate. They may lead to over-maintenance, inefficient resource use, or, worse, unforeseen breakdowns. In response, many organizations are adopting preventive maintenance: a proactive, scheduled approach aimed at minimizing the risk of equipment failure.
This article explores how the integration of machine health monitoring with preventive maintenance empowers manufacturers to reduce maintenance costs, extend equipment life, and enhance overall plant performance.
This blog explores how modern machine health tracking solutions support intelligent preventive maintenance, helping manufacturers lower maintenance costs, extend asset life, and improve overall plant reliability.
What Is Machine Health Monitoring?
Machine health monitoring is the process of continuously tracking the performance and condition of industrial equipment using real-time data to detect anomalies, predict failures, and optimize maintenance activities. Its core objective is to ensure operational reliability, prevent unplanned downtime, and enhance asset longevity.
At its foundation, machine health tracking involves collecting machine health data from key components and analyzing it to identify signs of wear, inefficiencies, or potential faults. This supports proactive maintenance strategies and enables timely interventions before issues escalate into critical failures.
What Machine Condition Monitoring System Should Monitor ?
Effective machine health monitoring begins with knowing exactly what to monitor. The right set of parameters can provide deep insights into machinery performance, detect anomalies early, and enable smarter maintenance decisions.
Here are the key machine conditions you should monitor:
Temperature: Monitoring temperature is crucial, as abnormal heat levels often indicate friction, poor lubrication, or electrical issues. Components like motors, bearings, gearboxes, spindles, hydraulics, and refractories are sensitive to heat and should be monitored in real time to prevent overheating and failure. Machine monitoring software detects variations early, enabling proactive maintenance and reducing unexpected downtimes.
Vibration: Vibration monitoring helps detect early signs of mechanical issues like imbalance, looseness, or bearing wear. It’s especially vital in rotating parts such as motors, fans, pumps, and compressors. A machine downtime monitoring system provides early alerts to prevent major breakdowns.
Noise: Noise monitoring can reveal mechanical anomalies such as wear, misalignment, or cavitation. Systems like gearboxes, fans, compressors, and conveyors often exhibit audible signs before failing. Machinery performance monitoring tracks noise changes and provides instant alerts.
Lubrication & Oil Quality: Failures from poor lubrication are a leading cause of wear and breakdowns. Monitoring lubricant quality, contamination, viscosity, and flow ensures smoother operation and prevents friction damage in gearboxes, hydraulics, and rotating equipment.
Pressure: Incorrect pressure may signal leaks, blockages, or seal failures that compromise system efficiency. Consistent monitoring is essential for compressors and pneumatic tools. The machinery monitoring software detects deviations and prevents operational disruptions.
Current & Voltage (Electrical Load): Current and voltage levels reflect motor health and electrical efficiency. Deviations often indicate motor issues or mechanical overload. Real-time monitoring allows early intervention to avoid failures in motors and electrical systems.
Speed & RPM: Monitoring speed and RPM ensures machines run at peak performance. Deviations may indicate slippage, overload, or control issues, especially in motors and conveyor belts. The equipment monitoring software tracks these in real time to reduce downtime.
Alignment and Balance: Proper alignment and balance are key for efficient operation. Misalignment increases wear on shafts, rotors, and couplings. Monitoring helps detect and correct issues early to avoid costly damage and downtime.
Wear and Tear: Monitoring components that degrade with use—belts, chains, tools, gears—is vital. Regular checks catch early damage signs, enabling timely maintenance and preventing unexpected failures.
Environmental Conditions: External factors like dust, humidity, and extreme temperatures impact equipment longevity. Monitoring environmental conditions ensures reliable operation, especially in harsh industrial settings.
Key Technologies Used in Measuring Machine Health
Vision AI (Artificial Intelligence in Computer Vision)
Vision AI utilizes high-resolution cameras and computer vision algorithms to monitor the physical condition of machinery, identifying visual signs of damage, wear, or malfunction, such as cracks, corrosion, and misalignment. It offers real-time monitoring of machine health, providing instant alerts upon detecting any deviations or anomalies. This non-invasive technology allows for the inspection of hard-to-reach areas, automatically identifying visual defects and improving safety through real-time anomaly detection. By enabling timely interventions, Vision AI helps prevent costly failures and enhances overall operational safety.
Sensors Monitoring
Sensors are critical for machine health monitoring, offering precise, real-time data for detecting mechanical and thermal anomalies. Vibration sensors (e.g., accelerometers) analyze frequency and amplitude shifts to identify issues such as imbalance, misalignment, and bearing faults in rotating equipment. Thermal sensors, including RTDs, thermocouples, and IR cameras, detect abnormal heat signatures indicating lubrication failures, electrical overloads, or component wear. Acoustic sensors, particularly ultrasonic types, capture high-frequency signals caused by internal defects like cracks, leaks, or cavitation. These sensors, when integrated with diagnostic software, enable accurate condition monitoring and support predictive maintenance workflows.
Edge Computing and IoT
Edge Computing and IoT enable scalable, real-time machine health monitoring by combining local processing with system-wide connectivity. Edge devices—such as industrial gateways and embedded systems—process high-frequency data from sensors and cameras directly at the machine level, minimizing latency and reducing bandwidth requirements. This allows for rapid anomaly detection and immediate response. IoT integration connects these edge nodes to a centralized platform, facilitating continuous data collection, remote diagnostics, and asset tracking across the plant. Together, they support predictive maintenance, real-time alerts, and autonomous decision-making without relying solely on cloud infrastructure, making operations more resilient and efficient.
Understanding Preventive Maintenance
Preventive maintenance (PM) is a proactive approach designed to maintain the operational efficiency and longevity of equipment through regular, scheduled maintenance activities. The goal is to reduce the likelihood of equipment failures by addressing potential issues before they become significant problems. This strategy involves routine inspections, cleaning, lubricating, adjusting, and replacing components based on manufacturer recommendations or operational usage, rather than waiting for an equipment breakdown.
Comparison with Reactive and Predictive Maintenance
Reactive maintenance occurs when equipment is allowed to run until it fails, leading to unplanned downtime, higher repair costs, and potential damage to other components. This method is inefficient, often resulting in emergency repairs and operational disruptions. In contrast, preventive maintenance (PM) proactively addresses issues through scheduled inspections and servicing, preventing breakdowns and minimizing costly downtime.
Predictive maintenance (PdM) uses real-time data from sensors to monitor equipment health and forecast potential failures based on actual machine conditions. Unlike preventive maintenance, which follows a fixed schedule, PdM targets only those machines showing signs of wear, making maintenance more data-driven and efficient. This condition-based approach allows for optimized maintenance schedules, reducing unnecessary interventions and focusing resources where they are most needed.
Scheduled preventive maintenance minimizes wear and tear by addressing potential issues before they escalate, ensuring efficient machine operation and a longer lifespan. It reduces downtime and costly emergency repairs, lowering the total cost of ownership (TCO). Preventive maintenance also optimizes resource utilization, labor costs, and energy efficiency, while reducing operational expenses by keeping equipment at peak performance and preventing major breakdowns. This approach enhances equipment longevity and improves cost-effectiveness in the long term.
How Machine Health Monitoring Supports Preventive Maintenance
Machine health monitoring plays a crucial role in optimizing machine performance and ensuring the reliability of manufacturing operations. By leveraging real-time data and historical data, this approach empowers maintenance teams to transition from reactive maintenance to condition-based maintenance, thereby significantly improving asset performance and reducing maintenance costs. Here’s how machine health monitoring works to support a proactive approach to preventive maintenance
Real-Time and Historical Data Enable Proactive Maintenance
Modern machine monitoring software collects real-time production data and historical data from equipment across the shop floor. This continuous data collection helps predict wear and tear, allowing maintenance to be scheduled before failures occur. The ability to track machine conditions in real time gives teams the visibility they need to act proactively, reducing machine downtime and extending equipment life.
Early Detection of Performance Degradation
Machine health monitoring tools are designed to detect early signs of machine failure, such as bearing wear, overheating, or misalignment. Using sensors to monitor these critical components, manufacturers can spot issues before they escalate, thereby preventing costly breakdowns. This early detection helps extend the lifespan of equipment, reduces machine downtime, and minimizes the risk of critical failures that could disrupt operations.
Condition-Based Preventive Maintenance
Unlike traditional time-based maintenance, condition monitoring allows for maintenance to be performed when certain thresholds are met. By continuously measuring machine health, manufacturers can set up condition-based maintenance schedules that trigger only when a machine’s performance starts to degrade. This ensures that maintenance is precisely timed, which reduces maintenance costs and improves overall equipment effectiveness (OEE).
Data-Driven Decision-Making
With the wealth of machine data collected over time, manufacturers gain valuable insights into the performance and health monitoring of their assets. This enables maintenance teams to make informed decisions based on real-time visibility and historical trends. By applying predictive analysis and leveraging machine learning algorithms, manufacturers can optimize asset performance and reduce unexpected downtime.
Prevents Catastrophic Failures
Effective machine health monitoring not only ensures smooth operations but also plays a critical role in enhancing workplace safety. By identifying potential issues before they become catastrophic failures, manufacturers can prevent accidents and avoid costly repairs. This proactive approach improves safety on the factory floor and ensures that machinery operates within safe machine conditions, ultimately reducing the risk of major equipment failures that could harm workers or the production process.
Key Benefits of Integrating Machine Health Monitoring for Preventive Maintenance
Lower Maintenance Costs: Shifting from reactive to preventive maintenance reduces emergency repairs, part replacements, and labor expenses. Timely interventions minimize wear and tear, helping maintenance teams manage costs more effectively.
Improves Asset Health & Reliability: Continuous machine monitoring ensures timely interventions, enhancing machine reliability and extending equipment lifespan. Better asset health results in fewer breakdowns and more consistent performance over time.
Enhances Equipment Performance: Monitoring key metrics like temperature, vibration, and load enables fine-tuning to maximize machine performance and efficiency. This supports improved overall equipment effectiveness (OEE) and operational stability.
Supports Data-Driven Decisions: Access to historical data and real-time production data enables better planning, predictive analysis, and resource allocation. These insights help engineers and operators make informed, strategic decisions.
Increases Overall Equipment Effectiveness (OEE): Reducing machine downtime and improving maintenance timing directly improves productivity and OEE performance. Higher OEE leads to better utilization of machines, labor, and operational capacity.
Improves Safety: Identifying risks such as overheating or mechanical stress early reduces the likelihood of critical failures. This enhances workplace safety and minimizes emergency incidents.
Optimizes Asset Performance Across the Facility: Integrated insights from machine health monitoring and preventive maintenance programs help optimize asset performance plant-wide. This ensures all machines across the factory floor operate efficiently, reducing bottlenecks and improving output.
Real-World Use Cases of Machine Monitoring Software
Crusher Blockages Monitoring
Crusher blockages, often caused by inconsistent feed or oversized material, lead to unplanned downtime, reduced output, and increased maintenance costs. Machine monitoring software uses real-time data to track power usage, feed rate, and vibrations—key indicators of machine performance. Early alerts help maintenance teams respond proactively, improving asset health, reducing failures, and keeping processing lines efficient.
Conveyor Belt Monitoring
Conveyor belts are vital for continuous operations but face issues like slippage, misalignment, and wear, leading to disruptions and high maintenance costs. With machine monitoring, sensors monitor speed, alignment, and motor load, offering real-time visibility into Conveyor belt health. This enables condition-based maintenance, boosts machine reliability, and minimizes unexpected downtime on the factory floor.
Refractory Monitoring
Refractory linings in furnaces wear over time, risking critical failures and safety issues. Machine monitoring systems use thermal sensors and data analysis to detect hot spots and structural wear early. This supports predictive maintenance, improves machine reliability, and helps maintenance teams reduce energy loss and downtime.
Ladle Management
Poor ladle tracking leads to heat loss, steel quality issues, and inefficient casting. Machine monitoring software gathers real-time data on ladle movement, temperature, and lining condition. Ladle Management ensures optimal usage, supports preventive maintenance, and enhances equipment effectiveness, ultimately improving overall asset health and reducing machine downtime.
Conclusion
Integrating machine health monitoring with preventive maintenance empowers industrial operations to shift from reactive to proactive strategies by using real-time data, sensors, and predictive analysis to detect potential issues before they cause unplanned downtime. This approach enhances equipment reliability, improves machine performance, reduces maintenance costs, and extends asset lifespan—delivering long-term gains in efficiency and operational stability. As part of ongoing digital transformation, adopting modern machine monitoring systems is key to optimizing asset performance and ensuring sustainable, high-performing manufacturing operations. Now is the time to assess your plant’s readiness and take the first step toward smarter maintenance.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
Industrial and manufacturing ecosystems are becoming increasingly complex, with vast networks of machines, sensors, and data sources that are difficult to manage. As businesses scale and diversify, the demand for greater efficiency, minimal downtime, and enhanced safety has driven the need for advanced monitoring agents that surpass traditional, manual methods.
This article provides an agent overview, comparing traditional monitoring agents with modern autonomous solutions and highlighting their functionalities and benefits.
Traditionally, monitoring systems relied heavily on human intervention and manual analysis, often leading to slow response times and inefficiencies. Today, there’s a clear shift toward intelligent, self-sufficient Agent-Based Monitoring powered by artificial intelligence (AI) and machine learning. These Autonomous Monitoring systems offer real-time insights, predictive maintenance, and the ability to optimize operations proactively.
This article provides an agent overview, comparing traditional monitoring agents with modern autonomous solutions and highlighting their functionalities and benefits.
This transition from conventional monitoring approaches to autonomous monitoring agents it’s a strategic shift in how industries manage and maintain operations. Autonomous monitoring agents can independently analyze vast data streams, detect anomalies, and make informed decisions in real time, unlocking new levels of productivity, safety, and operational efficiency across sectors.
Understanding Monitoring Agents
What is Agent-Based Monitoring?
Agent-based monitoring is a process that uses lightweight software components called agents to monitor, analyze, and respond to collect data in real-time with minimal or no human involvement. These agents are installed directly on the target environments such as machines, systems, or even workforce-related applications.
Once deployed, the agents continuously collect data, track system performance, monitor resource usage, and detect anomalies or failures. By being embedded directly within the systems they monitor, agents can offer deep, granular insights that are often not accessible through external tools or manual methods. This approach is essential in complex industrial and manufacturing environments where continuous monitoring, real-time responsiveness, and autonomy are critical for maintaining efficiency, uptime, and safety. The agent’s source code and configuration files are often available in repositories, providing transparency and customization options for users.
Role of Vision AI in developing Monitoring Agents
As industries strive towards greater autonomy and intelligence in monitoring operations, Vision AI is playing a key role in advancing how operations are monitored. Using cameras equipped with advanced AI algorithms to process and understand visual data, Vision AI enables systems to act as an automated pair of eyes within industrial environments. This allows for continuous visual monitoring, real-time analysis, and decision-making, all with or without human intervention.
Computer vision with AI enable the development of computer vision agent-based monitoring systems that provide 24/7 surveillance, over 95% accuracy, and autonomous analysis. Vision AI-based systems can monitor production processes, detect anomalies, and enable real-time decision-making without the need for human intervention.
Vision AI leverages techniques like object detection, image classification, and scene understanding to build fully autonomous, human-less monitoring agents. These systems offer real-time anomaly detection, pattern recognition, and behavioral analysis—extending monitoring beyond traditional data points to a more context-aware, visual approach. When integrated with agent-based systems, Vision AI delivers 24/7 surveillance, faster decision-making, and improved safety and efficiency across industrial environments.
Key Features of Agent-Based Monitoring
24/7 Autonomous Surveillance
Vision AI-powered monitoring agents enable 24/7 autonomous surveillance by continuously analyzing live video feeds without human intervention. These agents provide constant visibility across industrial environments, including hazardous or restricted zones, ensuring that anomalies, safety violations, or equipment issues are detected in real time. Unlike manual monitoring, they operate tirelessly around the clock, enhancing safety, reducing downtime, and maintaining seamless oversight—even during off-hours or in high-risk areas.
Real-Time Visual Analysis
Monitoring agents enable real-time visual analysis by instantly processing video and image data using advanced AI algorithms. These agents continuously observe the environment, detect anomalies, spot inefficiencies, and trigger alerts the moment an issue is identified. This immediate insight accelerates response times, reduces risks, and ensures timely corrective actions, significantly enhancing safety, reliability, and operational agility across industrial settings.
High Accuracy (95%+)
Agent-based monitoring achieve over 95% detection accuracy across a wide range of use cases, such as object recognition, process compliance, and behavior monitoring. This exceptional accuracy helps minimize false positives and ensures that critical events or anomalies are detected with high reliability. By providing precise and consistent monitoring, these agents significantly enhance operational efficiency, safety, and decision-making in industrial environments.
Predictive Insights
Agent-Based Monitoring provide predictive insights by analyzing visual data in real-time and identifying emerging trends or potential issues before they occur. By leveraging historical data, machine learning models, and advanced algorithms, these agents can predict future anomalies, failures, or performance degradation. This foresight enables proactive maintenance, reducing downtime and preventing costly breakdowns. Predictive insights help optimize operations, improve resource allocation, and ensure smoother workflows, ultimately enhancing the overall efficiency and reliability of industrial systems.
Application of Agent-Based Monitoring
Agent-based monitoring systems, particularly those powered by Vision AI, have a wide range of applications across various industries. These intelligent systems are designed to provide continuous, real-time surveillance, enhance decision-making, and improve operational efficiency. Here are some key applications:
While agent-based monitoring provides deep insights, agentless monitoring offers simplicity and flexibility, making it suitable for certain use cases.
Manufacturing & Production Monitoring
In manufacturing environments, agent-based monitoring systems offer continuous oversight of production lines, assembly operations, and equipment health. These AI-powered agents help detect inefficiencies, monitor performance, and ensure compliance with safety protocols. By identifying potential equipment malfunctions early, the system facilitates timely maintenance interventions, preventing costly downtime. Additionally, real-time data analysis optimizes throughput, reduces waste, and maintains consistent production quality. Ultimately, agent-based monitoring enhances operational efficiency, cuts costs, and ensures seamless, uninterrupted manufacturing processes.
Equipment Wear & Tear Detection
Agent-based monitoring systems detect early signs of wear and tear by analyzing visual data from cameras installed on machinery and equipment. These AI agents can identify issues such as cracks, leaks, and abnormal vibrations, allowing for timely preventive maintenance. By addressing potential problems before they escalate, the system helps avoid costly repairs and unplanned downtime. This proactive approach ensures the longevity of equipment, enhances operational reliability, and significantly contributes to overall cost savings.
PPE Compliance & Safety Monitoring
In hazardous environments, Vision AI monitoring agent play a crucial role in ensuring compliance with personal protective equipment (PPE) protocols. These agents can verify in real-time whether workers are wearing the required safety gear, such as helmets, gloves, and safety vests. By detecting non-compliance immediately, businesses can take prompt corrective actions to ensure worker safety and reduce the risk of accidents. This real-time monitoring solution not only enhances safety but also supports compliance with regulations, protecting both employees and the organization.
Process & Quality Control
Agent-based monitoring plays a vital role in upholding high-quality standards within manufacturing and production. By continuously analyzing each stage of the process, Vision AI agents can identify deviations, defects, or inconsistencies in real time. This early detection allows for immediate corrective actions, significantly reducing scrap rates and rework. As a result, businesses can ensure consistent product quality, enhance customer satisfaction, and streamline operations for greater efficiency and cost-effectiveness.
Supply Chain & Inventory Management
In warehouses and distribution centers, agent-based monitoring systems enable seamless inventory tracking and logistics management. These autonomous agents monitor stock levels, track goods movement, and detect anomalies such as theft or stock handling errors. By maintaining real-time visibility, businesses can optimize inventory levels, reduce shrinkage, and streamline their entire supply chain in warehouses and distribution centers with vision AI-powered agent monitoring.
Environmental Monitoring
Vision AI agents play a critical role in monitoring environmental safety, particularly in industries handling hazardous materials or operating under strict environmental regulations. These systems detect gas leaks, chemical spills, or temperature anomalies, ensuring rapid response to environmental hazards and supporting compliance with safety standards.
Energy Management
In industrial operations, energy consumption can account for a significant portion of operational costs. Vision AI monitoring agents are deployed to track and analyze energy consumption across industrial systems and machinery. They can identify inefficiencies in energy consumption, suggest areas for improvement, and help optimize energy use, leading to cost savings and a reduction in the carbon footprint.
Automated Security & Surveillance
Agent-based monitoring enhances facility security through real-time surveillance. These systems detect unauthorized access, suspicious behavior, and physical intrusions providing uninterrupted monitoring without human intervention. Integrated with facial recognition and anomaly detection, they ensure higher levels of safety and security across commercial and industrial spaces.
Predictive Maintenance
Leveraging real-time and historical data, Vision AI agents predict equipment failures before they occur. By identifying early warning signs such as wear, misalignment, or performance deviation, these systems trigger proactive maintenance, reducing unplanned downtime, cutting repair costs, and extending machinery lifespan.
Human Behavior Analysis
Vision AI agents monitoring human behavior in workspaces, helping ensure that workers follow safety protocols and work in accordance with established procedures. They can detect instances of fatigue, unsafe actions, or improper equipment handling, alerting managers to take appropriate action to prevent accidents.
Benefits of Advanced Monitoring Agent
Advanced monitoring agents, powered by Vision AI, provide a comprehensive solution to enhance industrial operations. These intelligent systems automate surveillance, data analysis, and decision-making, ensuring businesses achieve optimal efficiency, safety, and productivity.
Monitoring the availability of systems ensures that critical operations run smoothly and without interruption.
Advanced monitoring agents, powered by Vision AI, provide a comprehensive solution to enhance industrial operations. These intelligent systems automate surveillance, data analysis, and decision-making, ensuring businesses achieve optimal efficiency, safety, and productivity.
Increased Efficiency
Vision AI-powered monitoring agents transform traditional industrial monitoring by automating continuous observation and analysis. This eliminates the need for constant manual oversight, significantly reduces human error, and ensures optimal use of resources. The result is smoother workflows, faster issue resolution, and higher overall operational efficiency.
Ladle Monitoring
IR cameras monitor ladles in real time during molten metal handling. They help detect cracks, overheating, or wear in the refractory lining that could lead to hazardous failures. Timely detection improves condition monitoring, reduces the risk of unplanned outages, and extends the service life of these critical components.
Reduced Downtime
Agent-based monitoring systems powered by Vision AI enable real-time detection of abnormal patterns such as leaks, vibrations, overheating, or misalignments visual indicators often missed by traditional sensors. By identifying these issues early, the system allows for timely intervention before they escalate into serious failures. This proactive approach helps prevent unexpected breakdowns, reduces unplanned downtime, and ensures smoother, uninterrupted operations.
Cost Savings
Automation of monitoring processes leads to substantial cost reductions. By detecting anomalies early and reducing inefficiencies, Vision AI agents help avoid expensive repairs, limit production losses, and ensure better resource utilization. These benefits translate into measurable cost savings across operations.
Scalability
Vision AI agent-based monitoring systems are inherently scalable, allowing organizations to expand their oversight capabilities across multiple facilities, production lines, or geographies with minimal infrastructure changes. Since these agents operate autonomously and can be deployed through edge or cloud-based architectures, businesses can increase coverage without proportionally increasing manpower or operational complexity. This makes it easier to support growth while ensuring consistent monitoring standards and performance across all operations.
Data-Driven Insights
By processing large volumes of visual and contextual data, these agents uncover trends, detect inefficiencies, and offer deep insights into operational health. This intelligence allows businesses to continuously refine their processes, improve product quality, and drive long-term strategic improvements.
Conclusion
Building autonomous monitoring agents for industries represents a significant leap toward more intelligent, efficient, and cost-effective operations. By harnessing AI, machine learning, and IoT technologies, these agents provide real-time insights into machine health, prevent failures, optimize performance, and contribute to safer working environments. As industries continue to adopt these technologies, the future of autonomous monitoring agents looks promising, with ongoing advancements in AI and sensor technologies paving the way for even smarter systems.
The journey towards full autonomy in industrial monitoring is a long-term process, but with the right combination of data, AI, and domain expertise, companies can realize substantial gains in productivity, cost reduction, and operational efficiency.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Unlocking the Role of Vision AI in Mining Industry
Introduction
The mining industry, traditionally reliant on manual processes and heavy machinery, is now at the forefront of a digital revolution. Faced with increasing pressure to improve efficiency, ensure worker safety, and reduce environmental impact, mining companies are actively turning to artificial intelligence to transform their operations. One of the most transformative innovations in this domain is Vision AI—a convergence of computer vision, machine learning, and real-time data processing.
AI in the mining industry is not merely a trend; it’s a necessity. With vast operations often spread across remote and hazardous environments, real-time insights and automation are key to minimizing human error, optimizing production, and maintaining sustainability. AI technologies enhance safety, efficiency, and sustainability through applications like predictive maintenance of mining equipment, real-time PPE monitoring, and fire detection. AI’s ability to revolutionize the mining sector by enhancing safety, operational efficiency, and productivity is evident as Vision AI continues to transform every layer of modern mining operations.
Challenges Faced by the Mining Industry
The mining industry is capital-intensive, geographically dispersed, and operationally complex, making it particularly susceptible to risks that impact productivity, safety, and profitability. Below are the key technical challenges:
Inconsistent Raw Material Quality and Undetected Moisture
Variations in raw material quality, such as inconsistent particle size and moisture content, pose significant challenges in mining operations, particularly in mineral extraction and processing. Inconsistent raw material quality can disrupt downstream processes like smelting and refining, while undetected moisture in materials such as coal and iron ore can severely impact combustion efficiency. AI technology, including real-time monitoring and machine learning algorithms, analyzes raw material quality and moisture content, identifying patterns and providing actionable insights. This optimization improves fuel utilization, enhances productivity, and stabilizes operations by reducing variability and inefficiencies.
Foreign Particles and Sharp Objects
The presence of foreign materials like metal shards or oversized rocks in the feedstock can lead to equipment damage and operational delays. Real-time monitoring systems powered by AI can detect and eliminate such foreign particles, preventing costly damage to mining equipment.
Lack of Real-Time Monitoring Systems
Traditional mining operations rely on manual inspections, which often result in delayed identification of issues. AI-powered real-time monitoring systems provide continuous, automated detection and analysis of operational data. By identifying potential equipment failures, safety hazards, and inefficiencies early, AI enables faster responses and enhances operational efficiency, reducing downtime and risks across mining operations.
Inaccurate Stockpile Volume Estimation
Traditional methods of stockpile management often rely on manual measurements, leading to inaccurate estimations that disrupt mining inventory management and the supply chain. AI-powered systems and automation solutions offer real-time stockpile monitoring, utilizing advanced algorithms to provide precise volume estimates. By integrating AI into inventory management, mining companies can ensure accurate tracking of raw materials, improve material flow, and optimize inventory levels. This enhances supply chain efficiency, minimizes disruptions, and enables better decision-making in production planning, ultimately reducing costs and increasing operational productivity.
Delayed Fire Hazard Detection
Mining operations, especially those dealing with flammable materials, are susceptible to fire hazards. AI algorithms integrated with thermal cameras and sensors can detect fire risks early, improving safety by offering real-time alerts to prevent potential disasters.
Manual Safety Monitoring and SOP Compliance
Manual safety checks often result in human error and overlooked violations. AI technology in the mining industry can enhance SOP compliance by automating safety checks, ensuring that all operations meet safety protocols in real time and contributing to a safer working environment. Additionally, predictive maintenance systems using AI can anticipate equipment failures, allowing for timely repairs and reducing unexpected downtime.
Ineffective Access Control in Hazardous Zones
In mining operations, ineffective access control to hazardous zones often results in unauthorized entry, exposing workers to life-threatening risks. Manual monitoring is prone to human error, making it difficult to ensure consistent enforcement of safety protocols. In high-risk areas like blasting sites or heavy equipment zones, even a momentary lapse in oversight can lead to serious injuries or fatalities. The lack of real-time visibility and automated intervention leaves mining companies vulnerable to accidents, compliance violations, and operational disruptions.
Equipment Failures and Downtime
Mining equipment such as haul trucks, crushers, conveyors, and drilling rigs are prone to wear and tear in harsh conditions, often leading to unexpected failures and costly downtime. Predictive maintenance powered by machine learning enables real-time monitoring and early detection of potential issues. By analyzing equipment data, AI can predict failures before they occur, allowing for timely repairs. This approach minimizes unplanned downtime, reduces operating costs, and improves overall equipment efficiency.
Worker Safety
Ensuring worker safety is critical in mining due to the hazardous environment. AI-driven safety monitoring systems track compliance with safety protocols, such as the use of personal protective equipment (PPE) and access to restricted areas. These systems continuously monitor workers in real-time, issuing immediate alerts for non-compliance or unsafe conditions, thereby reducing accidents and ensuring a safer work environment.
Fragmented Data Infrastructure
Many mining companies still operate with outdated, siloed systems that hinder effective data analysis and decision-making. AI technology can help integrate these fragmented data sources into a unified platform, enabling real-time access to operational data. By leveraging AI for predictive analytics, mining companies can enhance operational efficiency, optimize resource use, and reduce costs, all while improving decision-making and responsiveness.
Environmental Compliance and Monitoring
Environmental regulations in the mining industry are strict, and non-compliance can result in significant penalties. AI systems continuously monitor environmental factors like air quality, water usage, and waste management, using predictive analytics to detect potential violations. This proactive approach helps mining companies ensure compliance with regulations while minimizing their environmental footprint and avoiding costly penalties.
What is Vision AI and How It Works in Mining Sectors
Vision AI integrates computer vision, AI algorithms, and machine learning models to interpret visual data and automate decisions in real-time. In the mining industry, Vision AI solutions are typically deployed in high-risk zones to enhance monitoring systems and ensure efficient operations.
Environmental Compliance and Monitoring
Cameras: High-resolution RGB-D, infrared, and LIDAR cameras capture detailed visual data, including depth, heat, and surface structure.
AI/ML Models: Advanced machine learning algorithms process visual data to detect anomalies, identify objects, and generate alerts.
Edge Computing: Enables real-time data inferencing directly at the source to reduce latency.
Dashboards & Analytics: Centralized control rooms access actionable insights through custom dashboards for data analysis and reporting.
Integration with Plant Systems
Vision AI systems seamlessly integrate with SCADA, PLCs, and MES platforms, ensuring a bi-directional flow of data between AI tools and existing control infrastructure.
Vision AI-driven Mining Automation
Vision AI-driven mining automation leverages advanced computer vision and machine learning algorithms to process high-resolution video feeds from strategically placed industrial cameras across the mine site. These AI systems are designed to detect and classify a wide range of operational elements — including vehicle movement patterns, raw materials flow, mining equipment conditions, and human activity. By integrating with data infrastructure and other monitoring systems, Vision AI enables real-time monitoring and predictive analytics, identifying anomalies such as conveyor belt misalignment, material spillage, and mechanical wear and tear on crushers or haul trucks. These AI algorithms analyze vast amounts of operational data to optimize dispatch planning, reduce idle time, and improve overall equipment effectiveness (OEE), leading to significant cost savings and reduced operating costs across mining operations.
On the safety and maintenance front, Vision AI enhances worker safety by digitally geofencing hazardous environments and issuing real-time alerts in case of PPE non-compliance or unauthorized access. The technology ensures a safer working environment by minimizing human error through continuous real-time data analysis. In underground or remote mining activities thermal and infrared cameras paired with artificial intelligence detect early signs of fire, gas leaks, or smoke, which are difficult to identify through traditional systems. These AI monitoring platforms also support proactive maintenance by identifying potential equipment failures before they occur, reducing maintenance costs and unplanned downtime. Additionally, continuous monitoring of slopes helps in predicting potential hazards like rockfalls, contributing to improved safety, more efficient operations, and enhanced operational efficiency across the mining sector. As mining companies embrace AI technology, Vision AI plays a crucial role in modernizing the mining industry for a smarter, safer, and more sustainable future.
Applications of Vision AI in Mining Operations
Vision AI integrates computer vision, AI algorithms, and machine learning models to provide intelligent, automated, and real-time monitoring of complex mining environments. By leveraging advanced sensors, cameras, and AI models, Vision AI enhances operational efficiency, safety, and decision-making across various mining processes. AI technologies play a transformative role in the mining industry by using data to predict outcomes, such as equipment failures and safety hazards, thereby improving operations. AI’s ability to revolutionize mining processes through predictive maintenance and autonomous machinery significantly enhances productivity and reduces downtime. Below are the key applications of Vision AI in the mining industry:
Raw Material Monitoring
Vision AI plays a pivotal role in monitoring the quality of raw materials such as ores and Direct Reduced Iron (DRI) pellets. Using RGB-D cameras and sophisticated AI models, Vision AI continuously detects and analyzes the particle size distribution. This ensures that materials fed into the processing units are of optimal size, which directly impacts the efficiency of downstream processes like smelting or refining. Moreover, it helps in detecting oversized particles and fines, preventing issues like clogging, inefficient processing, or equipment wear.
Moisture Detection
Moisture content is a critical factor in mining operations, particularly in coal and iron ore processing, where it significantly affects combustion efficiency. Infrared thermal imaging combined with AI models allows Vision AI to detect moisture levels in raw materials by classifying them into categories like High, Medium, and Low. By providing real-time data, Vision AI helps maintain consistent combustion conditions, which optimizes energy use and minimizes inefficiencies.
Foreign Particle & Sharp Object Detection
The presence of foreign particles—such as metal fragments, large rocks, or sharp-edged debris—in mining operations is a serious concern, as it can cause significant damage to equipment, including conveyor belts and crushers. Vision AI enables real-time scanning of conveyor belts using cameras equipped with machine learning algorithms to automatically detect and identify these foreign materials. Upon detection, the system can automatically stop the conveyor via digital outputs, preventing potential damage to expensive mining equipment and ensuring continuous operations.
Conveyor Belt Condition Monitoring
Conveyor belts are integral to the material handling process in mining. However, wear and tear due to continuous operations can lead to costly downtime. Vision AI uses multi-camera systems to continuously monitor the condition of conveyor belts. The belt monitoring system is capable of detecting early signs of damage, such as cracks, misalignments, tears, or edge damage, and provides alerts for immediate intervention. By proactively addressing belt issues, mining companies can reduce maintenance costs and prevent unexpected downtimes, ensuring smooth and efficient material transport.
Stockpile Volumetric Analysis
LIDAR (Light Detection and Ranging) systems paired with Vision AI can generate highly accurate 3D maps of raw material stockpiles. These maps enable precise measurements of mass and volume of stockpiled materials, which is crucial for mining inventory management and planning. With Vision AI’s ability to monitor stockpile changes over time, mining companies can optimize their supply chain by ensuring that stockpile levels are adequate and material handling operations are aligned with production needs.
Pre-Emptive Fire Detection
Fires in mining operations can be catastrophic, particularly in areas near boilers, fuel storage, and material loading zones, where high-temperature risks are prevalent. Vision AI uses a combination of infrared and optical video feeds to identify thermal hotspots and smoke early on. By detecting potential fire hazards in real-time, Vision AI allows operators to take immediate action, minimizing the risk of damage, downtime, and even fatalities. This proactive approach to fire safety enhances the resilience of mining operations in high-risk areas.
SOP Monitoring
Standard Operating Procedures (SOPs) are essential for ensuring that mining operations are conducted safely and efficiently. Vision AI can be used to monitor worker behavior in operational zones to ensure compliance with these procedures. For example, if a worker initiates a machine start-up without following the proper safety checks, Vision AI triggers an alert for immediate intervention. This automation helps reduce human error, enhances operational efficiency, and ensures that safety protocols are strictly adhered to in real time.
PPE Compliance Monitoring
Ensuring worker safety is paramount in mining, where hazardous conditions prevail. PPE detection system with vision AI are equipped to detect and track the presence of Personal Protective Equipment (PPE) such as helmets, harnesses, gloves, and reflective vests on workers in real time. The AI system can also verify the identity of workers and automatically log PPE violations, sending real-time alerts to supervisors for prompt corrective actions. By enforcing PPE compliance, Vision AI contributes to maintaining a safer working environment.
Digital Geo-Fencing
In high-risk areas, such as around machinery or hazardous zones, it is essential to ensure that only authorized personnel access the space. Vision AI enables virtual geo-fencing, creating digital boundaries around such areas. The system uses video and coordinate mapping to continuously monitor the boundaries. If any unauthorized personnel or vehicles attempt to enter these high-risk zones, the system triggers real-time alerts, ensuring that access is strictly controlled and that safety protocols are upheld.
Benefits of Vision AI in Mining Operations
The integration of Vision AI into mining operations has become a game-changer, driving significant improvements in efficiency, safety, compliance, and cost reduction. By leveraging the power of AI, computer vision, and machine learning, mining companies can enhance their operational capabilities, optimize resource usage, and boost productivity. Here’s an in-depth look at the transformative benefits Vision AI brings to the mining industry:
Proactive Operations and Predictive Maintenance
One of the most impactful benefits of Vision AI is its ability to shift mining operations from reactive maintenance to predictive maintenance. Traditional approaches often involve waiting for equipment to fail before performing repairs, leading to unplanned downtime and costly repairs. With Vision AI, early signs of anomalies such as wear and tear, overheating, or misalignment are detected in real-time using advanced machine learning models and computer vision.
Predictive maintenance enables operators to take proactive measures, addressing potential issues before they lead to failures.
This shift significantly reduces maintenance costs, minimizes downtime, and increases uptime, ultimately enhancing the operational efficiency of mining equipment and processes.
Enhanced Safety and Compliance
Ensuring worker safety is a top priority in the mining industry, given the high-risk environments miners operate in. Vision AI plays a critical role in continuously monitoring and enforcing safety protocols, such as PPE compliance and Standard Operating Procedures (SOPs).
Vision AI tracks workers’ PPE (Personal Protective Equipment) in real-time, ensuring that helmets, gloves, harnesses, and reflective vests are always worn.
By automating SOP enforcement, Vision AI helps to ensure that safety guidelines are strictly followed, minimizing the risk of accidents caused by human error.
Moreover, it continuously monitors for potential hazards such as equipment malfunctions, hazardous material exposure, or unsafe worker behavior.
By reducing Vision AI and minimizing human error, Vision AI ensures safer working environments, protecting both personnel and equipment.
Data-Driven Insights for Process Optimization
Vision AI continuously captures real-time data from various sensors, cameras, and monitoring systems deployed across the mining site. This data is then analyzed using AI algorithms to generate valuable insights that can be used to optimize mining operations.
The real-time data allows for better-informed decision-making regarding resource allocation, production scheduling, and maintenance planning.
Integration with existing systems like SCADA and control systems further enhances automation across the mining site, enabling optimized process management and resource utilization.
These data-driven insights also support operational transparency, allowing mining companies to identify inefficiencies, streamline workflows, and improve process efficiency.
End-to-End Visibility Across the Supply Chain
Vision AI offers end-to-end visibility across the entire mining supply chain, from the moment raw materials are mined to their final stockpiling and processing.
Raw material monitoring ensures consistent quality and size distribution from ore extraction to delivery.
Stockpile volumetric analysis helps accurately measure mass and volume, ensuring proper inventory management and effective resource allocation.
Vision AI also provides real-time insights into the mining environment, monitoring environmental factors such as dust levels, moisture content, and temperature.
This comprehensive supply chain visibility enables mining companies to improve logistics, optimize resource allocation, and streamline operations across multiple mining sites.
Significant Cost Savings
Cost optimization is a key consideration for mining companies operating in competitive markets. Vision AI provides substantial cost savings by reducing labor requirements, minimizing equipment breakdowns, and lowering repair costs.
Automated monitoring systems reduce the need for manual inspections, allowing workers to focus on higher-value tasks.
Anomaly detection helps identify and address potential issues with equipment, reducing unplanned maintenance and avoiding costly repairs.
Furthermore, optimized material usage and minimized waste lead to more efficient use of resources, improving the bottom line and boosting profitability.
Conclusion
The mining industry stands at the threshold of digital transformation. While traditional methods still dominate, their limitations are increasingly evident in a world that demands speed, precision, and safety. Vision AI offers a compelling alternative—turning passive visuals into actionable intelligence, reducing risks, and driving efficiency.
From real-time particle sizing and conveyor belt monitoring to fire detection and PPE compliance, the applications are vast and impactful. Mining companies that adopt Vision AI today will not only solve current challenges but also future-proof their operations.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
In the manufacturing world, every minute of inactivity translates into lost production, increased costs, and delayed deliveries. That’s why uptime in manufacturing, the time during which machines, lines, and systems are fully operational is a critical performance metric. It directly influences Overall Equipment Effectiveness (OEE), plant profitability, and customer satisfaction.
Whether you’re running an automotive assembly line, a cement kiln, or a chemical reactor, plant uptime directly affects your bottom line. When critical assets fail unexpectedly, not only does production halt, but safety and quality may also be compromised. However, maintaining high uptime is not easy. From unplanned machine breakdowns to delayed maintenance and human error, downtime can strike in various forms.Despite its importance, many manufacturers still rely on outdated, reactive strategies to maintain equipment uptime. Traditional maintenance techniques are often inefficient, leaving room for improvement.
Fortunately, Artificial Intelligence (AI) is emerging as a transformative force, empowering manufacturers to predict failures, detect anomalies, and drive near-zero unplanned downtime.
Root Causes of Downtime in Manufacturing
One of the most pressing challenges in modern manufacturing is minimizing unplanned downtime, which directly impacts production output, operational costs, and customer satisfaction. A single hour of unscheduled downtime can result in thousands of dollars in lost revenue, not to mention long-term damage to equipment life, product quality, and overall equipment effectiveness (OEE). Improving uptime in manufacturing requires a detailed understanding of what causes systems to fail in the first place.
Below, we explore the key root causes of downtime and the limitations of traditional maintenance strategies that affect machine uptime and plant availability.
Mechanical and Electrical Equipment Failures
Machine breakdowns due to mechanical wear, electrical faults, or component fatigue are among the leading causes of downtime. These failures often occur without warning and disrupt the entire production process, leading to bottlenecks across the production line. The lack of real-time insights into equipment performance makes it difficult to proactively plan interventions.
While preventive maintenance helps mitigate some risks through periodic maintenance, it often results in unnecessary service of high quality machines that are still functioning optimally—or worse, it fails to catch imminent failures between intervals.
Reactive or Ineffective Maintenance Strategies
Many facilities still rely heavily on time-based maintenance or manual inspections, leading to delayed interventions and missed failure warnings. This reactive model is not only inefficient but also increases maintenance costs, labor efforts, and risk of unexpected machine breakdowns. Additionally, fragmented maintenance processes can hinder coordination among the maintenance team, resulting in prolonged recovery times.
Without the support of a computerized maintenance management system (CMMS), it becomes nearly impossible to centralize data, standardize maintenance activities, or track failure codes across assets—thus compromising machine availability and equipment effectiveness.
Lack of Real-Time Visibility and Condition Monitoring
Subtle deviations—like abnormal vibrations, slow temperature drifts, or slight fluid leaks—often precede major failures. However, legacy systems lack the ability to perform real-time condition monitoring or contextualize equipment data across machines and sensors. As a result, early warnings are either missed or misdiagnosed, leading to full-scale equipment downtime.
Moreover, without AI-driven insights, traditional systems are unable to correlate multiple variables, making it difficult to uncover the root causes behind recurring breakdowns and reducing the ability to increase uptime effectively.
Human Error and SOP Non-Compliance
Operators and maintenance technicians are integral to maintaining equipment uptime, but human error remains a consistent challenge. Errors include:
Skipping daily inspection routines
Misinterpreting sensor readings
Failing to follow standard operating procedures
Not logging anomalies or minor faults
These oversights may seem trivial, but they often snowball into larger failures. Emphasizing operator ownership, automating SOP compliance checks, and reinforcing safety protocols are essential for reducing machine downtime.
Lack of Equipment Redundancy and Failover Mechanisms
Many manufacturing plants operate on lean inventories and just-in-time production models. While efficient, this leaves little room for equipment redundancy. A single point of failure—such as a cooling fan or power supply—can bring an entire production facility to a halt. Without backup systems, even minor failures result in substantial losses in production time and efficiency.
Ineffective Maintenance Planning and Communication
Downtime is also exacerbated by poor planning and communication. If the maintenance program lacks structured workflows, clear roles, or prioritization rules, then critical tasks may be delayed, misassigned, or repeated unnecessarily. This also leads to confusion around parts availability, replacement parts, and workload distribution across the maintenance staff.
Implementing an integrated computerized maintenance management system not only streamlines maintenance work, but also enables centralized task tracking, automated scheduling, and efficient resource allocation.
How AI Addresses Uptime Challenges
Predictive maintenance strategies
Predictive maintenance strategies powered by AI analyze equipment data to forecast failures before they cause disruptions. Machine learning models use real-time sensor/visual inputs—such as vibration, pressure,video feeds and temperature—to estimate the Remaining Useful Life (RUL) of machines. These insights enable proactive scheduling of maintenance activities, reducing unplanned downtime and improving equipment uptime. By shifting from preventive maintenance to predictive models, manufacturers can enhance equipment performance, extend equipment life, and support a more efficient maintenance program.
Real-Time Anomaly Detection
AI-based real-time anomaly detection monitors continuous data streams for deviations from normal operating conditions. These systems use time-series and visual data to identify subtle shifts—like a spike in motor temperature or pressure variance—well before a fault occurs. Integrating Vision AI with sensor-based analytics enables anomaly detection across machines, materials, and operator behavior. This reduces unscheduled downtime, strengthens machine uptime, and gives maintenance teams early warnings for machine breakdowns across the production process.
SOP Compliance
Non-compliance with standard operating procedures (SOPs) is a common cause of machine downtime and safety incidents. Vision AI uses industrial cameras and deep learning to monitor operator behavior in real time, ensuring PPE usage, proper tool handling, and correct execution of procedures. Any deviation triggers automated alerts to supervisors, reducing accidents, improving operator ownership, and supporting early equipment management. This visual oversight ensures adherence to SOPs and contributes to high equipment uptime and consistent production line efficiency.
Real-Time Quality Monitoring
Poor product quality often forces line stoppages, leading to increased downtime and waste. Vision AI systems enable real-time inspection of products for defects such as surface cracks, dimensional errors, or misalignments. Unlike traditional spot checks, these AI models analyze visual data frame-by-frame across the entire batch, ensuring consistency and catching issues early. This reduces changeover time, minimizes rework, and enhances overall equipment effectiveness, keeping the production facility running at optimal speed.
Optimizing Energy and Sustainability
Energy-related failures, such as overheating or unstable fuel supply, are major contributors to unexpected machine breakdowns and environmental non-compliance. AI algorithms combined with Vision AI can analyze both sensor and visual data to monitor combustion patterns, emission levels, and cooling systems in real time. These systems adjust fuel-air ratios, detect flare anomalies, and prevent shutdowns related to overheating or regulation breaches. As a result, plants achieve both high productivity and sustainability targets—improving uptime in manufacturing while reducing carbon and energy costs.
AI Architecture for Uptime Optimization
Maximizing manufacturing uptime requires an integrated AI architecture that spans data capture, intelligent processing, and seamless execution across the entire production process. This holistic system enhances equipment uptime, streamlines maintenance activities, and minimizes disruptions across the plant.
Data Collection Layer
AI solutions start by aggregating high-resolution data from across the production line—including IoT sensors, PLC/SCADA systems, and industrial cameras. These inputs capture operational variables like temperature, vibration, throughput, and visual data on material flow or quality. This foundation supports comprehensive condition monitoring and failure prediction.
Edge + Cloud Hybrid Infrastructure
In a typical manufacturing environment, time-sensitive tasks—such as identifying a critical deviation in furnace temperature—are handled at the edge for low-latency response. Meanwhile, cloud systems process historical data for large-scale predictive maintenance analytics, pattern recognition, and trend forecasting. This hybrid approach ensures both real-time action and long-term optimization.
AI Model Training and Deployment
AI models are continuously trained and refined using historical production data. Techniques like LSTM for time-series forecasting and autoencoders for anomaly detection allow manufacturers to anticipate bottlenecks, inefficiencies, and early signs of failure. With MLOps pipelines, models are retrained regularly to adapt to changes in the production environment.
MES and Maintenance System Integration
AI integrates with Manufacturing Execution Systems (MES) and Computerized Maintenance Management Systems (CMMS) to create a closed-loop workflow. This enables automated scheduling of maintenance tasks, alert generation, and operator guidance—ensuring timely interventions and fewer instances of unplanned downtime across the plant.
Applications of AI to Improve Manufacturing Uptime
AI is reshaping the way manufacturers manage operations, with direct impact on improving uptime in manufacturing, reducing unplanned downtime, and enhancing overall equipment effectiveness (OEE). By embedding intelligence across systems, manufacturers can shift from reactive to proactive operations. Below are key real-world applications:
Refractory Monitoring
Refractory failures are a common cause of unscheduled downtime in high-temperature operations such as kilns, furnaces, and reactors. AI-powered computer vision systems, integrated with IR cameras and thermal sensors, enable real-time monitoring of refractory linings. These systems analyze thermal and visual data to detect cracks, spalling, and hotspot patterns early, long before failure occurs. By predicting wear and optimizing maintenance schedules, they help maximize equipment uptime, extend refractory life, and minimize unplanned downtime.
Kiln optimization
In cement manufacturing, stable kiln operation is critical for energy efficiency and increase uptime in manufacturing. AI-powered kiln optimization ensures maximum uptime in cement manufacturing by continuously monitoring kiln conditions, predicting operational states, and automating corrective actions. Using real-time data from vision systems and combustion analytics, AI identifies issues like overheating, poor combustion, material inconsistency, and refractory stress before they escalate. Automated adjustments to coal feed, burner settings, and material input maintain thermal balance, reduce fuel consumption, and enhance combustion stability. This intelligent, integrated approach boosts kiln efficiency, reduces energy costs, and ensures stable, uninterrupted operations.
Finished good inspection
Inline quality inspection has advanced beyond periodic sampling with the integration of AI systems. These AI platforms enable fully automated counting and tracking of finished goods with minimal error, providing real-time visibility into production output. Operations teams make informed decisions based on live tracking data, while quality checkers focus on inspections using advanced image analytics. This approach reduces production time lost to rework, maintains high product quality, and ensures customer satisfaction by allowing only compliant goods to reach the end of the line without slowing down the production process.
Workforce Handling and Safety
AI-powered applications provide real-time workforce tracking through geotagging, offering accurate visibility into personnel movement, task assignments, and presence in restricted or hazardous zones. Equipment-wise digital checklists guide operators on inspection and monitoring tasks, promoting process compliance. Real-time visibility into manpower and operational data improves both safety and efficiency. Integrated safety analytics using computer vision and Natural Language Processing enhance detection of PPE non-compliance, unsafe behavior, and support root cause analysis by interpreting logs and incident reports, ensuring a safer and more compliant manufacturing environment.
Particle Size analysis
Fluctuations in input material size can disrupt feed uniformity or combustion stability in cement, steel, and chemical industries. Vision AI, using industrial cameras and machine learning, enables real-time particle size analysis on conveyor belts. It classifies fines, oversized particles, and detects foreign objects, ensuring quality compliance. With built-in anomaly detection, the system flags irregular distributions, triggering instant alerts and automated PLC responses. This reduces unexpected machine breakdowns, enhances equipment uptime, and ensures smoother, more efficient production processes.
Conveyor Anomaly Detection
Conveyors are critical to continuous material flow but are vulnerable to wear, misalignment, and spillage, which can lead to unexpected machine breakdowns. Vision AI systems, equipped with multi-camera setups, enable real-time anomaly detection by continuously monitoring the conveyor belt surface. These AI models identify anomalies such as belt wear, misalignment, and foreign material presence with high precision. Upon detection, instant alerts are triggered, and PLC-based control actions are initiated to prevent equipment damage, reduce unscheduled downtime, and ensure high machine uptime and operational continuity.
Quality Inspection
Pharmaceutical manufacturers inspect capsule fill levels and labeling with greater precision using Vision AI. Traditional manual inspections often miss micro-defects, causing rework and production delays. With high-speed vision cameras and AI-based defect classification models, defects are identified mid-line in real time. This approach reduces rework, minimizes manual intervention, and ensures continuous production without compromising quality.
Real-World Use Cases and Results
Problem
Oversized rocks disrupt crushers, leading to blockages in crushers, increased downtime and reduced operational efficiency.
The client faced significant challenges due to inadequate material monitoring systems, leading to equipment damage, blockages, and efficiency losses from oversized rocks. Frequent downtime, higher maintenance costs, and increased fuel consumption further impacted operations. Reliance on human supervision introduced bias, while manual sieve sampling provided low accuracy and infrequent measurements, making real-time monitoring unreliable.
Solutions
Big Rock Detection for Grinding Unit for Minimizing Downtime
An advanced Vision AI-based Big Rock Detection system has been deployed in grinding units to minimize downtime and improve operational efficiency. The system continuously monitors conveyor belts in real time, enabling automated detection and instant alerts for oversized rocks. Upon detection, it triggers alerts through dashboards or sirens and can integrate with control systems (DCS/SCADA) to automatically halt the conveyor, preventing equipment damage and reducing operational disruptions. Feedback mechanisms to enhance detection accuracy and provide actionable insights. It also reviews historical video footage to identify critical events and operational patterns, generating detailed reports that highlight recurring issues and trends—enabling proactive, data-driven process improvements.
Impact
80% reduction in equipment damage with big rock detection in cement plant
The Vision AI platform enhances crusher efficiency by preventing damage, reducing downtime, and optimizing fuel use—delivering an expected annual value of $440K. It reduced crusher blockages by 82% and unwanted stoppages by 20%, improving material flow, throughput, and equipment utilization.
Improving uptime in manufacturing goes beyond simply fixing machines—it requires a transformation in how decisions are made, risks are detected, and maintenance is executed. AI facilitates this shift by enabling manufacturers to move from reactive to predictive and eventually autonomous operations. With AI, failures can be detected before they occur, maintenance costs are reduced, overall equipment effectiveness (OEE) is improved, and both worker safety and sustainability goals are better supported. Whether starting with a vision-based inspection system or implementing predictive maintenance for critical assets, the key to success lies in starting small, demonstrating ROI, and scaling intelligently across the plant.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
The manufacturing industry is at a pivotal juncture, experiencing a paradigm shift driven by rapid digital transformation. From machine learning models to AI-powered systems, industrial operations have evolved tremendously. Yet, many production processes still depend on human oversight, making them prone to inefficiencies and delays.
Introduction of Agentic AI in manufacturing is a revolutionary advancement where AI agents go beyond prediction and recommendation. These intelligent systems take autonomous actions, adapt in real time, and optimize production flow without the need for constant human intervention. With the power to analyze real-time data, learn from it, and make decisions on the go, Agentic AI marks the next big leap in industrial automation.
In this blog, we delve deep into the role of agentic AI systems in transforming manufacturing operations, enhancing production efficiency, improving quality control, and driving supply chain optimization.
Understanding Agentic AI
Definition: What Makes AI “Agentic”?
Agentic AI refers to autonomous systems that can perceive their environment, reason with goals in mind, and act to achieve them all with minimal or no human intervention. These intelligent systems differ from conventional AI tools in that they are goal-oriented, continuously learning, and capable of decision making across dynamic settings.
While traditional AI in manufacturing focuses on predictive maintenance or visual inspection, agentic AI agents aim to transform the entire manufacturing process from production planning to inventory management and supply chain operations.
Core Capabilities of Agentic AI in Manufacturing
Autonomous Decision Making
At the heart of agentic ai in manufacturing lies the ability to make real-time, independent decisions without human intervention. Unlike traditional rule-based systems, Agentic AI agents evaluate incoming data, understand the current state of manufacturing operations, and act to optimize key performance metrics.
For example, in steel manufacturing, AI agents can autonomously adjust the oxygen flow in a blast furnace based on visual data to optimize combustion efficiency. This not only improves energy management but also ensures consistent product quality and reduces waste.
Continuous Learning and Adaptation
One of the defining traits of Agentic AI is its capacity for continuous improvement. By leveraging reinforcement learning, neural networks, and advanced machine learning techniques, these agents evolve over time. They adapt their strategies based on feedback from the production environment, improving accuracy and efficiency with each iteration.
For instance, an Agentic AI agent monitoring machine performance can refine its predictive maintenance algorithms by learning from newly observed failure patterns, reducing unplanned downtime, and preventing equipment failures.
Context-Awareness in Dynamic Environments
Agentic AI excels in interpreting real-time data from a variety of sources, including IoT sensors, computer vision systems, and digital twins. This context-awareness allows it to respond intelligently to fluctuating production conditions, external disturbances, or operational constraints.
In an automotive plant, for example, an AI agent might detect a misalignment on the production line via vision sensors and instantly recalibrate robotic arms to prevent defects—without interrupting the production flow.
For instance, an Agentic AI agent monitoring machine performance can refine its predictive maintenance algorithms by learning from newly observed failure patterns, reducing unplanned downtime, and preventing equipment failures.
Goal-Oriented Problem-Solving
Unlike conventional systems that simply follow instructions, Agentic AI operates with a goal-oriented mindset. Whether it’s reducing operational costs, maximizing throughput, or improving product quality, AI agents constantly strive to achieve pre-defined objectives.
For example, in a cement plant, AI agents continuously adjust burner settings and airflow to reduce energy consumption while maintaining desired output quality—achieving up to 5% in energy savings.
Multi-Agent Collaboration and Coordination
In complex industrial operations, Agentic AI doesn’t function in isolation. Instead, it works as part of a multi-agent system, where different AI agents handle various tasks—such as production planning, inventory management, and supply chain optimization—while coordinating with each other to ensure system-wide harmony.
This collaborative intelligence enables AI to adjust operations across departments in real time, enhancing the overall efficiency of manufacturing processes.
Self-Governance and Minimal Human Supervision
Agentic AI systems are designed to operate with minimal human intervention, making them ideal for environments where continuous supervision is impractical. They can independently detect problems, explore solutions, and implement actions—all while logging decisions for traceability and compliance.
This autonomy allows manufacturing organizations to focus human resources on higher-value tasks, such as innovation and strategy, while AI handles repetitive or complex optimization challenges.
How Agentic AI Differs from Traditional AI & Automation
Traditional automation in manufacturing relies on fixed, rule-based systems designed for repetitive tasks like assembly, material handling, and packaging. While reliable, these systems lack flexibility—any deviation from expected conditions requires manual intervention. Traditional AI improved upon this by introducing data-driven insights through machine learning models. These systems support applications such as predictive maintenance and quality control but remain static, requiring retraining and human oversight. They analyze historical production data to aid decision-making but cannot act autonomously or adapt to real-time production dynamics.
Agentic ai in manufacturing marks a significant evolution by enabling intelligent, autonomous systems that perceive their environment, make independent decisions, and execute real-time adjustments without human input. Unlike traditional AI, Agentic AI uses reinforcement learning and context-aware reasoning to continuously optimize processes based on live sensor data, computer vision, and digital twins. It supports dynamic goal-setting across the entire supply chain—improving production schedules, minimizing downtime, and enhancing operational efficiency. With capabilities like multi-agent collaboration and self-learning optimization, Agentic AI transforms manufacturing into a truly adaptive and intelligent system.
Agentic AI for Manufacturing VS AI agents for Manufacturing
While often used interchangeably, Agentic AI for manufacturing and AI agents for manufacturing refers to distinct approaches in industrial AI deployment. AI agents are typically modular software components designed to perform specific tasks such as monitoring equipment health, analyzing sensor data, or managing production schedules. These agents operate within narrowly defined parameters, often requiring human intervention to reconfigure their roles or interpret their outputs. While useful in optimizing individual processes, traditional AI agents lack autonomy and holistic awareness across the production ecosystem.
Agentic AI, in contrast, refers to a more advanced class of autonomous AI systems capable of goal-oriented behavior, self-learning, and dynamic decision-making across complex manufacturing environments. It does not just deploy multiple agents—it orchestrates them as intelligent, interconnected systems capable of perceiving real-time data, reasoning through operational variables, and acting autonomously to optimize production metrics like efficiency, quality, and throughput. In essence, while AI agents act as tools, Agentic AI acts as an intelligent manager aligning actions with enterprise-level KPIs and adapting continuously without human oversight.
How Does Agentic AI for Manufacturing Work?
Agentic AI in manufacturing functions through a three-stage intelligence loop: Perception, Reasoning, and Action. These stages work together to enable fully autonomous decision-making across manufacturing operations.
Perception: Gathering Real-Time Data
Agentic AI in automotive manufacturing starts by collecting real-time data from every critical point along the production line. IoT sensors embedded in robotic arms, paint booths, and welding machines capture data such as cycle time, vibration, pressure, and alignment accuracy. Simultaneously, computer vision systems monitor vehicle assembly to detect defects like panel misalignment, surface imperfections, or incomplete welds. Digital twins replicate assembly lines virtually, allowing AI to test and simulate operational changes before real-world implementation. This vast sensory network forms the data backbone of intelligent automotive operations.
Reasoning: AI-Driven Optimization
Once the data is collected, Agentic AI employs deep reinforcement learning (DRL) to fine-tune assembly operations through continuous feedback loops. For example, it learns to adjust robotic arm speed and angle to reduce defects during chassis welding. It applies Bayesian optimization to calibrate paint spray parameters for minimal overspray and uniform coating. In more advanced settings, neuro-symbolic AI blends logic-based decision-making with neural network-based perception, enabling smarter coordination between robotic systems and human workers. This level of reasoning ensures fewer reworks, better consistency, and faster cycle times.
Action: Autonomous Execution and Real-Time Control
Unlike traditional automation, Agentic AI doesn’t wait for human input. It acts autonomously, using Edge AI to make low-latency decisions directly on the factory floor—for instance, instantly rerouting parts in response to a bottleneck in the welding station. Through multi-agent systems, different AI entities control various parts of the production line (e.g., powertrain assembly, painting, quality inspection) and collaborate to optimize the full process. In a closed-loop control environment, Agentic AI continuously adjusts torque settings, conveyor speed, or tool pressure to ensure optimal throughput and zero-defect manufacturing.
By operating as an autonomous problem-solver, Agentic AI redefines automotive manufacturing—reducing downtime, improving product quality, enhancing production efficiency, and enabling faster adaptation to demand shifts and model changes.
Applications of Agentic AI in Manufacturing Operations
The concept of Agentic AI goes beyond simple interactions, as seen with traditional AI dives into solving complex challenges, multi-step problems autonomously.
Autonomous Production Scheduling
Agentic ai in manufacturing takes real-time data on raw material availability, machine downtime, labor capacity, and customer demand to autonomously create or adjust production schedules. Unlike rule-based systems, agentic AI adapts to new constraints without requiring reprogramming. In a smart factory, if a critical machine breaks down, the agentic AI system immediately reprioritizes tasks, allocates resources to alternative machines, and informs supply chain partners, reducing delays and maintaining production continuity.
Intelligent Quality Control
By integrating computer vision and multisensor data, Agentic AI monitors product quality across the production line with a high degree of accuracy. It not only identifies anomalies like surface defects or dimensional deviations but also takes corrective actions by adjusting relevant process parameters upstream or downstream. This capability significantly reduces the volume of defective products and minimizes rework. The AI system continuously learns from new patterns of defects to refine its detection models, ensuring ongoing improvement in quality assurance.
Predictive and Prescriptive Maintenance
Agentic AI in manufacturing applies advanced machine learning algorithms to monitor operational data such as vibration, temperature, and acoustic signals from machinery to predict potential failures. Going a step beyond prediction, it prescribes optimized maintenance interventions, such as rescheduling tasks, re-allocating assets, or triggering spare parts procurement. This proactive and autonomous approach enhances equipment availability, prevents costly downtime, and supports long-term asset reliability.
Energy and Emissions Optimization
In energy-intensive manufacturing environments, Agentic AI autonomously balances process efficiency with environmental constraints. By continuously analyzing variables such as burner settings, motor loads, and ambient conditions, it adjusts operational parameters in real time to reduce energy consumption and ensure compliance with emissions regulations. This results in substantial cost savings and helps manufacturers meet sustainability goals without compromising production throughput.
Self-Adaptive Material Handling
Agentic AI orchestrates the movement of materials across the plant using real-time data from automated guided vehicles (AGVs), conveyors, and robotic arms. It dynamically reroutes material flows based on factors like queue lengths, workstation availability, and equipment status. This intelligent routing minimizes delays, optimizes workflow, and ensures the timely delivery of components to production cells, contributing to lean and just-in-time manufacturing practices.
Supply Chain Resilience
Agentic AI agents manage procurement and logistics by sensing disruptions (like supplier delays or transport issues) and autonomously finding alternatives—re-routing deliveries, adjusting order volumes, or negotiating timelines with vendors, contributing to optimized supply chain management.
Closed-Loop Process Optimization
In complex manufacturing processes such as chemical synthesis or high-temperature furnace operations. Agentic AI provides closed-loop optimization by continuously analyzing output quality and adjusting input parameters accordingly. Through reinforcement learning and predictive modeling, it identifies optimal control strategies that adapt to fluctuations in raw material properties, ambient conditions, or equipment behavior. This results in improved yield, process stability, and reduced waste.
The Benefits of Agentic AI in Manufacturing
Autonomous Decision-Making
Agentic AI empowers manufacturing systems to make decisions independently, eliminating the need for constant human oversight. It analyzes real-time data, evaluates multiple options, and selects the most efficient course of action—whether in production scheduling, resource allocation, or anomaly resolution. This not only reduces the cognitive burden on human operators but also ensures faster, more consistent decision-making, especially in high-pressure scenarios.
Real-Time Adaptability
Manufacturing environments are full of unpredictability—machine failures, labor fluctuations, and shifting customer demand. Agentic AI adapts to these changes in real time by modifying workflows, rescheduling tasks, and reallocating resources without manual intervention. This ability to respond dynamically enhances the plant’s agility and helps maintain continuity even in the face of disruptions, making operations far more resilient.
Enhanced Efficiency and Throughput
By continuously optimizing machine performance, material flow, and production timelines, agentic AI helps manufacturers get more done with fewer inputs. It removes bottlenecks, reduces idle time, and balances workloads across the plant. The result is higher throughput, shorter cycle times, and improved overall equipment effectiveness (OEE), directly contributing to lower production costs and higher operational efficiency.
Proactive Maintenance and Asset Longevity
Instead of reacting to equipment failures, agentic AI predicts them before they happen by analyzing patterns in sensor data, vibration signals, and historical trends. It then takes action—adjusting operations, rescheduling tasks, or initiating maintenance protocols. This approach not only minimizes costly downtime but also extends the life of critical machinery, leading to long-term savings and improved plant reliability.
Improved Product Quality
Agentic AI plays a crucial role in maintaining and improving product quality by monitoring production processes and detecting deviations in real time. When anomalies are identified, the system automatically adjusts related parameters upstream to prevent defects. This ensures higher first-pass yield, reduces the need for rework or scrap, and helps manufacturers consistently meet stringent quality standards.
Reduced Cognitive Load on Operators
Agentic AI automates repetitive and complex decision-making tasks, allowing human operators to focus on higher-level strategic thinking and innovation. It provides recommendations, handles routine interventions, and even manages conflicting objectives, which significantly reduces operational stress and improves job satisfaction. The human workforce becomes more empowered and less overwhelmed.
Scalability and Continuous Learning
One of the most powerful advantages of agentic AI is its ability to learn from every action it takes. Over time, it becomes smarter, more accurate, and better aligned with business goals. Once deployed, these systems can be replicated across other lines or facilities with minimal adjustments, making them highly scalable and ideal for enterprise-wide digital transformation initiatives.
Conclusion
Adopting infrared-based monitoring empowers manufacturers to enhance operational efficiency, improve equipment reliability, and reduce costly downtime. By leveraging advanced thermal imaging cameras and infrared sensors, companies gain real-time insights into asset health, enabling proactive maintenance and safer inspections—even in hazardous environments. Embracing this technology is a crucial step toward smarter, more sustainable manufacturing operations that drive productivity and lower maintenance costs.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Understanding Root Mean Square Error (RMSE): Enhancing Predictive Model Performance in Real-World Applications
Introduction
Predictive modeling plays a crucial role in data science, empowering businesses to make data-driven decisions. However, the success of these models heavily depends on their accuracy. One widely used metric to evaluate the performance of a machine learning model is the Root Mean Square Error (RMSE) — a powerful tool for measuring prediction errors. RMSE measures the average difference between predicted and actual values, emphasizing its role in quantifying model accuracy.
In this blog, we will explore RMSE in detail, covering its definition, calculation steps, ideal ranges, and strategies to improve model performance. Whether you’re a data scientist or an industry professional, understanding RMSE is vital for developing accurate predictive models.
What is Root Mean Square Error (RMSE)?
RMSE is a standard metric used to measure the average magnitude of errors between predicted and actual values. RMSE is closely related to Mean Squared Error (MSE), which is another important metric for evaluating model accuracy. It effectively penalizes larger errors by squaring them, making it particularly useful in applications where significant deviations must be minimized.
Key Characteristics of RMSE
RMSE values are always non-negative, with 0 representing a perfect model.
RMSE is expressed in the same units as the target variable, aiding intuitive interpretation.
Larger RMSE values indicate greater prediction errors, requiring model refinement.
Why RMSE is Preferred in Regression Models
RMSE is commonly used in regression models because:
It effectively highlights large errors, which can be critical in fields like manufacturing, healthcare, and finance.
Unlike metrics such as Mean Absolute Error (MAE), RMSE amplifies outliers, making it ideal for scenarios where minimizing significant deviations is essential.
How to calculate RMSE Formula and Step-by-Step Calculation
The formula for RMSE is as follows:
Where:
y(i)= Actual value
y^(i)= Predicted value
N = Number of data points
The mean of the squared differences between the predicted and actual values is calculated before taking the square root. This step ensures that the metric is expressed in the same unit as the target variable, making it easier to interpret. RMSE effectively penalizes larger errors, making it a valuable metric for assessing prediction accuracy.
Step-by-Step Guide to Calculate RMSE
Collect Actual and Predicted Values: Gather both sets of data for comparison.
Compute Residuals: Calculate the difference between each actual value and its corresponding predicted value.
Square Each Residual: Squaring each residual ensures all errors are positive, similar to taking the absolute value, and emphasizes larger errors.
Calculate the Mean of Squared Errors: Sum the squared residuals and divide by the number of data points.
Compute the Square Root of the Mean: Taking the square root brings the RMSE value back to the original data’s scale.
Determining what qualifies as a “good” RMSE (Root Mean Square Error) value is not always straightforward. Since RMSE is an absolute error metric that reflects the average deviation between predicted and actual values, the interpretation of what constitutes a “good” RMSE depends heavily on the dataset’s characteristics, data distribution, and industry-specific standards.
Instead of relying on a fixed threshold, RMSE should be assessed in context. Below are key factors that influence acceptable RMSE values and practical examples for various industries.
Key Factors Influencing RMSE
Dataset Size: Larger datasets often have greater variability, which can lead to higher RMSE values. In such cases, a slightly higher RMSE may still be acceptable if the model captures underlying patterns effectively.
Data Range and Scale: RMSE should be interpreted relative to the data’s magnitude. For instance, an RMSE of 10 may be acceptable for values in the thousands but significant for values in the tens.
Industry Benchmarks: Each industry has different tolerances for error. Predictive maintenance models in manufacturing may require tighter RMSE control compared to financial forecasting models, where some fluctuation is expected.
Examples of ideal RMSE ranges in different industries
Manufacturing: Predictive maintenance models may aim for an RMSE below 5% of the target variable’s range to ensure accurate equipment monitoring.
Finance: Stock price prediction models may target an RMSE within 2% of the average stock value to account for market volatility.
Healthcare: Diagnostic models often strive for an RMSE below 3-5 units to ensure precise outcomes in sensitive medical predictions.
Improving Model Performance by Reducing RMSE
Reducing RMSE is essential for improving model accuracy. Here are key strategies to achieve this:
Data Cleaning and Handling Outliers
Data cleaning is crucial for improving RMSE, as data inconsistencies, errors, or noise can significantly affect model performance. Outliers, which RMSE penalizes heavily, can distort results by significantly affecting the squared error. Identifying and removing them using methods like IQR, Z-score analysis, or box plots can enhance accuracy.
Addressing missing data is equally important. Techniques such as mean/median imputation, forward filling, or predictive modeling help maintain data continuity and reduce RMSE. Improving data quality ensures more reliable model predictions.
Feature Engineering
Feature engineering enhances model performance by creating new features or transforming existing ones to capture complex data patterns. For instance, adding lag variables or moving averages in time-series forecasting can improve trend and seasonality detection, reducing RMSE.
Transforming variables using techniques like log transformations, polynomial features, or scaling can reveal hidden relationships, further improving predictive accuracy. Effective feature engineering directly contributes to achieving lower RMSE values.
Hyperparameter Tuning
Hyperparameter tuning plays a key role in improving model accuracy by adjusting parameters like learning rates, tree depths, or regularization strengths. Optimizing these settings helps balance model complexity, reducing both underfitting and overfitting.
Techniques such as grid search, random search, and Bayesian optimization effectively identify the best parameter combinations to minimize RMSE and enhance model performance.
Ensemble Models
Ensemble methods enhance prediction accuracy by combining multiple models like Random Forest, GBM, and XGBoost. By aggregating weak learners, these techniques improve robustness and reduce individual model weaknesses. This approach effectively captures complex data patterns, lowering RMSE and boosting performance, especially in noisy or variable data scenarios.
Cross-Validation
Cross-validation is a valuable method for evaluating model performance. In k-fold cross-validation, the dataset is divided into k parts, with the model training on k-1 folds and testing on the remaining fold. This process repeats k times to ensure every data point is assessed. By reducing overfitting and providing a reliable performance estimate, cross-validation helps identify the optimal model configuration to minimize RMSE.
RMSE vs. Other Evaluation Metrics
Selecting the right evaluation metric is crucial for assessing model performance. While RMSE is widely used, other metrics like MAE and R-squared offer complementary insights. Understanding when to use each metric helps achieve more accurate and reliable predictions.
RMSE vs. MAE: When to use each metric
Root Mean Square Error (RMSE) and Mean Absolute Error (MAE) both measure prediction errors but have key differences:
RMSE penalizes larger errors more heavily due to squaring each error term. This makes RMSE ideal when significant deviations in predictions need to be minimized, such as in manufacturing equipment failure forecasts where extreme errors can be costly.
MAE treats all errors equally, making it more robust against outliers. It’s preferred when you want a straightforward average of prediction errors without emphasizing extreme values.
When to Use:
Use RMSE when large errors are critical and need greater attention.
Use MAE when you need a balanced view of all prediction errors without bias toward extreme values.
RMSE vs. R-Squared: Understanding Correlation Alongside Error Measurement
R-squared (R²) measures the proportion of variance explained by the model, indicating how well the independent variables predict the target variable. While RMSE quantifies the size of prediction errors, R² highlights the model’s overall fit.
RMSE is best for understanding the actual error size in the same unit as the target variable.
R² is useful for assessing the strength of the relationship between variables.
When to Use:
Use RMSE to measure prediction accuracy directly.
Use R² to evaluate how well the model explains the variation in data. Combining both metrics offers a more comprehensive evaluation.
Combining RMSE with Other Metrics for Comprehensive Evaluation
Root mean squared error (RMSE) combined with other metrics provides deeper insights into model performance:
Pair RMSE with MAE to assess both average error size and the impact of large deviations.
Combine RMSE with R² to understand both error magnitude and model fit.
Add metrics like Mean Absolute Percentage Error (MAPE) for percentage-based accuracy or Mean Squared Logarithmic Error (MSLE) for models dealing with exponential growth data.
By integrating multiple metrics, you can identify weaknesses, improve model robustness, and make informed decisions about performance improvements.
Real-World Applications of RMSE
RMSE plays a crucial role in evaluating and improving predictive models across various industries. Its ability to measure prediction errors effectively makes it a valuable metric for ensuring model accuracy. Here’s a closer look at its applications in key sectors:
Manufacturing
In manufacturing, RMSE is essential for enhancing predictive maintenance models. These models forecast equipment failures by analyzing sensor data, machine performance metrics, and historical maintenance records. Lower RMSE values indicate more precise predictions, enabling manufacturers to schedule maintenance proactively, reducing unplanned downtime and minimizing repair costs.
For instance, in steel manufacturing, predictive models that monitor furnace temperatures or conveyor belt speeds can use RMSE to assess their reliability. By reducing RMSE, manufacturers improve production efficiency and extend equipment lifespan.
Finance
In the finance sector, RMSE is widely used in credit scoring, fraud detection, and stock price prediction models. For example, stock market prediction models use RMSE to evaluate how accurately the model forecasts future prices. Given the volatile nature of financial data, models with a lower RMSE provide better risk assessments and more reliable investment insights.
In credit scoring, RMSE helps assess models that predict borrower default probabilities. A lower RMSE ensures financial institutions make better lending decisions, minimizing potential losses.
Healthcare
RMSE is crucial in healthcare models that predict patient outcomes, disease risks, or treatment effectiveness. For example, diagnostic models that forecast the likelihood of heart disease or diabetes use RMSE to evaluate prediction accuracy. A lower RMSE indicates a more precise model, helping healthcare professionals make informed decisions for timely interventions.
In personalized medicine, RMSE is applied to predict optimal drug dosages or treatment plans based on patient data, ensuring accurate and effective care.
E-commerce
E-commerce platforms rely on recommendation engines to enhance customer experience. RMSE is used to evaluate how well these systems predict user preferences. By lowering RMSE, recommendation engines improve the relevance of suggested products, boosting customer engagement and sales.
For example, an e-commerce model predicting which items a customer might purchase next can use RMSE to assess its recommendation accuracy. A lower RMSE indicates the system is effectively predicting customer preferences, improving user satisfaction.
Conclusion
Root Mean Square Error (RMSE) is a powerful tool for assessing model performance, especially in regression tasks where minimizing significant errors is crucial. By understanding its calculation, interpreting results appropriately, and applying strategies to reduce RMSE, data scientists and industry professionals can build more accurate predictive models.
Incorporating RMSE with complementary metrics like MAE and R² ensures a balanced evaluation, ultimately enhancing decision-making across industries. By leveraging these insights, you can achieve optimal model accuracy and unlock the true potential of your predictive systems.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Enhance Blast Furnace Operations in the Steel Production Process
Introduction
The steel industry is the backbone of global industrialization, providing essential materials for construction, automotive, energy, and more. At the heart of steel production is the blast furnace, which transforms raw materials into molten iron, the precursor to steel. However, as the industry faces increasing pressures to improve efficiency, reduce costs, and cut carbon emissions, smarter, more efficient methods have become crucial. The injection of natural gas into blast furnaces can help improve efficiency and reduce carbon emissions by increasing the percentage of reducing gases and enhancing the production process.
In recent years, Artificial Intelligence (AI), particularly Vision AI, has revolutionized blast furnace operations. AI offers innovative solutions to optimize performance, enhance stability, and address inefficiencies in traditional methods. By leveraging real-time data, AI enables manufacturers to fine-tune critical aspects of the blast furnace steelmaking process, including temperature regulation, coke consumption, slag formation, and refractory wear, improving operational efficiency, reducing fuel consumption, and ensuring consistent product quality.
Need of blast furnace in steel industry
The blast furnace in steel industry plays a critical role in producing molten iron for steelmaking. It is the most widely used method for bulk production of iron, serving as the foundation for large-scale steel manufacturing. The furnace’s ability to maintain consistent temperatures and produce a steady stream of molten metal is crucial for the stability of the entire steel production process. Additionally, blast furnace iron production is essential for ensuring material quality, which in turn affects the final product’s strength and durability.
Understanding Blast Furnace Operations
The blast furnace is an essential part of the steel manufacturing process. It operates by converting iron ore into molten iron through a high-temperature reduction process. The furnace consists of several critical components, including the hearth, bosh, shaft, and top, all of which work in tandem to achieve the desired output.
The primary inputs into a blast furnace in steel plant include iron ore, coke, and limestone. Coke serves as both a fuel and a reducing agent, while limestone helps remove impurities from the ore. These materials are carefully mixed to form the “burden” that enters the furnace.
How does the Blast Furnace Works?
The blast furnace in steel production process is used to convert iron ore into molten iron, which is then refined into steel. It operates through a series of continuous chemical reactions that take place inside a large, vertical furnace. Here’s a breakdown of how it works:
Charging: Introduction of Raw Materials
The blast furnace starts by adding three key materials: iron ore, coke, and limestone. These are added in layers from the top of the furnace. Iron ore provides the iron, coke serves as fuel and helps break down the ore, and limestone helps remove impurities. This step is crucial for keeping the furnace running smoothly, which is key to blast furnace stability.
Combustion Zone: Coke Ignition to Generate High Temperatures
Next, hot air, or hot blast, is blown into the bottom of the furnace, causing the coke to burn and generate intense heat. This heats the furnace to around 1,600°C. The high temperature is necessary for the next steps of the blast furnace steel making process.
Reduction Reaction: Iron Ore Reduction to Molten Iron
The chemical reduction reaction, where carbon from the coke reacts with the oxygen in the iron ore (iron oxide) to produce molten iron, is accurate. The reaction you mentioned is correct:
This is indeed how iron is reduced to molten iron in the blast furnace iron production process. This reduction is fundamental to the blast furnace steel making process.
Slag Formation: Separation of Impurities as Slag
The formation of slag through the reaction of impurities (such as silica) with limestone to form calcium silicate (slag) is accurate. The slag floats on top of the molten iron and helps remove impurities, maintaining the quality of the molten iron. It’s also true that slag is important for maintaining the blast furnace stability and protecting the blast furnace refractories from damage caused by impurities.
Tapping Process: Extraction of Molten Iron and Slag
The description of the tapping process, where molten iron and slag are extracted from the furnace, is correct. The molten iron is tapped into ladles for further processing into steel, and the slag is removed separately. This process is key to efficient blast furnace operations and ensures that the blast furnace steel making process remains uninterrupted.
Blast Furnace vs Electric Arc Furnaces: Understanding the Differences in Steel Production
When it comes to steel production, two of the most commonly used methods are the blast furnace and the electric arc furnace (EAF). Both processes are essential to the steel industry, but they differ significantly in how they operate, the materials they use, and their environmental impact.
The Blast Furnace Process
The blast furnace is a traditional method used for producing steel, primarily from iron ore, by heating iron ore, coke (a type of fuel), and limestone to extremely high temperatures (around 1,600°C) inside a large, vertical furnace. This method offers advantages such as high production capacity, making it ideal for large-scale steel manufacturing, and the ability to utilize by-products like slag in other industries, such as construction. However, it also has significant disadvantages, including high carbon emissions due to the reliance on coke, high energy consumption from operating at extremely high temperatures, and a larger environmental footprint compared to other methods, such as electric arc furnaces, due to the emissions and energy usage involved.
The Electric Arc Furnace (EAF) Process
The electric arc furnace (EAF) is a more modern method of producing steel, primarily using scrap metal as its raw material. In this process, large amounts of steel scrap are melted using electrical energy, with high-voltage electric arcs created between electrodes generating enough heat to melt the metal. The molten metal is then refined into steel. The advantages of EAFs include lower carbon emissions due to their reliance on electricity, which is often sourced from renewable energy, and their recycling-friendly nature, as they primarily use scrap steel, promoting sustainability and reducing the need for raw iron ore. EAFs also offer flexibility, allowing for the production of various types of steel based on the scrap material composition. However, they also have disadvantages, such as higher operating costs due to fluctuating scrap steel prices and a lower production capacity, as they typically produce smaller quantities of steel compared to blast furnaces, making them less suitable for extremely large-scale production.
Common Challenges in Blast Furnace Operations
Blast furnace operations are complex and essential for steel production, but they come with a set of challenges that can impact efficiency, production, and overall plant performance. Here are some of the common issues faced in blast furnace operations:
Inconsistent Raw Material
Inconsistencies in raw materials such as variations in the quality of iron ore, the strength of coke, and moisture content can cause significant disruptions in the blast furnace operation in steel plant. These irregularities lead to unpredictable furnace conditions, which result in inefficient fuel usage, increased energy consumption, and variations in temperature.
Temperature Fluctuations
Inconsistent temperature management within the blast furnace can cause significant inefficiencies in the reduction process. Excessive heat can damage the refractory lining, leading to costly repairs and downtime. On the other hand, insufficient heat slows down the chemical reactions required to convert iron ore into molten iron, resulting in lower productivity and reduced metal quality.
Inefficient Burden Distribution
Inefficient burden distribution in blast furnaces results in poor performance, higher energy consumption, and increased operational costs. Since operators often rely on heuristics for adjustments, it can lead to suboptimal conditions. Better burden management is essential to improve furnace performance, reduce energy waste, and minimize costs.
Uncontrolled slag viscosity
Maintaining proper slag flow is essential for furnace stability. Uneven temperature distribution can cause inconsistent slag viscosity, which impacts performance and increases energy consumption. Poor slag management can obstruct heat transfer, reduce furnace productivity, and lead to excessive wear on the furnace lining, ultimately affecting metal quality. Efficient slag control is crucial for optimizing energy use and improving overall furnace efficiency.
Fuel Inefficiency
High fuel consumption in the steel production process is often driven by poor combustion efficiency, variations in raw material quality, and uneven distribution of the furnace burden. These inefficiencies increase operational costs, reduce furnace performance, and affect both productivity and energy usage. Properly managing these factors is essential to optimizing fuel consumption and improving overall furnace efficiency.
Refractory Wear and Tear
Continuous exposure to high temperatures, corrosive slag, and mechanical stress leads to the degradation of blast furnace refractories over time. This wear requires regular repairs and replacements, causing blast furnace downtime and unplanned maintenance. These disruptions add to operational costs, reduce overall efficiency, and can interfere with production schedules. Proper monitoring and timely maintenance of the furnace linings are essential to minimize these impacts and maintain optimal blast furnace performance.
High Carbon Emissions
Blast furnaces contribute significantly to carbon emissions, mainly due to the use of coke as a reducing agent. Inefficiencies in fuel consumption, poor combustion, and excessive energy usage further exacerbate CO2 emissions, making it a persistent challenge for the steel industry to reduce its carbon footprint and improve sustainability.
The Role of AI in Blast Furnace Steel Making Process
The blast furnaces steelmaking process is a complex and requires precise control over various parameters. Artificial Intelligence (AI) is optimizing this process, enhancing both productivity and quality. Here’s how AI is transforming blast furnace operations:
Real-Time Monitoring: AI-powered computer vision systems enable real-time monitoring of blast furnaces. By tracking critical factors like temperature, pressure, and chemical reactions, AI provides valuable insights into the furnace’s current state. This enables operators to make informed decisions promptly and ensures the process stays within optimal conditions, improving efficiency and safety.
Early Warning Alerts: Vision AI tools allows early detection of anomalies within the furnace. With its ability to detect issues such as tuyere blockages, lance misalignment, or raceway instability, computer vision systems provides early warning alerts that allow operators to address problems before they escalate.
Historical Data Analysis: Vision AI tools analyze historical data to uncover patterns and trends, offering deeper insights into furnace behavior. By processing visual data, AI identifies recurring issues, temperature fluctuations, and chemical imbalances, enabling proactive adjustments and improving furnace efficiency.
Predictive Analytics: AI in computer vision solution utilizes predictive analytics to forecast potential deviations in furnace stability. By analyzing historical data and recognizing patterns, AI can anticipate issues such as temperature fluctuations, pressure changes, or chemical imbalances. This allows for proactive adjustments to prevent costly downtimes and maintain smooth furnace operations.
Process Automation: AI systems significantly contribute to automating various aspects of the blast furnace process. By optimizing fuel injection, air control, and charge material ratios, Vision AI tools ensures these critical elements are managed efficiently and accurately. This automation reduces human error, enhances process consistency, and leads to more efficient fuel usage, ultimately cutting operational costs.
Automated Root Cause Analysis (RCA): When issues arise in the blast furnace, AI helps by performing automated root cause analysis (RCA). AI systems analyze data across multiple variables to pinpoint the underlying factors impacting key performance indicators (KPIs). With this precise analysis, operators can quickly implement corrective actions, improving overall furnace efficiency and production quality.
Vision AI applications in Blast Furnace Operations
Blast furnace operations in iron production are complex processes. Ensuring efficiency, consistency, and safety in these Blast furnace operations is crucial for maximizing productivity and minimizing operational costs. Vision AI technology is increasingly being integrated into these operations to monitor, analyze, and optimize several critical aspects of the blast furnace process. Here’s a detailed look at how Vision AI applications is being used in various applications within blast furnace operations.
Real-time raw material sizing
Optimal raw material sizing is critical for stable blast furnace operations, influencing permeability, gas flow, and heat transfer within the furnace. Materials like coke, iron ore, and limestone must meet specific size parameters—typically 10-40 mm for coke and 6-30 mm for iron ore—for optimal bed permeability and combustion efficiency. Oversized particles can obstruct gas flow, while undersized particles increase pressure drop, reducing furnace efficiency and impacting molten pig iron quality during blast furnace iron production.
Vision AI systems employ industrial cameras and advanced machine learning models to analyze material size distribution in real-time. These vision systems detect deviations from target size ranges by assessing particle dimensions, shapes and moisture. If non-conforming materials are identified, operators can swiftly adjust crushing, screening, or blending processes. This proactive control minimizes blockages, stabilizes gas flow, and enhances thermal efficiency, ultimately improving blast furnace performance, reducing fuel consumption, and ensuring consistent iron quality for both traditional blast furnace iron production and direct reduced iron processes.
Burden Distribution optimization
Burden distribution, the way raw materials are spread inside the blast furnace, significantly impacts efficiency. Uneven distribution can cause thermal imbalances or blockages, disrupting material flow. Vision AI platforms optimizes burden distribution by monitoring thermal and pressure profiles, along with raw material movement, in real-time. Using AI-driven algorithms, it continuously analyzes material flow and provides early alerts and actionable recommendations to ensure even load distribution across the furnace.
This AI-driven approach improves blast furnace stability, optimizes gas flow, and enhances combustion efficiency. By maintaining balanced thermal conditions and preventing overheating, Vision AI reduces operational risks and improves overall furnace performance. This results in productivity, reduced fuel consumption, and enhanced furnace efficiency.
RCA module for etaCO
Carbon monoxide (CO) is a byproduct of the blast furnace process and serves as a key indicator of the furnace’s combustion efficiency. Vision AI, integrated with real-time CO gas monitoring, can help in analyzing the CO levels in the furnace and provide insights into any inefficiencies or potential hazards.
The Root Cause Analysis (RCA) module for etaCO uses Vision AI platforms to detect and analyze CO levels in the furnace atmosphere. By monitoring CO gas emissions in real-time, the system can identify fluctuations or abnormal gas concentrations that might suggest poor combustion, an imbalance in the burden mix, or other operational issues. The RCA module then provides operators with immediate feedback, pinpointing the root cause of the anomaly.
Tuyere Monitoring
Tuyeres are nozzles through which hot air is injected into the blast furnace to ignite coke and facilitate the reduction of iron ore into molten iron. Monitoring tuyere condition and performance is crucial for efficient and safe furnace operation.
Computer vision system plauses visual data and thermal imaging to continuously monitor tuyeres for signs of wear, clogging, or erosion. By tracking temperature variations and identifying blockages or damage, the system provides real-time alerts. Early detection enables operators to take preventive actions, such as maintenance or replacement, before failures occur. With Vision AI, manufacturers can enhance blast furnace efficiency, lower maintenance costs, and reduce the risk of unexpected shutdowns caused by tuyere failure.
Hot Metal Silicon Prediction Module
The silicon content in hot metal directly impacts the quality of liquid steel, wrought iron, and cast iron. Excess silicon can disrupt downstream steelmaking, while insufficient silicon can result in poor or off-spec steel.
The Hot Metal Silicon Prediction module, powered by Vision AI, uses advanced algorithms to predict silicon content in real-time. By continuously monitoring furnace conditions, material inputs, and thermal dynamics, the system estimates silicon concentration in the molten metal. This enables operators to adjust the burden mix or furnace parameters to maintain optimal silicon levels throughout the blast furnace steelmaking process. Accurate silicon predictions enhance control over the process, reducing the need for corrective actions and improving overall product quality by minimizing variability in the final steel.
Furnace Refractory Monitoring
Blast furnace refractories line withstand extreme temperatures and chemical reactions. Over time, they degrade, posing a risk to furnace integrity. Computer Vision Applications continuously monitors refractory condition using IR thermal images to detect temperature changes or visible cracks. Early detection enables timely repairs, preventing major issues like furnace collapse or costly shutdowns. Refractory monitoring with Vision AI helps extend furnace lifespan, reduce maintenance costs, and ensure consistent production rates.
Bunker level Monitoring
Bunkers store raw materials like coke and iron ore before they are charged into the blast furnace. Maintaining proper material levels in bunkers is essential for uninterrupted operations.
Computer vision applications enables real-time monitoring of bunker material levels and stockpile measurement for raw materials like coke and iron ore. Using advanced imaging technology, the system tracks material height and alerts operators when levels fall below optimal thresholds. This allows for proactive replenishment, preventing disruptions in the charging process. Maintaining optimal bunker and stockpile levels ensures a steady supply of raw materials to the blast furnace, improving efficiency and reducing downtime.
Impact of AI in Blast Furnace Operation for steel manufacturing process
AI has a transformative impact on blast furnace operations in the steel manufacturing process, significantly improving efficiency, safety, and product quality. Here’s how:
Real-Time Monitoring and Insights
Computer vision systems provide continuous and real-time monitoring of key furnace parameters such as raw material size, burden distribution, furnace temperature, and refractory condition. This enables blast furnace operators to quickly detect deviations and take corrective actions, preventing costly downtime and maintaining blast furnace stability.
Optimized Burden Mix and Distribution
By leveraging computer vision AI algorithms, the burden mix optimizer ensures that the right proportions of coke, iron ore, and fluxes are used. This enhances combustion efficiency, improves gas flow, and ensures consistent blast furnace iron production. Additionally, AI optimizes the burden distribution within the furnace, preventing overheating, blockages, and other inefficiencies in the blast furnace steel making process.
Predictive Maintenance in Steel Plants
Computer vision systems analyzes historical and real-time visual data to predict potential failures in critical components like tuyere monitoring and blast furnace refractory monitoring. By detecting wear or potential issues in advance, AI minimizes unplanned maintenance and costly furnace shutdowns, ensuring smoother operations in the steel production process.
Blast Furnaces Process Optimization
Computer vision AI solution continuously analyzes furnace data to identify trends, optimize operational parameters, and adjust in real-time. This leads to enhanced blast furnace operation, improved thermal efficiency, and reduced material waste, which ultimately results in higher productivity and cost savings in blast furnace iron production.
Improved Product Quality
Vision AI technologies enable hot metal silicon prediction allow operators to maintain precise control over the composition of molten steel. This ensures that the final steel product meets desired specifications, improving quality in the steel making process and reducing corrective actions downstream in the blast furnace steel making process.
Enhanced Safety
Vision systems monitors hazardous areas within the furnace environment, ensuring PPE compliance and detecting potential safety risks. This reduces human exposure to dangerous conditions and helps maintain a safe working environment in blast furnace operations. By integrating AI into blast furnace operations in steel plants, manufacturers can streamline the blast furnace steel making process, boost efficiency, improve product quality, and reduce costs while enhancing safety and minimizing environmental impacts.
Conclusion
AI is transforming blast furnace operations by enhancing efficiency, reducing costs, and improving safety. With Vision AI technologies, steel manufacturers can gain real-time insights into furnace conditions, optimize the steelmaking process, and prevent potential issues before they cause costly disruptions. AI’s ability to monitor and optimize key aspects such as tuyere monitoring, refractory monitoring, and blast furnace stability plays a critical role in maintaining consistent molten metal quality and maximizing productivity.
As the blast furnace steelmaking process becomes increasingly complex, adopting AI technologies is crucial for manufacturers to stay ahead. By leveraging AI, steel plants can improve blast furnace iron production, optimize operations, and achieve greater process stability, ultimately resulting in enhanced productivity and a more sustainable steel production process.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
The manufacturing industry is increasingly integrating Artificial Intelligence (AI) to enhance efficiency, quality, and safety. A critical application of AI in this sector is anomaly detection, which involves identifying deviations from standard operations that could indicate defects, equipment malfunctions, or process inefficiencies. Implementing AI-driven anomaly detection systems in manufacturing industries enable manufacturers to proactively address issues, thereby minimizing downtime and maintaining high-quality production standards.
The Rise of AI in Anomaly Detection
The rise of AI in anomaly detection can be traced back to advancements in machine learning and big data analytics. Initially, anomaly detection was a manual, rule-based process, where operators set thresholds for what was considered “normal” and flagged deviations as potential issues. However, with the advent of AI and machine learning technologies, automated anomaly detection systems have become capable of learning from data patterns, continuously improving their ability to detect anomalies without human intervention. As industries began collecting vast amounts of data from industrial cameras, production lines, and equipment, AI systems found their application in analyzing complex datasets in real time, enabling faster and more accurate anomaly detection across various sectors, from manufacturing to healthcare.
Today, AI-powered anomaly detection systems are at the forefront of predictive maintenance, quality control, and security monitoring. These automated systems are highly capable of detecting anomalies beyond simple deviations, identifying subtle patterns and early warning signs that might otherwise be missed. In manufacturing, for instance, AI platforms for anomaly detection can predict equipment failures long before they occur, while also enhancing quality assurance by detecting defects in products at the microscopic level. As AI continues to evolve, its ability to adapt and improve with minimal human input makes automated anomaly detection systems an essential tool for businesses aiming to enhance operational efficiency, reduce downtime, and improve overall product quality.
Understanding AI Anomaly Detection
Definition and Principles of AI Anomaly Detection
AI anomaly detection refers to the process of identifying patterns or behaviors in data that deviate from expected or normal activity. These unexpected data points are flagged as anomalies or outliers, which may indicate a potential issue or event that warrants further investigation. AI-based anomaly detection systems leverage advanced technologies like machine learning (ML) and deep learning (DL) to learn from historical data and automatically recognize normal behavior. Once trained, the system can spot deviations in real-time and alert stakeholders about potential issues.
The core principle behind AI anomaly detection is its ability to automate the identification process, allowing for rapid and accurate analysis of vast datasets. Through training the anomaly detection model on historical data, normal patterns of behavior are established, enabling the system to become proficient at detecting subtle inconsistencies or deviations that may signal a problem. This continuous learning process enables AI systems to evolve and adapt to new conditions and dynamic environments.
How Does AI Anomaly Detection systems Work?
AI anomaly detection involves advanced machine learning algorithms that analyze and identify unusual patterns in data, systems, or behaviors. AI anomaly detection systems continuously learn from incoming data to distinguish between normal and abnormal patterns. This allows them to identify anomalies that could indicate underlying issues, such as equipment malfunctions, security threats, or system inefficiencies.
The AI anomaly detection process involves several key steps:
AI Anomaly Detection Process
Data Collection and Preprocessing
The first step in anomaly detection is gathering data from various sources like video data, production lines, industrial cameras, or IoT devices. This data often requires cleaning, normalizing, and segmenting to ensure it’s in the right format for the anomaly detection models. Preprocessing helps remove noise, handle missing values, and standardize the data for effective processing.
Sensor Integration and Perception
Once the data is prepared, feature selection is essential. It involves identifying the most relevant attributes that help the AI model distinguish between normal and abnormal patterns. In manufacturing, these features could include temperature, pressure, or vibration levels. Selecting the right features is crucial for ensuring the model focuses on the most impactful data points for anomaly detection.
Robustness and Scalability
After data preparation and feature selection, the AI model is trained using historical data. The model learns what constitutes normal behavior, using machine learning techniques like supervised or unsupervised learning. In supervised learning, labeled data with examples of normal and abnormal conditions is used, while unsupervised learning detects outliers without predefined labels.
Anomaly Detection
Once trained, the model analyzes new data in real time, identifying anomalies by comparing incoming data against learned patterns. These anomalies can be outliers, context-specific deviations, or unusual patterns over time. The system flags anomalies for further investigation or immediate action, improving its detection capabilities over time.
Feedback Loop
AI anomaly detection software often include a feedback loop to refine and improve the model’s accuracy over time. After anomalies are detected, feedback from human experts or the system’s performance is used to adjust the model. This iterative process allows the AI system to learn from its mistakes and better adapt to new patterns, improving its sensitivity and reducing false positives. Over time, the model becomes more accurate at detecting anomalies, enhancing its predictive capabilities.
Types of Anomalies
Point Anomalies
A point anomaly occurs when a single data point is significantly different from the expected pattern or behavior. For example, if a visual data detects a temperature spike far outside the expected range, it is flagged as a point anomaly. These anomalies are easy to detect and are often the result of failures, malfunctions, or extreme events.
Contextual Anomalies
Contextual anomalies are data points that appear normal in a general context but are considered anomalies in a specific situation or environment. For example, a high energy consumption in cement kiln reading during peak hours may be normal, but if the same reading occurs during non-peak hours, it becomes a contextual anomaly. Detecting contextual anomalies often requires understanding the context in which the data is recorded.
Collective Anomalies
Collective anomalies refer to a series or group of data points that, together, exhibit abnormal behavior, even if individual points do not appear unusual. For instance, a sequence of abnormal temperature readings across several sensors may indicate a systemic issue, such as a malfunctioning cooling system. Identifying collective anomalies often involves analyzing data over time and recognizing patterns in the relationships between multiple variables.
Video Anomaly Detection vs. Other Anomaly Detection Methods
Video anomaly detection offers significant advantages over traditional methods, especially in complex, dynamic environments where visual context is crucial. Unlike traditional systems that analyze structured data like sensor readings or logs, video anomaly detection uses visual data captured by cameras, allowing the system to understand and interpret actions and events. This enables real-time detection of anomalies such as unauthorized access, abnormal behavior, or equipment malfunctions. Vision-based anomaly detection can track movements, identify behavioral changes, and detect subtle discrepancies that traditional methods may miss, making it ideal for security surveillance, industrial environments, and retail spaces.
In contrast, traditional anomaly detection systems rely on predefined thresholds and statistical models to flag numerical deviations, often struggling to capture the complexity of dynamic environments. For example, a sensor may detect an abnormal temperature but can’t determine whether it’s due to an operational change or failure. Additionally, automated anomaly detection with video can identify previously unseen anomalies by learning from new patterns, offering a more adaptive, comprehensive solution. While traditional systems excel in numerical monitoring, visual anomaly detection enhances situational awareness and accuracy, providing a more dynamic and context-rich approach.
The Advantages of Anomaly Detection Software
Early Detection of Issues
Anomaly detection software enhances anomaly detection capabilities by identifying potential issues or irregularities before they escalate into larger, costly problems. It continuously analyzes real-time data, detecting even the smallest deviations from normal patterns. Early detection of anomalies mitigates risks, improves efficiency, and reduces the impact of potential failures. Video anomaly detection software can also monitor visual data to identify irregularities in real-time.
Reduced Downtime
One major benefit of automated anomaly detection platform is its ability to reduce unplanned downtime. By predicting machines failures, it enables proactive maintenance. This minimizes costly breakdowns, ensuring continuous production and operational efficiency in sectors like manufacturing, healthcare, and energy. Automated anomaly detection maximize uptime, resource utilization, and the overall performance of critical systems. Visual monitoring in dynamic environments further contributes to minimizing operational disruptions.
Improved Accuracy
AI anomaly detection platform uses advanced machine learning algorithms to analyze large datasets with precision. It detects subtle deviations from expected behavior that might go unnoticed otherwise, reducing false positives and improving decision-making. This enhances overall system reliability and reduces risks. Automated anomaly detection continuously processes data, offering more accurate results than traditional systems and making it invaluable for real-time applications.
Enhanced Decision-Making
By providing timely and accurate insights into system performance, anomaly detection software enhances decision-making. It supports businesses in optimizing production schedules, improving equipment maintenance, and preventing fraud. With early anomaly detection, businesses can address issues before they escalate, ensuring predictive analytics for effective strategies and better resource allocation. Vision-based anomaly detection also contributes by offering data analysis that enable more informed decisions, enhancing operational outcomes and improving overall productivity.
Cost Savings
Early anomaly detection leads to substantial cost savings by identifying potential issues before they escalate into costly repairs, system failures, or financial losses. By detecting irregularities at an early stage, businesses mitigate risks, improve resource allocation, and avoid unplanned downtime. Automated detection of anomalies further reduces operational costs by eliminating the need for manual oversight and intervention, optimizing operational efficiency. These capabilities ensure long-term financial stability by enhancing productivity, minimizing the impact of anomalies, and improving overall system reliability.
Applications of AI Platforms for Anomaly Detection
Agentic AI Applications have far more potential to revolutionize multiple industries by enabling systems to make autonomous decisions, adapt to new challenges, and continuously improve through feedback loops.
Manufacturing
AI platforms in manufacturing use visual data from cameras and IoT devices to monitor machinery, production lines, and environmental conditions. By analyzing these data streams, AI can identify patterns that deviate from normal behavior, such as equipment wear, misalignment, or overheating. Predictive maintenance is a key benefit, where the system detects early signs of equipment failure, triggering alerts for maintenance before catastrophic breakdowns occur, thereby minimizing downtime and reducing repair costs. This enables continuous production optimization and quality control across the manufacturing process.
Healthcare
In healthcare, AI anomaly detection platforms analyze vast amounts of patient data, including medical imaging, vital signs, and treatment records, to identify irregular patterns that could signal early-stage diseases, infections, or complications. Machine learning models are trained on historical patient data to detect subtle anomalies that are often overlooked by human clinicians, leading to earlier diagnoses and more effective interventions. Additionally, these platforms can flag discrepancies in patient monitoring systems, such as abnormal heart rates or oxygen levels, allowing for immediate clinical response and reducing the risk of serious health outcomes.
Finance
AI-powered anomaly detection in finance relies on analyzing transactional data and financial patterns to uncover suspicious activities, such as fraudulent transactions or market manipulation. Advanced machine learning algorithms are trained to detect outliers and deviations in real-time, comparing current transactions against historical behavior to identify potential fraud. AI platforms also monitor market behavior, detecting anomalies in stock price movements or trading patterns that could signal an impending market crash or the presence of insider trading. These systems enhance security by enabling swift interventions, reducing the likelihood of significant financial losses.
Cybersecurity
In cybersecurity, AI anomaly detection platforms monitor network traffic, user behavior, and system logs to identify deviations that could indicate potential security threats, such as malware, ransomware, or data breaches. AI systems use advanced techniques like unsupervised learning to learn what constitutes normal network activity, allowing them to spot anomalies in real-time. These systems can flag unusual login attempts, unauthorized access to sensitive areas, or strange data transfer patterns, providing real-time alerts for cybersecurity teams to investigate. This proactive approach strengthens an organization’s security posture, helping to prevent breaches before they escalate into serious incidents.
Top AI Platforms for Anomaly Detection in Manufacturing
Ripik AI
Ripik AI leverages AI-powered vision systems to detect machine and process anomalies in real-time. The platform is particularly effective in industries like steel and cement, offering solutions for production monitoring, blast furnace optimization, conveyor belt monitoring, and predictive maintenance. By reducing unplanned downtime and improving process stability, Ripik AI helps manufacturers optimize operations and enhance productivity.
Siemens MindSphere integrates AI analytics with industrial IoT for predictive maintenance and monitoring. It helps detect machine wear and tear and optimize energy consumption, improving operational efficiency and reducing downtime, making it a valuable tool for industrial optimization.
Microsoft Azure AI for Manufacturing delivers AI-driven anomaly detection, focusing on fault detection in equipment. It enables remote asset tracking and predictive maintenance, enhancing asset longevity and reducing downtime with seamless cloud-based integration.
AI platforms for anomaly detection are transforming industries by improving operational efficiency, minimizing risks, and enhancing overall quality. In manufacturing, the combination of AI, computer vision, and IoT allows businesses to monitor processes in real-time, predict equipment failures, and ensure product consistency. By identifying potential issues early, these systems enable proactive maintenance, reduce downtime, and optimize production workflows. The continuous learning capabilities of AI platforms further enhance their ability to adapt to changing conditions, making them an invaluable tool for future-ready, resilient manufacturing operations.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
AI for Energy Efficiency: Enhancing Fuel Consumption in Cement Industry
Introduction
The cement industry is among the most energy-intensive sectors, with fuel and power costs accounting for nearly 75% of total production expenses. Given the high energy demand, optimizing energy use and fuel consumption is critical for enhancing profitability, maintaining operational efficiency, and achieving sustainability goals. Inefficient fuel usage escalates costs, increases carbon emissions, and leads to unstable kiln operations. As global regulations tighten around emissions and energy consumption in the cement industry, manufacturers are adopting innovative AI-driven strategies to optimize fuel efficiency without compromising production quality.
Advanced AI technologies are transforming fuel management in cement plants by enabling real-time monitoring, predictive analytics, and automated process control. These solutions provide actionable insights into kiln performance, allowing manufacturers to minimize excess coal usage, prevent overheating, and efficiently integrate alternative fuels such as Refuse-Derived Fuel (RDF) including biomass, plastic waste, and natural gas and Alternative Fuel and Raw Materials (AFR). By harnessing AI-powered optimization, cement producers can significantly improve fuel efficiency, reduce operational costs, and transition toward a more sustainable and cost-effective manufacturing process.
Challenges Related to Fuel Consumption in the Cement plants
Fuel consumption in the cement industry is a major cost factor, representing a large portion of cement production expenses. As global energy costs rise, manufacturers are focusing on optimizing fuel usage to maintain profitability and sustainability.
Fuel consumption in the cement industry is influenced by several factors, including the variability in raw material quality, fuel composition, and the inherent complexities of kiln operations. Fluctuations in raw materials such as limestone and additives lead to inconsistencies in the combustion process, while variations in fuel types—such as coal, petroleum coke, or alternative fuels—add another layer of complexity. Additionally, managing multiple parameters, including temperature, feed rates, and fuel-to-air ratios, is a significant challenge. Imbalances in these variables result in inefficient fuel usage, leading to increased energy consumption and higher operational costs.
Traditional fuzzy logic and manual methods struggle to address these complexities and real-time changes, while human error further exacerbates fuel inefficiencies. To overcome these challenges, the industry is increasingly adopting AI for energy efficiency like Vision AI, which provide real-time monitoring and precise cement kiln process control. The development of these AI tools is crucial for enhancing energy systems and improving permitting processes. These innovations optimize fuel consumption, reduce human error, and improve operational efficiency, driving both cost savings and sustainability.
Key Factors Affecting Fuel Consumption in Cement Plants
Fuel consumption in cement plants is highly dependent on several operational and material-related factors. By optimizing key areas such as raw material composition, kiln operations, the use of alternative fuels (RDF), raw material moisture content, and maintenance of critical equipment, cement manufacturers can significantly reduce energy consumption and improve operational efficiency.
Inefficient Raw Material Composition
The composition and moisture content of raw materials used in cement production play a crucial role in determining fuel consumption in the cement kiln. If the chemical composition is not balanced, the kiln requires excess fuel to achieve the desired clinker quality, while high moisture content in raw materials demands additional energy for drying, further increasing fuel usage in cement kiln. Proper blending of limestone, clay, and RDF (Refuse Derived Fuel) optimizes combustion to effectively produce the desired clinker quality, ensuring efficient kiln operation. Advanced raw material monitoring systems that track composition and moisture levels in real time enable precise adjustments, leading to improved fuel efficiency and better energy management in the cement plant.
Downtime in Cement Equipment
Unexpected downtime or failure in critical Cement equipments like mills, preheaters, kilns, burners, and kiln refractories leads to increased fuel consumption and inefficiencies. Wear and tear on kiln refractories causes heat loss, requiring extra fuel to maintain temperatures. Equipment malfunctions, such as improper burner maintenance or misalignment, also lead to excessive fuel use. Reactive maintenance often fails to catch issues early, allowing inefficiencies to escalate. Kilns may need more fuel to restore optimal conditions during downtimes. Predictive maintenance is crucial to optimize fuel use, stabilize operations, and prevent costly disruptions. Ongoing maintenance efforts continue to be essential in ensuring continuous and efficient operations.
Traditional Kiln Operations
The kiln is the heart of the cement production process, and any instability in kilns operations can drastically increase fuel consumption. In traditional kiln operations, fluctuations in temperature, pressure, and flame shape are typically common, disrupting the combustion process and leading to inefficient fuel usage. These inconsistencies leads to excess fuel consumption in kilns to maintain optimal clinker quality, driving up energy costs. Without effective kiln monitoring and adjustments, maintaining consistent combustion temperatures becomes a challenging exacerbating fuel wastage. The absence of real-time insights into kiln thermal conditions means delays in necessary adjustments, preventing optimal fuel efficiency and resulting in higher operational costs.
How AI enhance energy efficiency in Cement plants
The role of AI in enhancing energy efficiency in cement plants is transformative, particularly as energy costs make up a significant portion of production expenses. However, Vision AI role in enhancing energy efficiency in cement plants by enabling real-time monitoring, predictive analytics, and optimization of key processes.
Cement Raw Material Composition
Computer vision systems analyze and optimize the composition of cement raw materials such as limestone, clay, silica sand, iron ore and RDF used in cement production. Real-time monitoring of cement raw material size, moisture, and particle distribution allows AI to ensure the correct proportions and quality of each material. By adjusting material input in real time, AI reduces waste and energy consumption during grinding and mixing. This results in lower fuel consumption during the heating process, ensuring optimal use of resources and reducing the environmental footprint of the cement production process.
Kiln Operation Optimization
Computer vision systems for kiln monitoring enhance cement kiln operations through several key features. It classifies kiln states such as “hot,” “healthy,” or “dusty,” allowing operators to assess and maintain optimal conditions easily. The vision systems continuously analyze both historical and real-time data to predict the most efficient kiln settings, optimizing fuel consumption and reducing energy waste. It also delivers preventive alerts by identifying concerning trends and automatically adjusts operations, such as coal feed reduction, when high-temperature conditions are detected. Visual data from kiln cameras, capture detailed insights that traditional sensors cannot provide. A comprehensive view of kiln performance. These features enable precise control, enhanced operational efficiency, and better resource management in cement kiln operations.
Predictive Maintenance of Equipment
Predictive maintenance in cement plants, enhanced by computer vision systems, effectively addresses the issues of unexpected downtime critical equipment like mills, preheaters, kilns, burners, and kiln refractories. Computer vision systems continuously monitor equipment for early signs of wear, misalignment, and overheating. By analyzing real-time visual data, AI can detect potential issues before they escalate into significant malfunctions that lead to excessive fuel consumption. The vision system predicts potential failures and triggers timely maintenance, ensuring that equipment remains in optimal condition. This proactive approach stabilizes operations, minimizes downtime, and significantly reduces fuel consumption, preventing inefficiencies from escalating and helping cement plants run more sustainably and cost-effectively.
Use of Refuse Derived Fuel in Cement Kilns for Energy Consumption
The use of Refuse Derived Fuel (RDF) in cement kilns offers a sustainable solution to reduce energy consumption while minimizing reliance on traditional fossil fuels like coal. RDF is produced by processing waste materials such as plastics, textiles, and biomass into a combustible form, which can then be used as an alternative fuel in the cement production process. By incorporating RDF into the kiln’s fuel mix, cement plants can reduce the amount of coal required, which in turn lowers overall energy consumption and operational costs.
RDF is affordable alternative to conventional fuels, but it also provides an environmentally friendly option by contributing to waste management and reducing landfill use. However, the calorific value estimation of RDF and moisture content play key roles in ensuring its effectiveness as a fuel. RDF with a higher calorific value and optimal moisture content burns more efficiently, reducing the energy required for drying and improving combustion in the kiln. Real-time monitoring of Refuse Derived Fuel in Cement plants to ensure accurate calorific value and moisture content. These AI-driven solutions enable cement plants to optimize the AFR by automatically adjusting the fuel mix based on thermal conditions, ensuring that RDF burns at optimal efficiency. This results in reduced fuel costs, lower carbon emissions, and enhanced sustainability in cement manufacturing.
Conclusion
Enhancing fuel efficiency in cement production is crucial for reducing operational costs and minimizing environmental impact. Key strategies for improving fuel efficiency include optimizing kiln operations, utilizing predictive maintenance, and ensuring efficient raw material composition. The integration of AI and computer vision systems plays a pivotal role in identifying inefficiencies early and automating processes to reduce fuel consumption. Technology and automation are transforming cement production by providing real-time monitoring, predictive analytics, and more precise control over operations.
Looking toward the future, advancements such as carbon capture technologies, hydrogen as an alternative fuel source, and green cement initiatives are expected to further revolutionize the industry. These innovations will not only help cement producers achieve higher fuel efficiency but also contribute to reducing the carbon footprint of cement manufacturing, aligning with the global shift toward more sustainable and environmentally responsible production practices.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Understanding Root Mean Square Error (RMSE): Enhancing Predictive Model Performance in Real-World Applications
Introduction
Artificial intelligence (AI) is steadily becoming a cornerstone of innovation, particularly in the realm of visual data analysis. Traditional methods of processing and interpreting video footage are being replaced by AI-powered computer vision agents that offer faster, more accurate, and actionable insights. These Vision AI agents are transforming industries by automating processes that once required human intervention, and they’re rapidly enhancing the capabilities of video analytics. In this blog, we will explore the rise of Vision AI agents, their core functions, and how they are revolutionizing various sectors through the power of video analytics.
Understanding AI Agents and Their Evolution
AI agents are software-based entities designed to perform specific tasks autonomously by mimicking human-like decision-making processes. Unlike traditional automation, which follows predefined rules and lacks adaptability, AI agents are designed to learn from data, improve over time, and make decisions in dynamic environments. This evolution is driven by the integration of machine learning (ML) and deep learning (DL), enabling AI agents to understand complex patterns, adapt to new scenarios, and act on the insights derived from their analysis.
The evolution of AI agents has seen them go from simple rule-based systems to sophisticated algorithms capable of making real-time, informed decisions. As AI continues to advance, agents are becoming more autonomous, intuitive, and capable of handling tasks that once seemed beyond the reach of machines.
What Are Vision AI Agents?
Vision AI agents represent a specific subset of AI monitoring agents, specializing in the processing and interpretation of visual data. These agents possess advanced vision abilities, enabling them to work with video feeds from cameras to extract useful insights in real-time. Vision AI Agents provide 24/7 monitoring with 95%+ accuracy, enabling real-time decision-making while eliminating human intervation. Vision AI agents are trained to recognize and understand objects, actions, and anomalies in video footage, offering the potential for enhanced monitoring, decision-making, and automation across various industries.
Unlike general AI agents that may work with structured data (like numbers and text), Vision AI agents specifically focus on unstructured visual information. Their ability to analyze images and video data allows them to bridge the gap between human perception and machine understanding.
Video Analytics AI: The Power Behind Vision AI Agents
Video Analytics AI is the core technology that powers Vision AI agents, leveraging visual ai to simplify and accelerate the development of vision-enabled applications. It combines computer vision techniques with AI-driven algorithms to analyze video content. It goes beyond simple motion detection or image processing to provide actionable insights from video footage.
What is Video Analytics AI?
Video Analytics AI refers to the use of artificial intelligence to analyze video data, whether in real-time or from recorded footage, to extract valuable insights, detect patterns, and automate decision-making. It uses advanced algorithms, including computer vision, machine learning, and deep learning, to interpret video footage, whether live or recorded, generating richer insights that enhance operational decision-making. This AI-driven technology is capable of identifying objects, tracking movements, detecting anomalies, and even recognizing behaviors, enabling real-time automation and post-event analysis across various industries, such as security, manufacturing, retail, and healthcare.
The Role of Computer Vision in Video Analytics
Computer vision is at the heart of Video Analytics AI. It involves enabling machines to interpret and understand visual data in the same way humans do. Using machine learning algorithms, computer vision allows video analytics systems to identify objects, track movements, and recognize patterns within video footage. This is a critical component of AI-based video analysis, as it empowers AI systems to extract meaningful insights from visual data, automate monitoring tasks, and make real-time decisions, thus enhancing the efficiency and accuracy of video-based surveillance and analysis.
Real-time vs. Post-event Video Analytics
Real-time video analytics involves analyzing video footage as it is being captured, providing immediate insights and enabling instant responses. This is crucial for applications that require prompt actions, such as security monitoring, traffic control, or safety management in manufacturing. For example, real-time alerts can be triggered if an unauthorized person enters a restricted area, allowing for immediate intervention.
In contrast, post-event video analytics refers to the analysis of recorded video after an event has occurred. This approach is typically used for forensic purposes, such as reviewing footage for evidence or identifying the cause of an incident. While post-event analysis does not provide immediate response capabilities, it still adds value by offering deeper insights and helping to understand what happened during a particular event or time period.
How Vision AI Agents Work
Vision AI agent operate through a structured pipeline involving perception, analysis, decision-making, and continuous learning. By leveraging computer vision, deep learning, and real-time processing, these agents enable automation, predictive analytics, and intelligent decision-making across industries.
Perception: Capturing and Interpreting Video Feeds
The first step involves acquiring video data from various sources, including IR cameras, thermal imaging, and LiDAR systems. Vision AI agent platform use advanced image preprocessing techniques to enhance clarity, reduce noise, and stabilize frames, ensuring high-quality input for analysis. Key perception techniques include:
Edge detection and segmentation – Identifying object boundaries within frames.
Optical flow analysis – Tracking motion patterns for behavior recognition.
Frame-by-frame enhancement – Improving resolution and contrast for better visibility.
By effectively interpreting video feeds, Vision AI ensures accurate object recognition, anomaly detection, and environmental awareness in real-time applications.
Analysis: Recognizing Patterns, Objects, and Anomalies
At this stage, video analytics ai agent employ deep learning algorithms to process visual data and identify relevant patterns. These models, often based on Convolutional Neural Networks (CNNs) and Transformer-based architectures, are trained to:
Detect and classify objects using YOLO, Faster R-CNN, or SSD models.
Track movements and behavior through pose estimation and trajectory analysis.
Identify defects and anomalies using Autoencoders, GANs, or One-Class SVMs.
By recognizing deviations from standard patterns, these agents can flag potential issues in industrial automation, security surveillance, and quality control processes.
Decision-Making: Automating Responses Based on Real-Time Insights
Once Vision AI agents detect critical events, they initiate automated responses based on predefined protocols. This may include:
Triggering real-time alerts for security breaches or safety violations.
Adjusting operational parameters in industrial automation.
Sending automated reports for predictive maintenance and process optimization.
By integrating with enterprise systems, IoT platforms, and robotic automation, Vision AI enables autonomous decision-making, reducing reliance on manual intervention and improving efficiency.
Continuous Learning: Improving Accuracy Through AI Training
Vision AI agents continuously refine their models by learning from new data. They leverage reinforcement learning, self-supervised learning, and federated learning to:
Improve accuracy by retraining on diverse datasets.
Adapt to new environments without requiring manual reconfiguration.
Enhance anomaly detection by recognizing subtle variations over time.
This continuous improvement ensures that Vision AI agents remain robust, scalable, and adaptable to evolving operational challenges, making them invaluable for long-term AI-driven automation and decision-making.
Key Use Cases of Vision AI Agents
Vision AI agents are already making an impact in numerous industries. Here are some key use cases:
Vision AI agents are driving significant advancements in manufacturing by optimizing processes, enhancing quality control, and fostering sustainability. Leveraging computer vision, these AI-powered agents conduct real-time anomalies detection, ensuring consistent product quality while minimizing waste. They also facilitate predictive maintenance to reduced downtime, identifying potential equipment issues before they lead to costly downtimes. By automating key tasks and improving resource efficiency, Vision AI enhances operational productivity and supports sustainability goals, helping manufacturers reduce energy consumption and environmental impact.
Security & Surveillance
In the security sector, Vision AI agents are used for automated anomaly detection, allowing for the early identification of potential threats. With smart threat assessment, AI agents can prioritize risks, reducing false alarms and increasing operational efficiency in surveillance operations.
Retail & Smart Customer Experiences
Retailers use Vision AI agents to optimize stores by tracking customer movements, monitoring inventory, and offering personalized shopping experiences based on customer behavior analysis. Automated checkout systems powered by Vision AI are also becoming more popular, streamlining the shopping process.
Healthcare & Patient Monitoring
Vision AI agents in healthcare assist with diagnostics by analyzing medical imaging data to detect conditions such as tumors or fractures. They also enable real-time patient monitoring, alerting healthcare professionals to any signs of distress or changes in condition. Additionally, AI agents can monitor hospital security, ensuring compliance with safety regulations.
Smart Cities & Infrastructure
Vision AI agents are key players in smart city initiatives. They are used to monitor traffic in real-time, optimize accident prevention, and enhance public safety through surveillance analytics. AI agents can also provide insights into crowd management and urban planning, helping cities become more efficient and livable.
Conclusion
Vision AI agents are transforming industries by unleashing the potential of video analytics. From manufacturing and healthcare to security and smart cities, these AI-powered agents are improving efficiency, safety, and accuracy. As the technology continues to evolve, businesses can leverage Vision AI agent to automate complex tasks, enhance decision-making, and drive innovation. However, as with any emerging technology, it is crucial to ensure that AI is adopted responsibly, with a focus on ethics and accountability. The rise of Vision AI agents is only the beginning, and their potential is boundless.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Automated Particle Size Analysis in Heavy Industry
Introduction
Particle size analysis plays a critical role in heavy industries such as cement, mining, steel, and power plants. Particle size distribution impacts product quality, process efficiency, and overall operational costs. However, traditional methods of granulometry analysis are often labor-intensive, slow, and prone to inconsistencies.
With advancements in automation and AI, automated particle size analysis has emerged as a game-changer, offering real-time monitoring, improved accuracy, and enhanced sustainability. This blog explores the significance of particle size analysis, the transition from traditional to automated methods, and the impact of AI-powered solutions on industrial operations.
What Is Particle Size Analysis?
Particle size analysis is the process of measuring and characterizing the size distribution of particles in a material. It involves analyzing dry, free-flowing materials to determine particle size distribution, ensuring that the material performs as expected during production. Failure to implement reliable particle size analysis can lead to serious consequences, such as product recalls, early product failure, equipment downtime, and high energy consumption.
Particle size measurement ensures that materials used in production meet the required standards for consistency and quality across industries like manufacturing, pharmaceuticals, chemicals, and food. Accurate knowledge of particle size distribution helps companies optimize processes such as mixing, grinding, and separation, ultimately ensuring the desired properties of the final product.
Understanding Particle Size Analysis in Heavy Industry
Particle size distribution analysis plays a crucial role in optimizing processes across various heavy industries, particularly in manufacturing sectors like cement, steel, and mining. The size and distribution of particles in raw materials can significantly affect the efficiency and quality of industrial processes. By understanding particle size, industries can achieve better control over the production process, reduce waste, and improve product consistency.
Challenges due to lack of Automated Particle Size Analysis
Inconsistent Product Quality
The quality of the final product is often directly tied to the consistency of material size. In industries like pharmaceuticals, food processing, and materials manufacturing, granulometry analysis impacts attributes such as texture, solubility, bioavailability, and strength. Without particle size monitoring, the production of high-quality products becomes difficult, leading to variability in end products. For example, in drug manufacturing, particle size impacts how quickly and effectively a drug dissolves, influencing its effectiveness. In manufacturing sectors, irregular particle sizes can affect the uniformity of blends, coatings, or composite materials, reducing the overall product quality.
Suboptimal Raw Material Utilization
Heavy industries that rely on raw materials such as coal, ores, or minerals must control particle size for efficient processing. Without adequate particle size distribution, raw materials may not be optimally processed, leading to inefficient resource utilization, poor material handling, and compromised output quality.
Reduced Process Efficiency
Many industrial processes, such as casting, separation, and smelting, rely on specific particle size distributions to operate optimally. The lack of particle size analyzers leads to inefficiencies, including excessive material handling, suboptimal processing rates, and longer cycle times. These inefficiencies result in higher energy consumption, increased wear on equipment, and substandard material throughput.
Increased Energy Consumption
Many industrial processes, such as grinding, heating, and chemical synthesis, are heavily influenced by particle size. Large particles often require more energy to break down or process, leading to higher energy consumption. In energy-intensive operations, such as cement production or metal smelting, the lack of particle size control results in increased fuel consumption. Additionally, inefficient granulometry analysis can lead to equipment overloading, causing systems to run inefficiently and consume more energy to maintain desired outputs.
Increased Equipment Wear and Downtime
Improper particle size distribution can result in equipment wear and tear, especially in crushers, mills, feeders, hoppers, or other grinding and processing machinery. Over-sized particles can cause blockages, imbalanced loads, and excessive strain on mechanical parts, leading to frequent maintenance and downtime. Over time, this increases operational costs and reduces equipment lifespan, which negatively impacts profitability. In addition, irregular particle size distribution can cause further complications in downstream operations, leading to unplanned shutdowns and loss of productivity.
Costly Material Wastage
Without real-time control over particle size distribution data, materials may not be processed efficiently, leading to an increase in waste. In processes like material separation or blending, improper particle sizing can cause significant amounts of materials to be discarded as unusable. This leads to higher raw material costs and waste management expenses, reducing the overall cost-effectiveness of operations. In sectors like mining and cement production, where raw materials are often expensive and hard to obtain, inefficient particle sizing can severely inflate operating costs.
Environmental Impact
Incomplete combustion due to improper fuel particle size can lead to higher CO2 emissions and increased environmental harm. For example, in cement manufacturing, excessive fines can cause problems in both energy consumption and emissions, negatively impacting sustainability efforts. Improper particle sizes in tailings or by-products may increase the difficulty of waste disposal and contribute to contamination risks, further escalating environmental costs.
Traditional vs. Modern Methods of Particle Size Distribution
Particle size distribution (PSD) plays a crucial role in heavy industries. Traditional methods for particle size distribution analysis, like sieve analysis, laser diffraction, and manual microscopy, have been widely used but come with limitations such as slow processing, high variability, and lack of real-time insights. However, modern AI-powered image-based analysis offers a more efficient, accurate, and automated approach, transforming how industries monitor and optimize particle size.
Traditional Methods and Their Limitations
Traditional particle size measurement techniques rely on manual or semi-automated processes, each with specific drawbacks.
Sieve Analysis – This method involves passing a sample through stacked sieves with different mesh sizes. While widely used, it is labor-intensive, time-consuming, and prone to inconsistencies due to variations in handling and shaking intensity.
Laser Diffraction – Uses a laser beam to illuminate dispersed samples, with the resulting light scattering providing critical data for determining particle size distributions. However, it requires frequent calibration, is sensitive to sample conditions, and does not provide real-time monitoring.
Manual Microscopy – Involves visually inspecting particles under a microscope and measuring their size manually or with software. This method is slow, prone to human error, and impractical for large-scale operations.
These traditional techniques result in delayed and inconsistent results, operator dependency, and the inability to provide real-time monitoring, leading to inefficiencies in industrial processes.
Modern Methods: AI-Powered Dynamic Image Analysis
AI has transformed particle size analysis through image particle size analysis and machine learning. Particle Size Monitoring systems use high-resolution industrial cameras and advanced algorithms for real-time particle analysis. Enabling Real-time monitoring for immediate optimization, unlike traditional batch methods. AI ensures higher accuracy and consistency, reducing human error and ensuring precise classification. Additionally, these systems integrate seamlessly with industrial automation, enabling dynamic adjustments that improve efficiency and productivity.
How Vision AI Enable Automated Particle Size Analysis
Particle Size Analysis with Vision AI technology enables image-based size analysis, utilizing advanced computer vision and artificial intelligence algorithms to automatically measure and classify particle sizes in real-time. This technology captures high-resolution images of particles as they move through production processes, and through deep learning models, it analyzes these images to provide accurate measurements of particle distribution.
By automating the particle size distribution, Vision AI reduces the need for manual sampling and inspection, ensuring consistent and precise results with minimal human intervention. Particle Size Monitoring system continuously monitors particle sizes during production, allowing for immediate feedback and adjustments to optimize processes. This automation enhances efficiency, improves product quality, and significantly reduces the risk of human error.
With its ability to analyze data in real-time like a personal AI agent allows manufacturers to achieve better control over product consistency, reduce operational costs, and enhance overall process performance.
Key Features of Particle Size Measurement
Real-Time Particle Size Monitoring
Computer vision systems enable continuous, real-time granulometry analysis, accurately measuring and classifying particle sizes such as fines, undersized, oversized particles, lumps, and foreign objects like bricks or metallic waste. Accurately determining particle shape is crucial for compliance with regulatory standards and effective characterization of biotherapeutic formulations. By capturing these visual data and analyzing them instantly, manufacturers gain immediate insights into material sizing, optimizing operations, and ensuring consistent product quality. This automation reduces manual inspection, improves accuracy, and enhances efficiency, ensuring materials meet the required specifications throughout the production process.
Automated Anomaly Detection
Equipped with sophisticated algorithms, Computer vision systems automatically detect anomalies in particle size distributions, such as irregular particle sizes or out-of-spec material. This automated anomaly detection reduces reliance on manual inspection, allowing for proactive adjustments to prevent quality issues and production delays, thereby maintaining optimal performance.
Granulometry Analysis & Particle Size Distribution
Computer vision applications enable precise granulometry analysis by accurately monitoring particle size distribution. Through visual data and image processing algorithms, Vision AI classifies particles into specific size ranges, ensuring material sizing aligns with strict quality standards. This results in better control over product specifications, improved process efficiency, and reduced waste, all while maintaining consistent material quality and reducing human intervention.
Instant Alerts
Vision platform sends instant alerts when particle size distributions deviate from predefined thresholds. These alerts allow manufacturers to address issues promptly, ensuring that material sizing remains within acceptable limits. This minimizes downtime and reduces material waste, and the ability to make timely adjustments, leading to smoother, uninterrupted production processes.
Analytics Insights
Vision systems generate valuable analytics insights that provide manufacturers with a deeper understanding of their material sizing processes. By analyzing trends in granulometry and particle size distribution, manufacturers can optimize production operations, improve process efficiency, and implement data-driven strategies to enhance product quality.
Historical Video Feeds & Reporting
Vision AI technology stores historical video feeds and particle size data for future analysis and comprehensive reporting. Manufacturers can review past data to track long-term trends in material sizing, generate reports for compliance, and assess performance over time. This identifies patterns, anticipates issues, and makes informed decisions for continuous improvement in the production process.
Real-World Applications of Particle Size Analysis
Cement Industry
Problem:
Inconsistent Kiln Efficiency: Without proper granulometry analysis, raw materials may not burn uniformly, leading to inconsistent combustion in the kiln. This results in inefficient fuel consumption and suboptimal temperatures.
Clinker Quality Variability: Poorly sized particles in raw materials can lead to clinker inconsistencies, affecting the final cement product’s strength and durability.
Increased Wear and Tear on Equipment: Inconsistent particle sizes cause abrasion and clogging in mills and conveyors, increasing maintenance costs and reducing equipment lifespan.
Solution:
Automated Particle Size Analysis: Implementing real-time, automated particle size analysis ensures that the raw materials, including coal and limestone, are consistently sized for optimal combustion. This reduces fuel consumption, stabilizes temperature, and enhances clinker quality. Quality control in this process is crucial for maintaining product consistency and compliance with regulatory standards.
Optimization of Grinding Process: Real-time monitoring of coal particle size distribution and limestone particle size allows for better control over the grinding and blending process. This results in a more uniform product and improved cement quality.
Equipment Maintenance Planning:Automated Particle Size Monitoring systems provide data that can predict when maintenance is required, minimizing unplanned downtime and extending the lifespan of machinery.
Steel Industry
Problem:
Inconsistent Steel Quality: Variations in raw material size can lead to defects in sintering, pelletizing, and blast furnace operations, resulting in poor-quality steel.
Inefficient Blast Furnace Operation: Without proper granulometry analysis, the blast furnace may experience an improper burden mix, leading to suboptimal fuel consumption and reduced productivity.
Increased Energy Use: Improperly sized raw materials force equipment to work harder, increasing energy consumption and operational inefficiency.
Solution:
Precise Material Sizing: Implementing automated particle size analysis ensures that iron ore and other materials are within the ideal range for sintering, pelletizing, and Computer blast furnace operations. This enhances steel quality and reduces energy consumption by optimizing processing.
Burden Mix Optimization: Real-time particle size data enables better control over the burden mix in blast furnaces, improving fuel efficiency and increasing overall productivity.
Energy Optimization: With AI sizing, energy usage during the processing of raw materials is optimized, leading to lower energy costs and more sustainable operations.
Chemical Industry
Problem:
Inefficient Reactions and Lower Yield: The presence of small particles significantly affects the surface area and reactivity of materials in chemical processes. Without accurate material sizing, catalytic reactions may be inefficient, reducing product yield.
Inconsistent Product Quality: Precise particle sizing is crucial for uniformity in chemical products, such as fertilizers or coatings. Inconsistent particle sizes can lead to variations in texture, solubility, or effectiveness.
Increased Equipment Wear: Suboptimal particle sizes can cause more friction and wear in equipment like mixers and grinders, increasing maintenance costs.
Solution:
Real-Time Particle Size Monitoring: Automated granulometry analysis continuously monitors particle size, allowing for immediate adjustments to optimize reaction rates and improve yield.
Consistency in Product Quality: By controlling particle size precisely, manufacturers can ensure consistent quality across batches, reducing waste and improving customer satisfaction.
Reducing Equipment Wear: Automated granulometry analysis ensures proper particle sizing, which reduces friction and wear on machinery, lowering maintenance and replacement costs.
Mining Industry
Problem:
Inefficient Ore Processing: Without particle size analysis, ores may be improperly ground, reducing the efficiency of extraction processes and leading to lower yields.
Increased Energy Costs: Improperly sized particles can lead to over-grinding or under-grinding, increasing energy consumption and lowering profitability.
Environmental Impact: Inefficient particle size control can lead to problems in tailings disposal and water recovery systems, affecting environmental sustainability.
Solution:
Optimized Grinding and Processing: Automated particle size distribution analysis ensures that ores are processed at the ideal size, maximizing extraction efficiency and reducing waste.
Energy Efficiency: Automated systems ensure that energy consumption is minimized by adjusting grinding processes to prevent over-grinding and under-grinding.
Environmental Management: Proper particle sizing helps to manage tailings disposal more efficiently, reducing environmental impact and ensuring compliance with regulations.
Power Plants (Coal and CFBC Boilers)
Problem:
Inconsistent Combustion: Without proper coal particle size distribution analysis, coal combustion may be inefficient, leading to higher fuel consumption, lower efficiency, and increased emissions.
Poor Boiler Efficiency: In CFBC boilers, improper coal sizing can reduce combustion efficiency, affecting heat transfer and increasing operational costs.
Equipment Damage: Incorrect particle sizes can cause blockages and wear on feed systems and burners, resulting in costly repairs and downtime.
Solution:
Optimized Fuel Sizing: Automated coal particle size analysis ensures that coal is properly sized for optimal combustion, improving efficiency and reducing emissions.
Enhanced Boiler Efficiency: By maintaining consistent coal particle sizes, CFBC boilers operate more efficiently, optimizing heat transfer and reducing operational costs.
Reduced Equipment Wear:Real-time monitoring of coal particle size helps prevent equipment damage by ensuring that coal is properly sized, reducing blockages and wear on machinery.
Conclusion
Automated particle size analysis is revolutionizing heavy industries by replacing outdated manual methods with AI-driven, real-time solutions. From cement and mining to steel and power plants, AI-powered granulometry analysis enhances product quality, process efficiency, and sustainability.
As industries continue to adopt computer vision-based monitoring, they gain the ability to optimize operations, reduce costs, and improve overall productivity. Embracing automated particle size analysis is not just a technological upgrade, it’s a strategic advantage for the future of industrial manufacturing.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Conveyor Volume Scanners to Improve Stockpile Management and Production Control
Introduction
Conveyor belts handle vast quantities of raw materials daily, playing a crucial role in industries such as mining, cement, agriculture, and logistics. However, they often face challenges such as inaccurate tracking of raw materials, variability in material feed, irregular material distribution, excessive spillage, material buildup, and wear and tear of conveyor components. These challenges lead to measurement inaccuracies, operational inefficiencies, increased maintenance costs, and safety risks.
Traditional methods of monitoring material flow such as manual inspections, load cell measurements, or weight-based estimations often result in errors, delays, and inconsistencies. These outdated techniques fail to provide real-time visibility, making it difficult for industries to maintain accurate inventory records and optimize stockpile management.
What is Conveyor Volume Scanners?
A Conveyor Volume Scanner (CVS) is an advanced monitoring system designed to measure the volume, flow rate, and density of materials transported on conveyor belts in real time. Unlike traditional weight-based measurement systems, which rely on belt scales or load cells, conveyor volume scanners use Vision AI, LIDAR (Light Detection and Ranging), and high-resolution IP cameras to capture precise volumetric data.
By continuously scanning materials on the belt, these systems provide accurate, real-time insights into material movement, helping industries manage stockpiles more efficiently. CVS solutions are particularly beneficial for industries dealing with bulk materials, such as mining, cement, steel, agriculture, and logistics, where accurate bulk material measurement is crucial for inventory management, production planning, and cost optimization.
How conveyor belt scanning helps in Stockpile Management?
Conveyor belt scanning enhances stockpile management by providing precise, real-time measurements of materials. Unlike traditional belt scales, which can be prone to inaccuracies, conveyor volume scanners utilize advanced technologies such as LIDAR, IP cameras, and Vision AI to deliver highly accurate volume calculations. These systems factor in material density and weight to ensure reliable inventory tracking, minimizing discrepancies and helping prevent overstocking or shortages while optimizing material handling processes.
Additionally, conveyor belt scanning optimizes production rates by enabling dynamic adjustments to the material feed. With continuous, automated tracking, the system provides real-time data that aligns material flow with production demands. This proactive approach reduces material spillage, waste, and downtime, enhancing overall efficiency. By improving inventory reconciliation and streamlining stockpile management, conveyor belt scanning helps drive cost savings and ensures more efficient and profitable production operations.
Features of Conveyor Volume Scanners
Combinations of IP Cameras and LIDAR
Conveyor volume scanners utilize a combination of IP cameras and LIDAR technology to capture detailed material data from various angles and distances. This dual approach enhances the precision of measurements by accounting for variations in material densities and ensuring comprehensive, accurate assessments of the material on the conveyor belt. Unlike traditional belt scales, which measure based solely on weight, this integrated system provides a more detailed and reliable method for monitoring material flow and improving stockpile management.
Real-Time Stockpile Measurement
Conveyor belt scan provide continuous, real-time monitoring of stockpile levels, offering operators up-to-the-minute insights into material flow rates. By delivering accurate, real-time data, conveyor volume scanners facilitate more efficient material management, helping to mitigate the risk of overstocking or stock shortages. This capability enables operators to make informed decisions and adjust material flow based on current production conditions, ensuring optimal stockpile levels and more consistent operations.
Automated Conveyor Volume Scan
Automated scanning capabilities enable conveyor volume scanner to operate without manual intervention, reducing the risk of human error. This automation ensures consistent, continuous monitoring and reporting, providing operators with reliable data at all times. With this capability, businesses can maintain optimal inventory levels and efficiently manage their stockpiles while minimizing labor costs and operational disruptions.
Real-Time Alerts
Real-time alerts are generated when irregularities are detected, such as blockages, excessive material flow, or inconsistencies in feed rates. Real-time alerts enable operators to respond quickly, take immediate corrective actions, and prevent disruptions. This proactive approach minimizes downtime, enhances safety, and ensures that operations remain on track with minimal impact on production efficiency.
Conveyor Volume Insights and Data Analysis
Conveyor volume scanners provide valuable insights into material flow patterns and overall operational efficiency. By analyzing the data collected, operators can identify areas for improvement, optimize feed rates, and minimize material wastage. The data analysis also helps fine-tune production conditions, improving overall productivity and cost-effectiveness compared to traditional methods like belt scales.
Benefits of Volumetric Scanning of Conveyor Belt
Volumetric scanning technology revolutionizes material handling by providing accurate, real-time measurements of material flow on conveyor belts. By leveraging advanced LIDAR, Vision AI, and IP cameras, this technology ensures better inventory control, reduced waste, and enhanced operational efficiency.
Below are the key benefits of volumetric scanning on conveyor belts:
Precision in Material Measurement
Traditional methods of estimating material volume often lead to inaccuracies and miscalculations. Volumetric scanners of conveyor belt provide real-time, precise measurements of the material passing through conveyor belts. By eliminating human error and traditional measurement inaccuracies, they offer highly reliable data for material quantity, ensuring accurate inventory and optimized processing.
Enhanced Inventory Management
Inaccurate stockpile tracking can result in overproduction, material shortages, and inefficient resource allocation. Conveyor belt scanning integrates with inventory management systems to automate stock updates, providing real-time tracking of material movement and preventing discrepancies. With automatic volume measurements, businesses can reconcile inventory levels, maintain optimal stockpiles, avoid overproduction or understocking, and reduce the need for manual inventory checks, ensuring efficient stockpile management.
Process Optimization & Raw Material Blending
Variability in material feed rates often leads to inconsistent blending, which can impact the final product’s quality. For example, in industries that rely on specific material compositions, fluctuations in raw material feed rates can cause discrepancies in the final output. Conveyor volume scanners provide real-time data that allows operators to adjust material flow as needed. With accurate measurements, operators can dynamically modify the blending ratios to ensure that the materials are mixed in the right proportions, maintaining the desired chemical composition. This ensures consistent product quality and helps reduce variability in production, improving overall efficiency and output.
Fuel and Energy Efficiency
Overfeeding or underfeeding materials into kilns, sinter plants, or blast furnaces can result in inefficient fuel usage, leading to increased energy consumption and higher operational costs. Conveyor volume scanners help solve this problem by offering accurate volume measurements of the materials being fed into the system. With precise data, operators can fine-tune feed rates to ensure that the correct amount of material is used, avoiding excess fuel consumption. This leads to improved fuel efficiency, lower energy costs, and a reduction in carbon emissions, contributing to more sustainable production processes. Accurate volume measurements help ensure that energy is not wasted, and operations run at optimal efficiency levels.
Reduced Material Spillage & Losses
Excess material flow, spillage, uneven distribution, and mismanagement are common issues when conveyors are overloaded or when the material flow is not properly managed. These problems can lead to waste, additional cleanup costs, and potential safety hazards. Conveyor volume scanners continuously monitor the material flow, providing real-time insights into load conditions. Volumetric load scanner identifies potential overload situations before they occur, to prevent material spillage and ensure that the system is running at an optimal capacity. With this level of monitoring, operators can also adjust feed rates to maintain balanced material flow, improving housekeeping and reducing waste. This helps create a safer working environment while minimizing material losses and ensuring that operations run smoothly.
Increased Operational Efficiency
Manual measurement processes are time-consuming and prone to human error, leading to delays and inefficiencies. Automated Conveyor belt scanning eliminates the need for manual checks, enabling seamless, data-driven decision-making that improves overall productivity. By automating the measurement of materials, volumetric scanners facilitate faster, more efficient operations, enabling businesses to make real-time decisions that enhance throughput and productivity.
Uneven loading on conveyor belts can lead to excessive wear on belts, motors, and rollers, increasing the risk of unexpected failures and costly repairs. Conveyor volume scanning optimize load distribution by delivering precise, real-time volume data, enabling operators to monitor and adjust the material flow. Real-time monitoring of conveyor belt helps prevent equipment overloads, enable regular maintenance, extend the lifespan of conveyor systems and reducing risk of accidents and improving safety standards. Additionally, the data provided by the scanners facilitates predictive maintenance, allowing operators to schedule timely interventions, reduce unplanned downtime, and enhance overall equipment reliability.
Improved Safety Standards
Material overflows and improper load distribution pose significant safety risks in industrial environments. Volumetric scanners continuously monitor material flow, detecting potential overloads and inconsistencies in real-time. This proactive monitoring helps prevent hazardous situations, such as conveyor breakdowns or spillage, and ensures a smooth, safe operation. By maintaining optimal load distribution, the system not only reduces safety hazards but also improves overall operational efficiency, protecting both personnel and equipment while enhancing productivity.
Improved Throughput & Production Planning
Uncertainty in material feed rates often results in production bottlenecks and inefficiencies that hinder overall throughput. Conveyor volume scanners offer a solution by providing consistent, real-time data on material flow, which helps in improving production planning. By knowing the exact volume of material being processed, operators can adjust their plans accordingly, ensuring that production lines are well supplied and running smoothly. Automated conveyor scan enables better planning, allowing operators to manage feed rates efficiently, which leads to reduced bottlenecks and increased throughput. With continuous monitoring, businesses can also optimize production schedules, ensuring that each stage of the process is well-coordinated and that production capacity is maximized.
Industries Benefiting from Conveyor Volume Scanners
Conveyor volume scanners offer significant advantages to various industries by improving material handling, tracking, and efficiency. Here are the key industries benefiting from this technology:
Steel Manufacturing
Conveyor volume scanners in steel manufacturing help track raw materials such as iron ore, scrap metal, and additives. They ensure consistent material flow, improve inventory management, and reduce the chances of production delays due to material shortages or inconsistencies. With precise volumetric data, operators can maintain optimal production levels and reduce excess material usage, contributing to greater overall efficiency in steel plants.
Mining & Quarrying
Automated conveyor scanners ensure precise tracking and measurement of extracted materials, enabling efficient resource management. By continuously monitoring material flow, these scanners help identify inconsistencies in feed rates, minimizing material spillage and reducing wastage. They optimize the extraction process by ensuring accurate stockpile levels and facilitating real-time adjustments to prevent overproduction. This enhances operational efficiency, reduces costs, and improves overall productivity by maintaining optimal resource allocation and reducing unnecessary waste. Through seamless integration with production systems, conveyor scanners contribute to a more sustainable and cost-effective operation.
Cement & Aggregates
Conveyor volume scanners enhance the management of raw materials like limestone, clay, and aggregates by providing accurate, real-time flow measurements. This ensures consistent feed rates, reducing waste and improving inventory control. Additionally, precise tracking optimizes fuel usage and energy consumption by preventing overfeeding or underfeeding, leading to cost savings, improved efficiency, and more sustainable operations.
Agriculture & Grain Storage
In agriculture and grain storage, conveyor volume scanners play a critical role in tracking bulk quantities of stored grains or fertilizers. Accurate volumetric data helps maintain proper inventory levels, streamline logistics, and reduce potential losses due to spoilage or mismanagement.
Logistics & Warehousing
Conveyor volume scanners enhance inventory forecasting by providing real-time, accurate measurements of materials and products. This helps optimize stock levels, prevent overstocking or understocking, and streamline distribution processes, improving overall operational efficiency in warehousing and logistics.
Conclusion
Conveyor volume scanners are revolutionizing stockpile management by providing precise, real-time data to enhance material flow, inventory control, and operational efficiency. Using advanced technologies like LIDAR and Vision AI, these systems help reduce waste, optimize production, and improve safety across industries such as steel manufacturing, mining, cement, and logistics. By automating measurements and offering actionable insights, conveyor belt scanning drives cost savings, boosts productivity, and supports more sustainable operations, making it an essential tool for modern material handling.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
The Ultimate Guide to AI Agents: How They Work and Why They Matter
Introduction
Artificial Intelligence (AI) is transforming industries, and at the heart of this revolution are AI agents—intelligent systems capability to perceive their environment, automate complex workflows, make decisions, and take actions to achieve specific goals. From virtual assistants like Siri and Alexa to self-driving cars and automated trading bots, AI agents are becoming increasingly sophisticated and essential to modern life.
But what exactly are AI agents? How do they work? And why do they matter? In this comprehensive guide, we will explore AI agents in detail—their architectures, types, core technologies, applications, and future implications.
Understanding AI Agents
What Are AI Agents?
An AI agent is an intelligent system that understands and responds to inquiries without human intervention. Using machine learning and natural language processing (NLP), these agents handle tasks from answering simple questions to solving complex problems. Unlike traditional software, AI agents continuously learn, refine responses, and adapt to changing environments, enhancing automation and efficiency.
Mathematically, AI agents function using a structured model and can be represented as a function f : P × A = R where perception (P) represents the set of environmental inputs, actions (A) define the possible responses, and the resulting states (R) indicate the system’s new condition after an action is taken. This framework allows AI agents to operate independently, optimizing their behavior for efficiency and goal achievement.
For instance, an AI diagnostic agent in healthcare can analyze medical images and patient data to detect diseases like cancer at an early stage, assisting doctors with faster and more accurate diagnoses.
Characteristics of Intelligent Agents
Autonomy – AI agents operate independently with minimal human intervention.
Reactive & Proactive – They react to real-time stimuli and anticipate future events.
Goal-Driven – They are programmed to optimize their behavior to achieve specific objectives.
Learning Ability – AI agents improve over time using machine learning techniques.
Perceptual & Action Mechanisms – They use sensors and actuators to interact with the environment.
What are the different types of AI Agents?
Artificial intelligence agents can be classified based on how they process information and make decisions:
Simple Reflex Agents
Simple reflex agents operate based on predefined rules, its immediate data and do not have memory. They do not remember past events or learn from experience, responding only to specific conditions. This makes them ideal for simple, repetitive tasks that require quick reactions. For example, a thermostat can use a simple reflex agent to adjust temperature based on current readings.
Model-Based Reflex Agents
Unlike simple reflex agents, Model-Based Reflex agents have a more advanced decision-making mechanism. Rather than merely following a specific rule, a model-based agent evaluates possible results and consequences before deciding. These agents build an internal model of the world they perceive and use that model to support their decisions.
Goal-Based Agents
Goal-based agents are AI agents with strong reasoning abilities, designed to achieve specific objectives. They evaluate different possible actions and choose the one that moves them closer to their goal, making them ideal for problem-solving applications. They are suitable for complex tasks, such as autonomous navigation in self-driving cars or strategic game-playing.
Utility-Based Agents
Utility-based agents use mathematical models and complex reasoning algorithm to optimize outcome they desire based on a reward function. Intelligent agents compares different scenarios and their respective utility values or benefits. They are often used in fields like robotics, financial trading, and automated decision-making.
Learning Agents
Learning agent improve from their previous and experiences performance over time using machine learning. The agent adapts its learning element over time to meet specific standards based on feedback from the environment, making them more efficient in dynamic settings.
Hierarchical agents
Hierarchical agents operate at multiple levels, breaking down complex tasks into smaller sub-tasks for efficient decision-making. Higher-level modules set goals, while lower-level modules execute actions. They are ideal for handling multi-step processes, such as controlling a humanoid robot, where high-level commands guide movement, and lower-level modules manage precise motions.
Multi-agent systems (MAS)
Multi-agent systems consist of AI agents that interact and collaborate with other agents to achieve a shared objective. Intelligent agents communicate and coordinate their actions to accomplish predefined goals efficiently. Depending on business requirements, they can be homogeneous (sharing the same capabilities and objectives) or heterogeneous (each possessing distinct skills and roles).
Explainable AI agents (XAI)
Explainable AI agents are designed to enhance transparency by providing clear, understandable reasoning behind their decisions. This approach is particularly valuable in regulated industries where trust and accountability are critical, such as finance, law, and healthcare. By making AI-driven processes more interpretable, XAI agents improve compliance and foster confidence in AI-powered solutions.
Core Technologies Powering AI Agents
Machine Learning and Neural Networks
AI agents leverage deep learning architectures to process complex data efficiently. These models enable artificial intelligence agents to recognize patterns, make predictions, and automate decision-making in various domains. Some key deep learning architectures used by AI agents include:
Convolutional Neural Networks (CNNs): Primarily used for image recognition and computer vision tasks, such as object detection and facial recognition.
Recurrent Neural Networks (RNNs): Designed for sequential data processing, making them ideal for time-series forecasting and speech recognition.
Transformer Models (e.g., GPT, BERT, T5): Power natural language processing (NLP) applications, including text summarization, sentiment analysis, and language translation.
Reinforcement Learning
AI agents use reinforcement learning to make decisions by interacting with their environment and learning from feedback. Key approaches include:
Temporal Difference Learning (TD): Helps AI agents learn value functions in dynamic environments by updating predictions based on new observations.
Policy Gradient Methods: Enable AI agents to optimize decision-making by directly improving their action-selection policies.
Multi-Agent Reinforcement Learning (MARL): Used in environments where multiple AI agents interact, such as autonomous traffic management and robotic coordination.
Natural Language Processing
AI agents leverage advanced NLP techniques to understand and generate human language:
Transformer Models: Models like BERT, GPT, and T5 enable tasks such as text generation, summarization, and translation.
Speech-to-Text and Text-to-Speech AI Agents: Convert spoken language into text and vice versa, improving accessibility and automation in voice assistants and customer support systems.
Computer Vision for AI Agents
AI agents leverage computer vision to interpret and understand visual data for real-world applications:
Object Detection: Algorithms like YOLO and Faster R-CNN enable AI to detect and track objects in images and videos.
Semantic Segmentation: Models such as U-Net and DeepLab classify objects at a pixel level, enhancing precision in medical imaging and autonomous navigation.
Knowledge Representation and Reasoning
AI agents use structured methods to organize and interpret information, enhancing decision-making and problem-solving:
Ontology-Based Reasoning: AI agents categorize and structure knowledge into hierarchies, improving understanding and inference.
Graph-Based Knowledge Representation: Knowledge graphs link related data points, enabling AI to establish relationships and draw meaningful insights from vast information sources.
Autonomous Decision-Making
AI agents utilize advanced decision-making techniques to optimize their actions in complex environments:
Monte Carlo Tree Search (MCTS): Used in AI planning and game-playing to evaluate potential future actions and improve performance.
Game Theoretic Approaches: Enable AI agents to make strategic decisions by analyzing competition and cooperation scenarios, optimizing outcomes in multi-agent system.
How does an AI agent work?
AI agents function autonomously by gathering data, analyzing it, making decisions, executing actions, and continuously learning to improve performance. These intelligent systems are used in various applications, from customer service to industrial automation.
Perception and Data Collection AI agents begin by gathering data from diverse sources such as sensors/visuals, transaction histories, customer interactions, and external databases. Intelligent agents can integrate and process real-time data enables them to understand their environment accurately and respond effectively. For example, a self-driving vehicle relies on LiDAR, cameras, and GPS data to detect its surroundings and navigate safely.
Data Processing and Decision-Making : Once data is acquired, artificial intelligence agents analyze it using advanced techniques such as machine learning, deep learning, and rule-based logic. By identifying patterns and correlations, they determine the most appropriate response or action. Many AI systems continuously refine their decision-making process by learning from past interactions. For example, virtual assistants leverage natural language processing (NLP) to interpret user queries and provide contextually relevant responses.
Action Execution: Following the decision-making process, AI agents execute the appropriate action, which may involve responding to a query, adjusting system parameters, or escalating a complex issue to a human operator. These actions are designed to be efficient and precise, optimizing overall task execution. For example, AI-powered customer support systems automatically resolve common inquiries, such as order tracking, while routing complex issues to human representatives.
Continuous Learning and Optimization: AI agents improve over time through learning mechanisms such as supervised learning, reinforcement learning, and user feedback. They refine their algorithms and update their knowledge base to enhance accuracy and effectiveness, ensuring they remain adaptive to evolving business needs and user expectations. For example, AI-driven recommendation engines personalize product suggestions based on user preferences, browsing history, and purchase behavior.
How AI Agents Use Computer Vision
Computer vision is a branch of artificial intelligence that enables machines to perceive, interpret, and understand visual data, much like human vision. It replicates the function of human sight, imitating human eyes with a camera and the brain with a computer. Using a combination of cameras, and advanced algorithms, computer vision systems can “see” and analyze visual data, providing actionable insights that traditionally rely on human observation.
AI agents with computer vision work as vision AI agents that analyze images and videos in real time, making data-driven decisions without human intervention. This technology is widely used across industries, enhancing efficiency in manufacturing, security, healthcare, retail, and beyond by enabling real-time decision-making and operational intelligence.
How Vision AI agents works
Vision AI agents combine computer vision, deep learning, and AI-driven automation, along with Vision-Language Models (VLMs) to bridge the gap between visual data and natural language. These agents are capable of processing visual inputs, recognizing patterns, and making informed decisions autonomously.
The Vision AI agent operates through a structured process involving three key steps: Perception, Decision-Making, and Action. These steps enable AI agents to process visual data, derive insights, and execute tasks autonomously across various industries.
Perception: Capturing and Understanding Visual Data
The first step in a Vision AI agent’s workflow is perception, where the AI system captures and interprets visual information from the environment. Using high-resolution cameras and advanced computer vision algorithms, the AI agent extracts meaningful data from images and video streams.
Object Detection – Identifies and classifies objects within a video feed using deep learning models like CNNs (Convolutional Neural Networks).
Pattern Recognition – Detects repetitive trends or anomalies in visual data to uncover insights.
Movement Tracking – Monitors motion patterns in real-time for applications like traffic analysis, security surveillance, and industrial automation.
Decision-Making: Analyzing and Interpreting Visual Inputs
Once visual data is captured, the Vision AI agent processes and analyzes it to make informed decisions. This stage involves deep learning models that recognize patterns, detect anomalies, and predict outcomes based on previous observations.
Anomaly Detection – Flags unusual or unexpected behaviors, such as identifying equipment malfunctions in a factory or detecting suspicious activities in security surveillance.
Contextual Awareness – AI agents use Vision-Language Models (VLMs) to understand both images and text together, enhancing decision-making. By combining visual data with contextual textual information, VLMs allow AI agents to handle complex scenarios with more accuracy. This integration helps the system understand ambiguous situations, such as associating objects in a scene with their descriptions or recognizing context-specific instructions. Vision-Language Models (VLMs) improve decision-making by interpreting both visual cues and linguistic context, enabling more precise actions and reducing errors.
Predictive Analysis – Utilizes historical data to forecast future events, such as anticipating machine failures in predictive maintenance systems.
Action: Automating Responses and Enhancing Efficiency
After processing visual inputs and making decisions, the Vision AI agent takes appropriate action based on predefined rules or AI-driven automation. This could involve triggering alerts, sending commands to machines, or adjusting system parameters to optimize performance.
Automated Quality Control – Rejects defective products in manufacturing lines without human intervention.
Smart Surveillance – Notifies security teams in real-time when unauthorized access is detected.
Autonomous Operations – Adjusts robotic systems in industrial settings to enhance efficiency and precision.
By integrating computer vision, deep learning, AI-driven automation, and Vision-Language Models (VLMs), Vision AI agents offer a comprehensive approach to real-time intelligence. These agents provide insights, improve operational efficiency, and reduce the need for manual monitoring.
What are the benefits of AI agents?
AI agents offer significant advantages across industries, enhancing productivity, decision-making, and overall efficiency. Here are some key benefits:
Autonomous Decision-Making
AI agents can streamline repetitive and labor-intensive tasks, significantly reducing manual effort and improving operational efficiency. By handling structured processes with precision, they improve productivity and ensure consistency in execution. For example, robotic process automation (RPA) in banking automates transaction processing, document verification, and customer onboarding, saving time and resources.
Real-Time Processing and Adaptability
Operating in real-time, AI agents quickly respond to changing conditions and unexpected scenarios. They continuously learn from new inputs, refine their decision-making models, and adapt to evolving environments, ensuring optimal performance.
Improved Decision-Making
AI agents analyze large datasets in real time, extract meaningful insights detect patterns, and support data-driven decision-making. They enhance accuracy, mitigate biases, and provide actionable intelligence for strategic planning. In healthcare, AI-powered diagnostic systems assist doctors by analyzing medical images and predicting diseases with high accuracy.
Cost Reduction
By automating processes and reducing the need for human agent, AI agents help companies cut costs. They reduce resource wastage, optimize energy consumption, and decrease the need for extensive human oversight, leading to long-term savings. For instance, AI-driven predictive maintenance in manufacturing reduces equipment downtime, saving money on repairs and increasing productivity.
Scalability
AI agents can seamlessly scale operations without compromising efficiency, managing increasing workloads without compromising efficiency. They adapt to dynamic business environments, process vast amounts of data, and support expanding digital ecosystems with minimal additional infrastructure. In e-commerce, AI-driven recommendation engines analyze customer behavior and personalize product suggestions for millions of users simultaneously.
Personalization and Enhanced User Experience
AI agents customize interactions based on user behavior, preferences, and historical data. They enhance engagement by delivering tailored recommendations, adaptive responses, and dynamic content, improving satisfaction and user retention. Streaming platforms like Netflix and Spotify use AI to perform tasks as personal assistants to recommend content based on viewing or listening history, creating a personalized experience for each user.
Increased Safety and Risk Mitigation
AI agents play a crucial role in hazardous environments. In industrial settings, AI-powered robots handle dangerous tasks, such as chemical handling or mining operations, reducing the risk of human injury.
Applications of AI Agents in business
Manufacturing and Industrial Automation
Advanced AI agents in manufacturing optimize operations by enabling predictive maintenance, production processes automation, and quality control. Smart factories leverage AI systems to monitor machinery, detect operational inefficiencies, and minimize downtime. AI-driven robotics enhance production lines, handling repetitive tasks with precision while reducing labor costs and human errors. AI-powered supply chain analytics further improve inventory management and logistics planning.
Healthcare and Medical Diagnosis
In healthcare, artificial intelligence agents support medical professionals by analyzing diagnostic images, patient records, and clinical data to detect diseases with high accuracy. AI-driven solutions enhance early detection of conditions such as cancer and cardiovascular diseases, improving treatment outcomes. Additionally, AI-powered virtual assistants and chatbots provide 24/7 patient support, assisting with symptom analysis, medication reminders, and personalized health recommendations.
Cybersecurity and Threat Detection
AI systems cybersecurity solutions enhance data privacy and digital protection by identifying and mitigating threats in real time. AI agents analyze network traffic, detect anomalies, and prevent cyberattacks, reducing risks such as data breaches and fraud. Advanced AI models strengthen authentication systems, ensuring robust security protocols for businesses and government organizations.
Financial Trading and Risk Management
Intelligent agents are revolutionizing financial markets by leveraging predictive analytics to optimize trading strategies and risk assessment. AI-driven trading bots analyze vast datasets in real time, executing transactions with speed and precision. Additionally, AI enhances fraud detection by identifying anomalies in financial transactions, preventing unauthorized activities, and strengthening cybersecurity measures across banking and investment platforms.
Autonomous Vehicles
AI agents power self-driving cars and drones by processing sensor data, identifying obstacles, and making real-time navigation decisions. Autonomous agents with advanced algorithms predict traffic patterns, optimize routes, and enhance safety through adaptive driving technologies. AI also enables driver-assist systems, such as automatic braking and lane-keeping, reducing the risk of accidents and improving transportation efficiency.
Conclusion
AI agents are revolutionizing industries by automating tasks, enhancing decision-making, and optimizing processes. Their ability to learn, adapt, and operate autonomously makes them invaluable in various fields, from healthcare and finance to manufacturing and transportation.
As AI technology continues to advance, AI agents will become even more sophisticated, opening new possibilities for innovation and efficiency. Whether you are a business leader, developer, or AI enthusiast, embracing AI agents can unlock significant opportunities for growth and transformation.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Vision AI: The Ultimate Automated Pair of Eyes for Industry
Introduction- The Rise of Vision AI in Industrial Automation
Industrial automation has rapidly evolved over the years, they are under constant pressure to improve efficiency, enhance product quality, and ensure workplace safety. Traditional methods of monitoring, quality control, and safety inspections often depend on human operators, which are slow, error-prone, and costly. Manual inspections not only slow down production but also fail to catch subtle defects or anomalies that can compromise product quality and safety.
This is where AI is making a mark by revolutionizing industrial processes. Integrating artificial intelligence, particularly with computer vision and machine learning, enhances industrial automation. Vision AI acts as an automated pair of eyes, capable of performing various computer vision tasks such as object detection, motion estimation, and scene reconstruction. These tasks are essential for applications like detecting defective products on an assembly line, monitoring equipment for predictive maintenance, or ensuring worker safety through automated compliance checks. Vision AI eliminates human fatigue and errors while enhancing decision-making through real-time data processing, setting new benchmarks in industrial automation.
What is Vision AI?
Vision AI is an advanced artificial intelligence-powered system that uses computer vision to interpret and analyze visual data from industrial environments. Unlike traditional image processing, which follows static rule-based programming, Vision AI integrates deep learning to identify patterns, detect anomalies, and continuously learn and adapt to changing conditions.
At the core of Vision AI lies a sophisticated combination of high-resolution industrial cameras, AI algorithms, and computing power. These components capture, process, and analyze visual images, videos, and image data in real-time. The data is then processed either on edge devices, which allow for real-time decision-making without depending on external networks, or on cloud platforms, where complicated analyses and long-term insights are generated.
Traditional computer vision and AI-driven Vision AI
Traditional computer vision systems relies on predefined rules and manually crafted algorithms to analyze images. It follows a structured approach where engineers set specific parameters, such as edge detection, color thresholds, and template matching, to identify objects or defects. While effective for straightforward tasks, this method struggles with variations in lighting, object orientation, and complex patterns. Since it lacks the ability to learn from new data, traditional computer vision requires frequent manual adjustments, making it rigid and less adaptable to dynamic industrial environments.
In contrast, AI-driven Vision AI leverages deep learning and machine learning to process visual data intelligently. Vision AI processes in real-time data by analyzing images and videos captured from industrial sites. Using computer vision image processing, it detects defects, monitors machinery, and tracks worker safety. Unlike traditional computer vision systems that rely on static rule-based programming, AI-driven Vision AI continuously learns from vast datasets, improving its accuracy over time. Vision AI can identify patterns, anomalies, and defects with far greater precision, even in challenging conditions. It also performs contextual analysis, understanding relationships between objects and making real-time decisions based on insights rather than predefined rules. This adaptability makes Vision AI an essential tool for industrial applications such as predictive maintenance, automated quality inspection, and real-time anomaly detection, significantly enhancing efficiency and reducing human intervention.
Why Vision AI is Called an Automated Pair of Eyes
Vision AI is often referred to as an automated pair of eyes because it mimics human perception with far greater accuracy and speed. It functions as a 24/7 surveillance system, providing continuous and intelligent monitoring without the limitations of human oversight. While human inspectors may take time to analyze a product or detect an issue and may miss small defects due to fatigue or oversight, Vision AI can scan thousands of units per minute, flagging defects with near-perfect precision. Moreover, it can detect visual patterns that may be imperceptible to the human eye, significantly enhancing operational accuracy and efficiency.
Similar to how human eyes scan and interpret visual data, Vision AI employs advanced object detection and pattern recognition techniques to identify anomalies. It processes digital images as input data, allowing algorithms to extract meaningful information and understand the visual content. Unlike human vision, however, it operates at far greater speed and scale, analyzing thousands of units per minute with near-perfect precision. This ability to mimic human sight while simultaneously recognizing complex patterns that might be invisible to the naked eye significantly boosts operational accuracy, efficiency, and productivity.
For example, in steel plants, Vision AI can monitor sinter belts and furnaces, identifying temperature fluctuations that indicate potential failures. In pharmaceutical manufacturing, it can detect contaminants in packaging, ensuring regulatory compliance.
Key Features of Vision AI
Vision AI incorporates several advanced technologies that empower real-time visual analysis, intelligent decision-making, and automated systems. One of its core capabilities is object classification, which plays a crucial role in identifying and categorizing objects within images. This feature is particularly significant in various applications, such as autonomous vehicles, and demonstrates the performance of algorithms like convolutional neural networks in tasks related to object classification and detection. Below are the key technical features that define the power of Vision AI.
Deep Learning-Based Image Classification
Vision AI relies on deep learning algorithms to classify images and video in real time. These models, typically based on Convolutional Neural Networks (CNNs), are trained on large datasets to recognize and categorize complex patterns, objects, and anomalies. Deep learning enhances the accuracy of object recognition and the ability to handle intricate visual tasks.
Edge Computing for Low Latency Processing
To ensure rapid decision-making, Vision AI often integrates edge computing, allowing data to be processed locally, closer to the source. This reduces latency by eliminating the need for data transmission to a centralized server, which is particularly valuable for time-critical applications such as real-time image recognition or anomaly detection.
Object Detection and Tracking
Vision AI uses advanced object detection methods and algorithms, like YOLO (You Only Look Once) or Faster R-CNN, to detect and track objects within images or video streams. These algorithms provide high-accuracy identification and localization, allowing Vision AI systems to track the movement of multiple objects simultaneously and in real-time.
Thermal Imaging and Temperature Mapping
Many Vision AI systems incorporate thermal imaging sensors to detect heat signatures in visual data. This technology is essential for applications requiring temperature monitoring, such as detecting overheating components, energy inefficiencies, or heat anomalies. Vision AI models generate heatmaps, offering a detailed analysis of temperature distribution and variations.
Anomaly Detection with Machine Learning
Vision AI utilizes machine learning models within a computer vision system to identify anomalies in visual data. Vision AI models analyze real-time images or videos and compare them to a learned baseline, detecting deviations that may indicate an issue. Techniques like One-Class SVM or Isolation Forests are commonly applied to highlight outliers, ensuring early detection of potential problems.
Geospatial Data Integration
Vision AI can integrate with geospatial data, providing a contextual understanding of the environment in which objects are located. This integration is particularly useful for applications involving mapping, object localization, or environmental monitoring, where spatial relationships between objects are important for decision-making.
Real-time Video Analysis and Predictive Modeling
Vision AI processes live video streams to capture continuous visual data, enabling real-time analysis of significant events such as motion, anomalies, or objects of interest. By leveraging high-definition cameras, Optical Flow, and Motion Detection technologies, Vision AI performs various computer vision tasks, including tracking moving objects and detecting irregularities. Additionally, it utilizes historical visual data and applies predictive analytics and machine learning to forecast potential issues, such as equipment failure or system anomalies. This combination of real-time video analysis and predictive modeling enhances proactive decision-making and anticipates future trends or problems.
Integration with IoT Sensors
Vision AI can integrate with Internet of Things (IoT) sensors to combine visual data with sensor data, such as temperature, humidity, or pressure readings. This fusion of data provides a richer context for analyzing and interpreting the environment, enabling Vision AI systems to make more informed and accurate decisions.
Customizable Machine Learning Pipelines
Vision AI often includes customizable machine learning pipelines, which allow users to tailor the system to specific use cases. These pipelines can be trained to recognize particular objects, behaviors, or features, enabling Vision AI systems to be optimized for unique requirements and applications.
Applications of Industrial Computer Vision Systems
Manufacturing
Vision AI is extensively used in manufacturing for automated quality inspection. By analyzing and interpreting image data, defects such as scratches, cracks, or misalignments can be detected with high precision through computer vision image processing. By leveraging object detection algorithms, Vision AI ensures that only defect-free products proceed through the supply chain, minimizing rework and customer complaints.
Steel & Heavy Industries
In the steel industry, Vision AI is deployed for monitoring sinter belts, furnaces, and worker safety compliance using digital images. It helps detect overheating, foreign materials, and process inconsistencies in real time. This proactive approach allows manufacturers to maintain optimal furnace operations, improve yield efficiency, and enhance workplace safety.
Cement Industry
Kiln monitoring is one of the most critical applications of Vision AI in the cement industry. Vision AI uses thermal cameras and neural network-based models to track temperature fluctuations, detect refractory wear, and optimize combustion efficiency. These insights help cement plants improve fuel efficiency, reduce maintenance costs, and prevent expensive unplanned shutdowns.
Pharmaceuticals & Food Processing
In highly regulated industries like pharmaceuticals and food processing, Vision AI ensures precision in packaging, contamination detection, and compliance tracking. AI-powered cameras inspect drug packaging for defects such as missing labels or incorrect dosages. In food processing, Vision AI detects contaminants and ensures hygienic production environments.
Logistics & Warehousing
Vision AI has transformed logistics and warehousing through automated inventory tracking and anomaly detection. By integrating computer vision with warehouse management systems and utilizing advanced object detection methods, companies can monitor stock levels, detect misplaced items, and optimize space utilization. This reduces inventory errors and improves supply chain efficiency.
Vision AI provides continuous monitoring of industrial processes to identify defects, inefficiencies, and safety hazards as they occur. By leveraging deep learning and advanced image processing algorithms, Vision AI can analyze and interpret image data to detect even subtle visual discrepancies in real-time. This enables rapid response to emerging issues such as machinery malfunctions, production defects, or safety risks. Whether it’s spotting quality defects in products or identifying anomalies in machinery, real-time detection reduces the likelihood of undetected issues leading to costly downtime or safety incidents.
Predictive & Preventive Maintenance
One of the key benefits of Vision AI is its ability to predict equipment failures before they occur, significantly reducing unplanned downtime. By analyzing historical and real-time visual data, Vision AI can detect early signs of wear and tear, abnormal vibrations, or other indicators of potential failure. With predictive maintenance, the system not only anticipates when a part is likely to fail but also provides actionable insights that help schedule maintenance proactively. This approach prevents costly repairs, minimizes production interruptions, and extends the lifespan of equipment.
Process Optimization
Vision AI plays a critical role in enhancing operational efficiency by optimizing industrial processes. By continuously monitoring production lines and other operational workflows, Vision AI can identify opportunities for improvement. It performs various computer vision tasks such as object detection and motion estimation to optimize yield by detecting inefficiencies in material usage or spotting bottlenecks in the production process. Additionally, it reduces waste by identifying excess or underutilized resources and suggesting adjustments. By streamlining operations, Vision AI helps improve productivity, reduce costs, and boost overall operational performance.
Workplace Safety & Compliance
Ensuring a safe work environment is crucial in industrial operations, and Vision AI offers robust solutions for monitoring workplace safety and compliance. Through the use of real-time video analysis, object detection, and object classification, Vision AI can track workers’ adherence to safety protocols, such as wearing personal protective equipment (PPE). It also helps identify potential hazards like spills, gas leaks, or unsafe machinery. Moreover, Vision AI can implement geofencing around hazardous areas, alerting workers or security personnel when unauthorized access occurs. This contributes to a safer work environment by reducing accidents and ensuring compliance with safety regulations.
Conclusion-The Future of AI-driven Industrial Automation
In conclusion, Vision AI stands as a transformative force for industries seeking to enhance operational efficiency, safety, and productivity. By providing real-time, high-accuracy monitoring, it enables businesses to detect anomalies, ensure compliance, and optimize processes with unmatched precision. With its ability to learn and adapt, Vision AI offers an intelligent, scalable solution to meet the evolving challenges of modern industry. As businesses continue to invest in AI-driven technologies, Vision AI will undoubtedly become a cornerstone in achieving smarter, more sustainable operations. Embracing this technology is no longer a luxury—it’s a necessity for staying competitive in an increasingly digital world..
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
Enhancing Stockpile Volume Measurement with Vision AI
Introduction
Stockpile management has always been a critical component of inventory control in industries that rely on raw materials, such as mining, construction, and agriculture. Efficient stockpile volume measurement plays a pivotal role in ensuring that inventory is accurately tracked, material waste is minimized, and operational costs are optimized. However, traditional methods of measuring stock volumes are fraught with challenges. These techniques are not only inefficient but can also lead to inaccurate data and safety risks.
In recent years, advancements in technology, particularly in Vision AI and LiDAR (Light Detection and Ranging), have transformed the way stockpile volumes are estimated. By automating this process, businesses can now gain real-time, precise measurements without the need for manual intervention. Vision AI and LiDAR are transforming stockpile volume measurement and enhancing stockpile management across various industries.
Traditional Methods of Stockpile Inventory Management
For many years, traditional methods of stockpile volume measurement relied on manual processes, often involving surveyors who physically measured the stockpiles using tools like measuring tapes or GPS devices. While these methods were once standard practice, they have significant limitations that make them increasingly impractical in today’s fast-paced and data-driven industries.
Manual measurement methods were familiar but were inherently prone to error and inefficiency. Surveyors must physically walk around and measure various points on the stockpile, this process is time-consuming, labor-intensive, and subject to human error. This becomes even more problematic when measuring irregular or large stockpiles in difficult terrain, often resulting in inaccurate data and faulty inventory calculations. Such inaccuracies can cause businesses to either overestimate or underestimate material quantities, leading to excess stockpiles, shortages, or unnecessary procurement, which disrupt operations. Additionally, manual measurement methods pose significant safety risks as workers navigate unstable stockpiles or operate near heavy machinery, exposing them to potential injury from shifting piles or other hazardous circumstances.
Challenges Faced in Raw Materials Stockpile Management
Materials stockpile management is a critical aspect of manufacturing and industrial operations, but it comes with its own set of challenges. Here are some of the key difficulties faced in managing raw material stockpiles:
Lack of Accurate Inventory Visibility
Lack of Accurate Inventory Visibility
Raw materials stockpiles ooften suffer from poor visibility, and inaccurate or outdated inventory data leading to overstocking or stockouts. This disruption can affect production schedules, increase storage costs, and create inefficiencies in supply chain management, as companies struggle to maintain the right material levels for production needs. Inefficient inventory management further exacerbates the issue, leading to increased material wastage and unnecessary procurement of additional materials.
Material Degradation and Quality Control Issues
When materials are stored for long periods without proper protection, they are vulnerable to environmental conditions such as moisture or extreme temperatures. This can result in degradation, which affects the quality and usability of materials like coal, limestone, or metals, ultimately leading to delays, waste, and higher production costs due to compromised raw materials.
Safety and Compliance Risks
Stockpiles of certain materials, such as coal, chemicals, or metals, present significant safety hazards, including the risk of fires, explosions, or the creation of hazardous dust. Managing these risks requires adherence to stringent safety regulations, regular inspections, and the implementation of specialized safety equipment, which can add to the complexity and cost of stockpile management. Manual methods of stockpile monitoring and maintenance introduce additional safety risks, as they may rely on outdated processes or lack real-time insights, further compromising operational safety.
Material Handling Delays
The transportation and handling of materials to and from stockpiles can be time-consuming and costly. Inefficient logistical operations or delays in moving materials can disrupt production schedules, cause unnecessary downtime, and increase the overall cost of operations. This issue becomes particularly prominent in large-scale operations with complex material flow requirements.
Inefficient Space Utilization and Storage Challenges
Managing large material stockpiles often presents challenges in terms of storage space optimization. Poor space utilization can cause disorganization, making it difficult to access materials when needed and increasing handling times. Inefficiently stored materials may also lead to safety risks, such as stockpile instability, further complicating management efforts. This also contributes to unnecessary material wastage, as materials may be lost or become difficult to recover.
The Role of Vision AI in Stockpile Management Using LIDAR
Vision AI, when integrated with LIDAR technology, plays a transformative role in stockpile management by offering precise volumetric measurement and real-time monitoring. The combination of LIDAR’s 3D mapping and IP camera feeds allows for accurate stockpile volume estimation, even in complex material environments. This technology automates the process, providing operators with continuous data on volume, weight, and material density, significantly reducing human error.
With Vision AI, stockpile conditions are monitored through visual analysis of materials, revealing critical insights such as density variations and distribution patterns. This enables businesses to track material movement, ensuring optimal inventory levels. The automated system not only enhances operational efficiency but also provides real-time alerts if stockpile volume, shape, or distribution changes significantly, allowing operators to swiftly address any discrepancies. By generating historical video feeds and detailed reports, this technology offers a comprehensive view of stockpile performance over time, helping businesses analyze trends and make data-driven decisions for future stockpile management strategies.
The integration of Vision AI and LiDAR into the Stockpile Management System offers several key benefits for industries such as mining, cement, steel, and other manufacturing sectors, enhancing both operational efficiency and safety. Here are some of the major advantages:
Real-time Monitoring
Vision AI in the Stockpile Management system enables real-time visibility into the stockpile’s condition, including its size, composition, and moisture levels, ensuring accurate monitoring. AI-powered IP cameras analyze material distribution, preventing inconsistencies and optimizing stockpile usage. Moisture detection through thermal and hyperspectral imaging helps mitigate spoilage and combustion risks in coal stockpiles. Real-time data enables better stockpile rotation, reducing material degradation and maintaining quality, for better decision-making regarding stockpile rotation and usage.
Optimized Material Handling
Stockpile inventory management ensures that raw materials such as coal, ore, limestone, or aggregates are stored, retrieved, and utilized efficiently. By implementing automated stockpile tracking and retrieval mechanisms, industries can reduce dependency on manual handling, which often leads to inefficiencies, inaccuracies, and delays. Proper stockpile management software also ensures smooth material flow into production, reducing the risk of production halts due to material shortages or mismanagement.
Automated Alert
Advanced Stockpile Management Systems predict material consumption trends and optimize replenishment schedules, ensuring seamless operations. Automated stock replenishment alerts prevent stockouts by accurately forecasting when materials will run low, allowing for timely restocking and avoiding production delays. AI-based usage forecasting enhances procurement and logistics planning, reducing lead times and improving supply chain efficiency. Additionally, preventive maintenance alerts detect early signs of stockpile degradation, enabling proactive corrective actions to minimize material losses and maintain quality.
Improved Material Quality Control
Maintaining consistent material quality is crucial for industries such as cement, steel, and mining. Variations in raw material composition can impact the final product quality. A well-implemented Stockpile Management System monitors key parameters like particle size distribution, chemical composition, and moisture levels, ensuring that only the right blend of materials is used in production, preventing production failures, reducing wastage, and enhancing the quality of the final product.
Enhanced Safety and Compliance
Stockpile sites can be hazardous due to the risk of collapse, fire, or contamination. Stockpile Management software incorporates geofencing, automated alerts, and surveillance tools to ensure safe stockpile management. It also helps industries comply with regulatory requirements regarding material storage, environmental impact, and workplace safety. By continuously monitoring stockpile conditions, the Stockpile Management system reduces the likelihood of accidents, fines, or legal liabilities.
Stockpile Management System Applications in Industries
Stockpile Management plays a crucial role in various industries by optimizing material handling, storage, and utilization. Here are some key applications of Stockpile Management Systems across different industries:
Cement Industry
In cement production, efficient stockpile management ensures a continuous supply of raw materials such as limestone, clay, and gypsum. Cement Stockpile Management monitors stockpile inventory and provides alerts when material levels drop, allowing for timely replenishment. For instance, when cement manufacturers face fluctuations in material quality, SMS systems help track and blend raw materials to maintain uniformity in the final product. Stockpile Monitoring Systems also aid in minimizing spoilage and contamination, ensuring that only suitable materials are used, which leads to higher-quality cement and better operational efficiency.
Steel Industry
In steel manufacturing, stockpile management is crucial for handling raw materials like iron ore, coke, and flux. Stockpile inventory management helps monitor and track the quantities of these materials to ensure a steady supply for blast furnaces and other production lines. For example, Stockpile Monitoring Systems can optimize the handling of iron ore stockpiles by automatically adjusting blending ratios based on real-time material analysis, preventing variations that could affect furnace operations. By maintaining a proper balance between different types of raw materials, Automated bulk material monitoring can help optimize fuel consumption and reduce the risk of furnace instability, leading to more efficient steel production.
Mining & Mineral Processing
Automated bulk material monitoring system plays a key role in managing the vast quantities of minerals and ores in the mining industry. It helps optimize inventory by accurately tracking stockpile levels in real time, ensuring a steady supply of raw materials for processing. For example, in copper mining, Stockpile Monitoring Systems can automate ore blending by using real-time data on material quality, ensuring consistent ore grade and preventing the use of suboptimal materials. This reduces processing costs, improves quality, and helps meet production targets without overstocking or shortages.
Agriculture & Food Processing
Stockpile management in the agriculture industry helps optimize grain storage, preventing spoilage and maintaining product quality. Conveyor belt scanner is used to detect foreign materials, sort grain by size, and monitor temperature levels during transport. AI-based scanners also help track inventory levels in real-time, allowing food processors to adjust supply chains efficiently and prevent shortages or overproduction.
Conclusion
In conclusion, automating stockpile volume measurement with Vision AI and LiDAR offers influential advantages over traditional methods. These systems provide businesses with accurate, real-time data that enhances decision-making, improves inventory management, and reduces operational inefficiencies. By eliminating the need for manual measurements, businesses can save time, reduce labor costs, and improve safety.
As industries continue to evolve and rely more heavily on automation and data-driven decision-making, the role of Vision AI and LiDAR in stockpile management will become increasingly important. Businesses that are looking to optimize their processes and streamline stockpile management should explore these technologies to stay competitive in the ever-changing marketplace.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Agentic AI: The Future of Autonomous Decision-Making
Introduction
Artificial intelligence (AI) has rapidly evolved significantly from simple rule-based automation to sophisticated machine learning systems capable of handling complex tasks. One of the most groundbreaking advancements in AI is the emergence of Agentic AI, a new paradigm that enables AI systems to operate with full autonomy, making self-directed decisions with minimal human intervention.
In today’s fast-paced and data-driven world, businesses and industries increasingly require AI solutions that handle real-time decisions in dynamic environments depending on human oversight. Agentic AI solutions overcomes these limitations by proactively analyzing data, learning from past experiences, and autonomously executing actions without any human agents. Unlike traditional AI, which often depends on human input, Agentic AI systems enables intelligent automation—optimizing workflows, enhancing operational efficiency, and driving innovation across industries.
What is Agentic AI?
Agentic AI is a specialized branch of artificial intelligence that enables autonomous AI agents to make decisions, learn from real-world interactions, and adapt over time. Unlike traditional AI models that require human input, Agentic AI systems operate independently, capable of functioning independently to solve complex tasks and achieve defined objectives.
These agentic ai systems leverage machine learning, reinforcement learning, and real-time data processing to continuously refine their behavior through iterative learning. By utilizing probabilistic modeling, context-aware decision-making, and adaptive goal-setting, Agentic AI agents can dynamically respond to changing environments and optimize outcomes without deterministic rule-based constraints. These intelligent agents can be deployed in various industries, such as manufacturing, healthcare, finance, and logistics, to automate complex decision-making processes.
Key Characteristics of Agentic AI Systems:
Self-learning Capabilities
One of the defining attributes of Agentic AI is its ability to evolve and enhance its decision-making process over time. These AI systems are powered by machine learning techniques, enabling them to learn from past experiences and adjust their behavior based on new data or changing circumstances. Unlike static AI models that rely on predefined algorithms, Agentic AI integrates continuous learning mechanisms, improving its performance and making better decisions as it gains more insight from its environment.
For example, in predictive maintenance for manufacturing, an Agentic AI system can analyze machine sensor data, detect early signs of failure, and adjust maintenance schedules accordingly—without requiring human intervention.
Autonomous Decision-Making
Agentic AI systems are designed to make decisions independently, relying on algorithms and data inputs to analyze situations and take actions in real-time. This eliminates the need for constant human oversight and allows the system to function effectively in dynamic environments.
For example, in finance, Agentic AI can autonomously manage algorithmic trading, executing trades at the optimal time based on market fluctuations, risk assessment, and predictive modeling..
Goal-Oriented Optimization
Agentic AI solutions are driven by specific objectives, such as optimizing production efficiency or minimizing resource consumption. They use advanced optimization algorithms to fine-tune their actions and achieve desired outcomes, ensuring that each decision aligns with the overarching goal.
For example, in logistics, agentic AI systems can optimize delivery routes in real-time, adjusting to traffic patterns and weather conditions to ensure timely and cost-effective deliveries.
Sensor Integration and Perception
To make informed decisions, agentic AI systems integrate with various sensors or data sources (e.g., cameras, temperature sensors). This allows them to perceive and interpret their environment, providing valuable real-time insights that influence decision-making and ensure accurate, context-aware actions.
For example, in agriculture, agentic AI can utilize drone sensors to monitor crop health and soil conditions, automatically adjusting irrigation schedules and fertilization plans to maximize crop yield
Robustness and Scalability
Agentic AI systems are built to operate reliably under varying conditions, such as incomplete data, environmental disruptions, or system errors. Additionally, agentic AI is scalable and efficient in handling increasing amounts of data or more complex tasks or environment expands. This ensures long-term effectiveness even in rapidly changing or growing scenarios.
The underlying technologies behind agentic artificial intelligence (AI) enable these AI systems to make decisions autonomously, adapt to changing environments, solve complex problems, and optimize their performance. Some key technologies include:
Machine Learning and Deep Learning
Machine learning, including deep learning, enables agentic AI systems to analyze large datasets, identify patterns, make decisions learn from vast amounts of data, and improve over time. Deep learning, a subset of machine learning, uses neural networks to process complex data, making it essential for tasks like image recognition, natural language processing, and autonomous decision-making.
Neural Networks
Neural networks simulate human decision-making processes by using layers of interconnected nodes (neurons). They allow Agentic AI to process complex data and make decisions that mimic human-like reasoning, particularly in tasks like pattern recognition and predictive modeling.
Feedback Loops and Real-Time Data Processing
Continuous learning cycles enable Agentic AI to refine its decisions and behavior over time. By processing real-time data analysis and adjusting decisions based on new inputs, the AI can adapt to changing environments and improve performance autonomously.
Computer Vision
Computer vision enables agentic AI systems to process and interpret visual data, making decisions based on images or video. This technology is used in applications like autonomous vehicles, facial recognition, and industrial monitoring.
How Agentic AI process To solve complex tasks
The concept of Agentic AI goes beyond simple interactions, as seen with traditional AI dives into solving complex challenges, multi-step problems autonomously.
Agentic AI systems use a four-step process for problem-solving:
Perceive: Agentic AI begins by gathering data from various sources, such as sensors, databases, and digital interfaces. It processes this data to extract meaningful insights, recognize objects, or identify relevant entities. This helps the AI understand its environment and the challenges it is facing.
Reason: A large language model serves as the core reasoning engine, orchestrating the problem-solving process. It generates possible solutions and coordinates specialized models for tasks such as content creation or recommendation systems. Techniques like retrieval-augmented generation (RAG) are used to pull in proprietary data sources, ensuring the AI solutions to provides accurate and relevant outputs based on its understanding of the task at hand.
Act: The AI can then execute its solutions by integrating with external tools and software through APIs (application programming interfaces). These integrations allow the agentic AI to carry out tasks effectively. Guardrails are put in place to ensure tasks are executed correctly.
Learn: Lastly, Agentic AI uses a feedback loop (also known as a “data flywheel”) to continuously improve. As the AI systems interacts with its environment, it collects data from each interaction, which is used to enhance its models. Over time, this allows the AI to adapt and optimize its performance, ultimately improving decision-making and operational efficiency.
AI Agents vs Agentic AI
The terms AI Agents and Agentic AI are related but distinct concepts in the field of artificial intelligence. Here’s a breakdown of each:
An AI agent refers to any system or entity designed to autonomously perform tasks or make decisions based on input data and its environment. These agents are designed to take action in a given environment to achieve specific objectives, often based on pre-programmed rules, machine learning models, or reinforcement learning techniques. AI agents operate in a variety of domains such as customer service chatbots, recommendation systems, or automated control systems in manufacturing.
However, Agentic AI typically refers to a more advanced or autonomous form of AI that exhibits characteristics of agency, which means having the capacity to make independent choices or make autonomous decisions that may influence its surroundings. This term is often used in discussions about AI solutions that are designed not just to perform specific tasks but to have the ability to make decisions with a broader range of consequences, potentially in a self-determined or self-improving manner.
In some contexts, Agentic AI can also refer to AI that possesses a higher degree of cognition or self-awareness. It is often linked to speculative or theoretical discussions about AI systems that operate with significant autonomy, potentially with ethical or philosophical considerations about their decision-making processes.
Key Differences
Complexity: AI agents learn and operate within the scope of predefined tasks, while Agentic AI is often considered to have the ability to make more complex, independent decisions and potentially evolve its objectives.
Level of Autonomy: AI agents can be more limited, often reacting to inputs, while Agentic AI could make decisions with broader impacts or evolve its behavior over time.
Self-awareness: Agentic AI may involve systems that are more “self-aware,” meaning they understand or adapt to their actions and the outcomes of those actions.
Agentic AI Applications Across Industries
Agentic AI Applications have far more potential to revolutionize multiple industries by enabling systems to make autonomous decisions, adapt to new challenges, and continuously improve through feedback loops.
Manufacturing and Production
Agentic AI applications in manufacturing can optimize production lines, predict equipment failures, and adjust operations in real-time. Agentic AI-powered systems can autonomously manage supply chains, monitor machine performance, and respond to fluctuations in demand or material availability. Automating production line optimization, predictive maintenance, and real-time performance analysis using Agentic AI solutions. This leads to greater operational efficiency, minimized downtime, and improved resource management.
Healthcare
In healthcare, Agentic AI applications can assist in providing autonomous decision support for patient care. Implementing Agentic AI system can analyze medical data, detect trends, and recommend treatment plans, reducing the reliance on human intervention and accelerating diagnostic processes. Moreover, in drug discovery, Agentic AI can autonomously analyze vast datasets, test hypotheses, and identify potential new therapies or compounds.
Finance
The financial industry is benefiting from Agentic AI applications for autonomous trading, repetitive tasks, risk assessment, complex workflows, and fraud detection. These AI systems learn from market data, make real-time investment decisions, and detect fraud by identifying anomalies in transaction patterns. This level of autonomy allows financial firms to react faster to market changes while reducing the need for manual oversight
Retail and Customer Service
Agentic AI solutions in retail personalize shopping experiences by autonomously recommending products managing inventory and maintaining customer relationship management. AI-powered chatbots and virtual assistants handle customer service inquiries, learning from customer behavior to provide timely, relevant, and efficient support. This results in enhanced customer satisfaction and streamlined business operations.
Benefits of Agentic AI
Autonomous Decision-Making in Dynamic Environments
Agentic AI excels in environments where decisions need to be made quickly and dynamically. It can process vast amounts of real-time data, autonomously making decisions that are responsive to changing conditions, without needing constant human intervention. This intelligent automation enhances flexibility and agility, particularly in fast-paced industries like finance and manufacturing.
Self-Optimizing Systems
Unlike traditional AI systems, Agentic AI can continuously improve its performance. By leveraging feedback loops and learning from past decisions, it autonomously adjusts its strategies to become more efficient over time. This leads to systems that “learn on the job,” optimizing operations such as predictive maintenance, inventory management, or production scheduling without requiring manual recalibration.
Seamless Scalability
Agentic ai driven automation can scale operations efficiently without the need for extensive manual intervention. Whether managing a larger volume of transactions, repetitive tasks, processing more data, or overseeing a bigger geographical area, Agentic AI adapts effortlessly to increased demands. This scalability is particularly beneficial for businesses expanding their operations or dealing with fluctuating workloads, ensuring sustained performance as the system grows.
Reduced Human Bias and Error
Agentic AI operates based on data-driven insights and logic, eliminating human biases that may influence decision-making. By relying on objective criteria and real-time data, Agentic AI enhances decision quality, reduces errors caused by fatigue or emotional bias, and ensures more accurate outcomes in critical areas like healthcare diagnosis, financial investments, or supply chain management.
Proactive Risk Management
Instead of reacting to problems after they arise, Agentic AI proactively identifies potential risks and takes preventive actions. In sectors like energy, manufacturing, or finance, Agentic AI will anticipate equipment failures, market shifts, or cybersecurity threats, providing early warnings and even autonomously taking steps to mitigate risks. This proactive approach reduces downtime, and financial losses, and improves overall safety.
The Future of Agentic AI
As technology continues to evolve, Agentic AI stands at the forefront of transformative change across industries. With its ability to make autonomous, data-driven decisions, Agentic AI is set to revolutionize how businesses operate, innovate, and adapt in a fast-paced, ever-changing world.
Growth and Expansion Across Sectors
Agentic AI will experience significant growth as it expands into new sectors like energy, logistics, and agriculture. Industries will increasingly rely on Agentic AI to automate and tackle complex tasks, improve operational efficiencies, and make data-driven decisions in real-time. From optimizing energy grids to enhancing agricultural yields through autonomous systems, Agentic AI will drive transformation by improving productivity and cost-effectiveness across diverse fields.
Integration with Emerging Technologies
As Agentic AI have seamless integration with technologies like blockchain, quantum computing, and the Internet of Things (IoT), it will open new possibilities for smarter decision-making. Blockchain will ensure secure, transparent data, while quantum computing will enable faster processing of large datasets. The IoT will feed real-time data to these systems, enhancing their accuracy and responsiveness. These integrations will push the capabilities of Agentic AI beyond current limits, making it even more powerful and adaptable.
Redefining Business Models
In the future, Agentic AI will reshape business models, building ai powered automations and real-time decision-making. Companies will embrace autonomous operations, reducing human intervention and improving efficiency. This shift will lead to the creation of innovative business models that capitalize on AI’s ability to continuously optimize processes and provide valuable insights. Businesses will become more agile, responding quickly to market changes and customer needs while driving growth through AI-enabled efficiencies.
Conclusion
Agentic AI has the transformative potential to revolutionize industries by enabling autonomous decision-making and significantly improving operational efficiencies. Its ability to analyze vast amounts of data, make real-time decisions, and continuously adapt ensures that businesses can stay agile and ahead of the curve. By leveraging its capabilities, organizations can effectively tackle complex challenges, such as optimizing supply chains, enabling predictive maintenance, and reimagining business models. Agentic AI reduces human error and increases adaptability, offering unparalleled solutions to improve operations. As it evolves and integrates with emerging technologies, its influence will continue to grow, paving the way for smarter, more efficient systems across sectors.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Adopting Computer Vision Applications in Industry for Process Optimization
Introduction
In recent years, industries across various sectors have witnessed significant advancements in technology that enable more efficient, precise, and cost-effective operations. Among these, computer vision AI has emerged as a transformative force in optimizing industrial processes. By integrating advanced image processing algorithms, machine learning models, and artificial intelligence (AI), computer vision AI offers industries the ability to automate inspections, monitor processes in real time, and make data-driven decisions that improve production efficiency.
As industries continue to evolve and demand higher levels of productivity, the adoption of computer vision applications in industrial settings will play a pivotal role in shaping the future of process optimization. From identifying production bottlenecks to ensuring the safety of workers, computer vision solutions is redefining how industries operate, making them smarter, faster, and more resilient in an increasingly competitive landscape.
Understanding computer vision technology in Industries
Computer vision technology is a field of artificial intelligence that enables machines to interpret and analyze visual data. It is the automation of human vision, imitating human eyes with a camera and the brain with a computer. Using a combination of cameras, and advanced algorithms, computer vision systems can “see” and analyze visual data from the real world, providing actionable insights and automating various tasks that traditionally rely on human observation.
This technology holds immense significance as human sight is one of the most essential senses, playing a critical role in almost every aspect of daily life and work. The ability to teach computers to see and interpret visual data has unlocked vast opportunities across industries, from healthcare and manufacturing to retail and transportation.
Computer vision technology encompasses of various features mention below
Image Classification
Image segmentation focuses on dividing an image into meaningful regions or areas. Using advanced computer vision algorithms, this task provides granular analysis by identifying specific boundaries or sections within an image. It plays a critical role in complex vision systems where detailed visual data is necessary for precise decision-making.
Object Detection/Object Recognition
Object detection or recognition extends beyond basic classification by not only identifying specific objects within an image or video feeds but also pinpointing their precise locations in the visual field. Each detected object is typically highlighted with bounding boxes, enabling accurate identification and spatial localization. Powered by advanced vision systems, this process ensures precise tracking and monitoring, making it invaluable for industries to effectively oversee objects in dynamic and complex environments.
Image Segmentation
Image segmentation divides an image into meaningful regions by identifying boundaries or segments, enabling detailed visual analysis. It includes semantic segmentation, which groups all pixels belonging to the same object class, and instance segmentation, which distinguishes individual instances of the same class. This allows for precise localization and differentiation, making it essential for applications requiring granular insights.
Object Tracking
Object tracking refers to the ability to locate and follow an object or multiple objects over time through a sequence of images or video frames. This task leverages computer vision applications to monitor changes in position or movement, ensuring real-time insights in scenarios like process monitoring and surveillance. Object tracking often builds upon object detection by maintaining the identity of objects as they move across frames.
Keypoint Detection
Object tracking refers to the ability to locate and follow an object or multiple objects over time through a sequence of images or video frames. This task leverages computer vision applications to monitor changes in position or movement, ensuring real-time insights in scenarios like process monitoring and surveillance. Object tracking often builds upon object detection by maintaining the identity of objects as they move across frames.
Action Localization
Action localization focuses on detecting and identifying activities or actions within images or video frames. By combining real-time processing with advanced computer vision algorithms, this task improves the ability to understand dynamic environments and extract actionable insights. It is especially valuable for monitoring and analyzing activities in dynamic settings, enabling industries to respond proactively to changes or incidents.
Pattern Recognition
Pattern recognition leverages the power of computer vision applications to identify and analyze recurring patterns within visual data to extract meaningful insights. This task is instrumental in uncovering trends and making predictions, enabling industries to drive data-informed decisions with confidence. Pattern recognition is widely applicable in industries that rely on analyzing large datasets to drive decisions.
The Role of Computer Vision in Process Optimization
Computer vision technology has emerged as a pioneering platform for optimizing industrial processes, particularly in manufacturing across the globe. By harnessing the power of computer vision applications to visually perceive and interpret their environment, computer vision systems have unlocked new levels of efficiency, accuracy, cost-effectiveness, and improved overall efficiency. In this section, we explore how computer vision artificial intelligence enhances process optimization, from improving quality control to enabling anomaly detection and predictive maintenance.
Real-Time Monitoring for Immediate Issue Detection
Computer vision-based systems offer continuous, real-time monitoring of production lines and machinery, providing manufacturers with an effective tool for early issue detection. By leveraging computer vision applications, these systems can instantly identify defects, surface irregularities, or product misalignments, allowing for immediate intervention before issues escalate. Whether it’s identifying faulty components, detecting misalignments, or flagging quality concerns, computer vision AI ensures that production processes remain smooth and uninterrupted. This proactive monitoring not only prevents defects from progressing down the line but also contributes to enhancing operational efficiency by minimizing costly rework, delays, and production downtime.
Anomaly Detection to Identify Potential Failures
Anomaly detection is a critical function that helps identify irregular patterns or unusual behaviors in machinery, processes, or outputs that could signal the onset of a problem. Through computer vision AI, machines are equipped to detect these anomalies by monitoring key indicators like temperature fluctuations, motion, or structural changes. When a potential problem is detected—such as an overheating kiln or misaligned gears—the system triggers an alert, enabling operators to take corrective action before the issue escalates. This proactive approach prevents significant disruptions to the production process, ensuring that operations remain smooth and efficient.
Predictive Maintenance
Computer vision systems can identify early signs of wear and tear or malfunctioning equipment by analyzing visual patterns. This proactive approach helps reduce downtime by addressing issues before they lead to costly failures. The early anomaly detection enables targeted maintenance, minimizing the need for extensive repairs and extending the lifespan of machinery. By addressing potential issues before they escalate, predictive maintenance with computer vision enhances overall operational efficiency and reduces maintenance costs.
Safety Monitoring
Computer vision systems play a crucial role in ensuring workplace safety, particularly in the manufacturing industry, by detecting unsafe worker behavior, work fatigue, or hazardous conditions. These computer vision systems for manufacturing proactively mitigate risks, ensure compliance with safety protocols (e.g., PPE), and prevent accidents through early detection, enhancing both safety and operational efficiency.
Energy Optimization
Energy optimization through vision ai systems is essential in industries like manufacturing, where energy costs are a significant concern. By continuously monitoring critical parameters such as temperature, pressure, and machinery performance, computer vision models can detect inefficiencies and help adjust operations for better energy use. In sectors like cement or steel manufacturing, these models track furnace or kiln conditions to ensure energy is used efficiently, preventing wastage and maintaining optimal performance. This proactive approach not only reduces energy consumption and costs but also supports sustainable operations and long-term savings.
Computer Vision Applications in Industries
Computer vision industrial applications has a wide range helping to improve efficiency, reduce costs, and enhance safety. Below are some of the top computer vision applications in industry:
Defect Detection
Defect detection is a critical application of computer vision in manufacturing, enabling automated quality control throughout manufacturing processes. By analyzing visual data, computer vision systems can quickly identify surface defects, dimensional inaccuracies, and other product flaws in real-time. This reduces the need for manual inspection, improves product quality, and speeds up the manufacturing process. Defect detection is especially valuable in almost all industries, as high precision is essential to meet quality standards and minimize errors.
Predictive Maintenance of Machinery
Computer vision in machinery predictive maintenance leverages AI to analyze real-time visual data, identifying signs of wear, damage, or malfunction. Through advanced image processing, it detects patterns like cracks, overheating, or irregular vibrations. AI predictive maintenance in manufacturing allows for precise predictions of when machinery will need maintenance, enabling scheduled interventions. This reduces unplanned downtime, lowers repair costs, and enhances equipment longevity, ensuring smoother operations in critical industries.
Hazardous Zone Monitoring
Vision AI systems enable monitoring of hazardous areas where human access is restricted due to high risk, such as high-temperature zones, toxic gas areas, or machinery prone to sudden failures. Examples include cement kilns, flare stack, boilers, ladles, and refractory zones. By utilizing industrial cameras combined with vision AI, the system continuously monitors these dangerous environments, detecting anomalies like overheating, equipment malfunctions, or unsafe conditions. When risks are identified, automated alerts are triggered, allowing operators to take immediate action without entering hazardous zones.
Moisture Content Analysis
Computer vision systems enable moisture content analysis across various industries, playing a vital role in ensuring product quality, optimizing processes, and preventing damage. In sectors like agriculture, cement, and paper, these systems leverage Infrared based monitoring and AI algorithms to accurately detect and measure moisture levels in real-time. In agriculture, they help determine optimal harvest times and prevent spoilage, while in cement production, they ensure consistency in raw material mixing for optimal curing. Similarly, in the paper industry, computer vision systems monitor moisture levels during production, preventing defects like warping or curling. This technology enhances efficiency, reduces waste, and ensures high-quality products in these critical industries.
Quality Inspection
One of the important Computer Vision applications in industries is quality inspection, which enables precise and automated detection of defects, inconsistencies, or deviations in products. By leveraging advanced image recognition technology and AI algorithms, Computer Vision systems inspect materials, components, and finished goods in real time, ensuring consistency and compliance with quality standards. Computer Vision in manufacturing identify surface defects, dimensional inaccuracies, and assembly errors, significantly reducing human error and enhancing efficiency. Widely used in industries like automotive, electronics, food processing, and pharmaceuticals, quality inspection with Computer Vision improves product integrity, reduces waste, and ensures customer satisfaction.
Traffic Management
Computer vision software assist in monitoring traffic conditions by automating monitoring tasks and providing real-time insights. It enables traffic flow monitoring, accident detection, and dynamic traffic signal adjustments based on live data. Computer vision tools helps in vehicle counting, classification, and license plate recognition for toll collection and law enforcement. It also detects traffic violations, such as running red lights, and supports pedestrian and cyclist monitoring to ensure road safety. By optimizing traffic flow and improving incident response, Vision systems enhances road safety, reduces congestion, and streamlines urban mobility.
Workplace Safety
Computer vision AI technology plays a crucial role in improving workplace safety by enabling real-time workforce monitoring and risk detection in manufacturing industry. Vision AI systems ensure compliance with safety protocols, detect the absence of personal protective equipment (PPE), and monitor restricted areas for unauthorized access. They also identify potential hazards, such as unsafe worker behavior or equipment malfunctions, and issue immediate alerts to prevent accidents. Computer vision in manufacturing enhances safety standards, minimizes workplace incidents, and fosters a secure environment for employees while maintaining productivity.
Inventory management
Computer vision software automates inventory management by handling key tasks such as stock counting, tracking, and error detection. It enables real-time inventory monitoring, ensuring accurate stock levels and preventing discrepancies. This technology also optimizes shelf space, identifies damaged items, and verifies product accuracy during order fulfillment. Furthermore, computer vision aids in inventory forecasting by analyzing trends and enhancing warehouse safety by detecting hazards. By automating these processes, computer vision boosts efficiency, reduces errors, and improves overall supply chain management.
Benefits of computer vision solutions in Process Optimization
Computer vision applications are transforming process optimization in industries by leveraging AI-driven visual data analysis to improve efficiency, accuracy, and decision-making. Vision AI Systems deliver comprehensive benefits that enable businesses to streamline operations and achieve operational excellence.
Real-Time Monitoring and Insights
Vision based monitoring systems enable continuous, real-time monitoring of production processes, providing instant visibility into operations. Computer vision in production monitoring ensures that inefficiencies, bottlenecks, or anomalies are detected early, allowing for swift corrective actions. Computer vision applications in manufacturing enable real-time monitoring of production lines to ensure smooth operations and identify potential issues before they escalate.
Anomalies Detection and Quality Control
One of the most impactful applications of Computer Vision is its ability to detect anomalies in real time. Whether identifying surface flaws, dimensional inaccuracies, or assembly errors, Vision based systems ensure that only high-quality products proceed through the supply chain. This reduces waste, enhances brand reputation, and lowers costs associated with returns and rework.
Predictive Maintenance
Computer Vision solutions play a key role in predicting equipment failures by analyzing visual patterns and identifying wear and tear. By monitoring machinery for signs of unusual vibrations, overheating, or component misalignment, businesses can perform timely maintenance, reducing unplanned downtime in manufacturing industry and increasing equipment lifespan. This proactive approach helps improve operational efficiency, reduce costs, and ensure smoother production processes.
Enhanced Decision-Making
Computer Vision platform generate actionable insights by analyzing large volumes of visual data in real time. These insights empower decision-makers to implement process improvements, respond to changing demands, and adapt to market conditions more effectively. This ensures businesses remain competitive and agile.
Cost Savings and ROI
By reducing downtime, minimizing waste, and enhancing overall efficiency, Computer Vision delivers significant cost savings. The return on investment is amplified by the system’s ability to increase productivity and improve product quality, making it an invaluable asset for businesses striving for excellence.
Waste Reduction and Resource Optimization
By analyzing operational data, Computer Vision software help identify resource inefficiencies, such as material wastage or energy overuse. They optimize production workflows to minimize waste and ensure sustainable practices, which is increasingly critical in industries aiming to lower their environmental footprint.
Case Studies: Successful Adoption of Computer Vision in Industry
Leading EPC giant achieves 50% boost in Asset Utilization by dehiring underutilized assets.
Problem
The challenges faced by the Aerospace component manufacturing facility head were multifaceted, as the firm majorly depended on welding for crucial joints and prioritized the assurance of defect-free products. While many welding processes are automated for precision, the inspection phase remains manual, leading to time-consuming practices and increased cycle time in the Weld Shop. This hinders overall efficiency and workflow bottlenecks.
Solution
Computer vision solution offered real-time identification of underutilized assets by tracking movements such as dehiring, redeploying, and hiring. The tool utilizes statistical analysis to provide live recommendations on optimal asset movement strategies. Constructive daily email alerts ensure swift action on these recommendations leading to overall control of the process.
Impact
The implementation of Ripik.AI vision AI solution has led to substantial improvements, with over 80+ approved AI- contributing to projected savings exceeding Rs. 2 Crores annually. The tool’s real-time identification and proactive recommendations have not only optimized asset utilization but also streamlined corrective actions, demonstrating a tangible positive impact on the company’s operations and cost efficiency.
The adoption of computer vision applications in industries is a game-changer for process optimization. Computer vision with AI enhances efficiency, reduces costs, and ensures higher standards of safety and quality. While challenges like integration and cost persist, the long-term benefits far outweigh the initial investment.
As industries continue to evolve, embracing computer vision will not only drive competitiveness but also pave the way for smarter and more sustainable operations. The question is not whether industries will adopt computer vision—it’s how soon they can start reaping its transformative benefits.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
The Role of Material Moisture Analysis in Industrial Optimization
Introduction
In the heavy metal industry, moisture content in coal, limestone, and sinter is crucial for maintaining operational efficiency that directly impacts production efficiency. One critical factor that significantly impacts all these aspects is material moisture content. High moisture levels in raw materials can significantly can influence energy consumption, reduce fuel efficiency, disrupt combustion processes, and lead to excessive wear on equipment. These challenges can decrease overall output, increase operational costs, and result in poor product quality. As industries strive to enhance their processes, the accurate measurement of moisture content has become a key element in optimizing operations.
Material moisture analysis is the process of determining the moisture content in various materials used in manufacturing. Accurate and real-time material moisture analysis is essential, ensuring materials are processed at optimal moisture levels, leading to improved operational performance, reduced waste and enhanced energy efficiency. This analysis plays a significant role in industrial optimization by ensuring that processes run smoothly and efficiently.
Understanding Material Moisture Analysis
What is Material Moisture Analysis
Material moisture analysis refers to the process of measuring the water content in raw materials such as coal, limestone, minerals, alternative fuels or even agricultural products. The purpose of moisture analysis is to ensure that materials meet the necessary moisture levels for optimal processing. This is crucial because too much or too little moisture can lead to inefficiency, energy loss, and poor product quality.
The moisture content of raw materials is often an indicator of their behavior during processing, including their combustion characteristics, drying behavior, and susceptibility to wear and tear. Accurate moisture analysis allows industries to make timely adjustments, resulting in smoother and more efficient operations.
Traditional vs. modern methods of moisture measurement.
Historically, industries used methods such as the drying oven method, where a sample of material is heated in an oven to evaporate the moisture and then weighed to determine the moisture content of raw materials. However, this process is labor-intensive, time-consuming, and requires manual intervention, leading to delays in production. Furthermore, the manual sampling process is prone to errors, which makes it difficult to track moisture changes in real-time. These limitations create operational inefficiencies, such as undetected variations in moisture levels and material size, leading to increased heat losses, frequent equipment breakdowns, and suboptimal steam generation efficiency.
Modern moisture content analysis methods, particularly infrared (IR) spectroscopy, have transformed how industries monitor moisture content. These technologies enable real-time, continuous monitoring, delivering instant moisture readings without needing to extract samples. This makes the process significantly faster and more accurate compared to traditional methods. IR spectroscopy also helps minimize errors, providing precise moisture data that allows for better control over production processes. The ability to monitor moisture levels continuously helps industries optimize operations, reduce waste, and improve overall efficiency.
Material Moisture Content Impact in Industrial Processes
Measuring moisture content in raw materials plays a crucial role in industrial processes, influencing energy efficiency, fuel consumption, and product quality. High moisture levels can lead to high fuel usage, equipment wear, operational inefficiencies, and increased waste. Here are the most common impact of lack of moisture measurement in raw materials.
High Energy Consumption
One of the most significant impacts of moisture content in industrial processes is its effect on energy efficiency and fuel consumption. In heavy manufacturing industries, moisture levels directly affect energy consumption. Excessive moisture in the raw mix such as coal, limestone, sinter and etc can lead to inconsistent fuel consumption and result in higher energy costs. High moisture content in coal can reduces its calorific value, meaning more fuel to be burned to generate the same amount of energy. This not only increases operational costs but also contributes to higher carbon footprint emissions, making it harder to meet sustainability targets.
Inconsistent Product Quality
Inconsistent moisture content can introduce significant variability in product quality. Fluctuations in moisture levels disrupt the delicate chemical reactions within critical equipment such as kilns, boilers, and furnaces, leading to a loss of strength, durability, and overall integrity of the final product. Determining moisture content with precision is crucial to maintaining the desired specifications and ensuring consistency. In industries like food processing and pharmaceuticals, where product quality is paramount, accurate moisture content determination is essential to meet strict standards and ensure that every product is safe, effective, and reliable.
Impact on Equipment and Maintenance
High moisture content in raw material can significantly compromise equipment reliability. Excess moisture accelerates corrosion, particularly in industries that rely on metal equipment, leading to costly maintenance and reduced equipment lifespan. Additionally, the accumulation of moisture during various processing stages can result in fouling or scaling, creating blockages and inefficiencies that require frequent cleaning. This leads increases downtime, drives up operational costs, further impacting overall productivity and performance. Maintaining optimal moisture levels in manufacturing processes is crucial for safeguarding equipment integrity, reducing maintenance needs, and ensuring continuous, efficient operations.
Environmental and Safety Considerations
Moisture content in materials can directly impact environmental sustainability. In processes such as coal handling, high moisture content elevates the risk of spontaneous combustion, creating hazardous situations that jeopardize both personnel and equipment. Moreover, elevated moisture levels in materials can lead to increased emissions, as more energy is required to evaporate the moisture during manufacturing or combustion processes. This not only drives up energy consumption but also contributes to a larger carbon footprint emission, further exacerbating environmental concerns. Effective moisture management is essential for minimizing safety risks and reducing the carbon footprint, helping industries operate more sustainably and responsibly.
How AI and infrared-based monitoring assist in precise moisture content determination
Vision AI and infrared-based monitoring technologies play a crucial role in enabling precise moisture content determination, offering significant advantages over traditional methods. Vision AI with infrared (IR) cameras enable real-time monitoring of moisture content in materials with unparalleled precision.
Infrared cameras detect radiation emitted by materials, leveraging the principles of light absorption, where specific wavelengths of infrared light are absorbed differently by moisture molecules in materials. This allows for the non-invasive, real-time measurement of moisture content without the need for direct contact or sample disruption, providing fast and accurate measurements. Continuous infrared-based monitoring throughout the production process ensures that moisture levels are consistently measured and maintained.
Vision AI integration with Infrared cameras enhances the accuracy and efficiency of moisture content determination by analyzing complex datasets collected during production. Using advanced algorithms, Vision AI detects patterns that would be challenging for humans to identify, learning from past data to optimize moisture measurement protocols and predict future fluctuations. It also correlates moisture data with other variables, such as temperature, humidity, and material type, ensuring precise moisture assessments under varying conditions. By incorporating visual analytics, Vision AI provides a deeper understanding of material behavior and moisture distribution. It processes both infrared data and other visual inputs, enabling highly accurate, real-time insights into moisture content. This allows for immediate adjustments, ensuring optimal conditions are maintained and minimizing errors.
Combining infrared-based monitoring with Vision AI enables continuous, real-time moisture measurement without manual sampling. This non-invasive technology ensures ideal moisture levels, enhancing process control, saving energy and costs, improving safety, and reducing waste and emissions for better product quality and sustainability.
Benefits of Raw Material Moisture Analysis in Industries
Accurate raw material moisture analysis plays a pivotal role in industrial operations, directly influencing product quality, energy efficiency, and operational costs. Here are some key benefits:
Improved Process Efficiency
Monitoring the moisture content in materials in real time ensures they are processed under optimal conditions. By maintaining the correct moisture levels, industries can prevent issues such as clumping, clogging, or uneven drying, leading to smoother operations and fewer disruptions.
Enhanced Product Quality
Precise real-time moisture analysis is essential for achieving consistent product quality. Improper moisture levels can affect chemical reactions, material properties, and product durability, particularly in industries like cement, steel, and pharmaceuticals. Maintaining the correct moisture content of raw materials ensures the final product meets required specifications, reducing defects and rework.
Energy and Cost Savings
High moisture content in materials increases the energy required for drying or combustion, raising operational costs. Continuous moisture content monitoring allows industries to optimize energy consumption, lowering fuel usage and associated costs. This is particularly critical in energy-intensive processes such as kilns, boilers, and furnaces.
Reduced Waste and Environmental Impact
Maintaining appropriate moisture content in materials minimizes waste caused by poor-quality output or processing inefficiencies. Additionally, reducing energy consumption through real-time moisture measurement directly contributes to lowering emissions and achieving a reduced carbon footprint, fostering a more sustainable manufacturing process.
Equipment Longevity and Reduced Maintenance
Excessive moisture can lead to equipment corrosion, fouling, or scaling, increasing wear and tear and impacting overall machinery efficiency. Over time, these issues can cause significant damage to critical components, resulting in costly repairs or replacements. Regular raw material moisture analyzer prevents these problems by maintaining optimal moisture levels, which helps protect equipment from premature degradation. Additionally, proactive monitoring reduces unplanned maintenance downtime, ensuring smoother operations, improved equipment reliability, and extended asset lifespan.
Enhanced Safety
High moisture content in materials can lead to safety hazards, such as spontaneous combustion in coal handling, posing risks to both personnel and equipment. Real-time moisture content monitoring ensures safer operations by mitigating risks, maintaining compliance with safety standards, and enabling early detection of hazardous conditions to implement preventive measures promptly.
Advanced Monitoring with Vision AI
By combining infrared monitoring with Vision AI, industries benefit from real-time moisture measurement and automatic condition adjustments. This advanced system optimizes processes, improves product quality, and reduces waste, energy consumption, and emissions, contributing to a reduced carbon footprint.
Applications of moisture analyzer in Industrial Settings
Moisture analyzers have become indispensable in various industries, enabling precise moisture content monitoring to optimize processes, improve efficiency, and enhance product quality. By leveraging technologies like real-time moisture measurement and Vision AI, these tools play a critical role in modern industrial operations. Here is an in-depth look at their applications across key sectors:
Cement Industry
Excess moisture in raw materials such as limestone, clay, alternative fuels and resources poses significant challenges in the cement industry. It can destabilize kiln operations, leading to inefficient combustion and increased energy consumption. Additionally, higher moisture levels contribute to elevated emissions during the production process. On the other hand, insufficient moisture content can cause dust formation during material transport, creating handling issues and potential health hazards. Material moisture analyzer address these challenges by enabling real-time monitoring and precise moisture adjustments. This ensures optimal kiln stability, reduces energy usage, minimizes dust formation, and contributes to lowering the carbon footprint of the cement manufacturing process.
Steel Industry
High moisture content in materials like coke or sinter mix can severely disrupt combustion efficiency in blast furnaces. This excess moisture leads to uneven heating, material wastage, and the formation of scale, which hinders furnace performance. By providing accurate real-time moisture content monitoring, moisture analyzers help ensure uniform combustion, improve product consistency, and optimize furnace operations. This precision enhances the quality of the final product and also reduces maintenance downtime by preventing scaling and blockages, contributing to more efficient and cost-effective furnace management.
Power Plants
High moisture content in coal significantly reduces its calorific value, leading to increased fuel consumption, higher operational costs, and elevated emissions. By continuously monitoring coal moisture in real time during unloading, storage, and feeding stages, enable accurate moisture determination, optimizing combustion efficiency. This ensures that the coal is used more effectively, lowering energy costs while simultaneously reducing the plant’s carbon footprint. The precise moisture control helps enhance fuel efficiency, minimize waste, and improve overall operational sustainability, making moisture determination a crucial factor in optimizing coal-based energy production.
Food Processing Industry
In the food processing industry, improper moisture levels can lead to significant issues such as spoilage, microbial growth, clumping, and texture inconsistencies, all of which affect product quality and safety. Moisture analyzers help address these challenges by providing real-time moisture monitoring of raw materials like grains, flour, and other ingredients. By ensuring the ideal moisture content, these analyzers prevent spoilage, extend shelf life, and maintain product consistency. Additionally, they help food manufacturers comply with safety standards, ensuring that products meet quality and regulatory requirements for consumer safety.
Chemical Industry
In the chemical industry, improper moisture levels can disrupt chemical reactions, leading to uneven processing, material clumping, and degraded product quality. Continuous moisture monitoring with moisture analyzers ensures that materials maintain accurate moisture levels throughout production. This enables more efficient chemical reactions, reduces material waste, and enhances the overall quality of the final product, helping manufacturers achieve better consistency and efficiency in their processes.
Paper and Pulp Industry
In the paper and pulp industry, controlling moisture during production is essential for achieving uniform quality and the desired physical properties of the paper. Excess moisture or inadequate drying can affect texture, strength, and appearance, while also increasing energy consumption during the drying process. Moisture analyzers optimize the drying process by continuously monitoring moisture levels, ensuring consistent paper quality, and reducing energy usage, thus improving operational efficiency and reducing environmental impact.
Conclusion
In conclusion, material moisture analysis plays an essential role in optimizing industrial operations across various sectors. From ensuring energy efficiency in the chemical and power industries to maintaining consistent product quality in the food processing and paper industries, real-time moisture monitoring significantly enhances operational performance.
Technologies like infrared-based monitoring, powered by Vision AI, allow industries to accurately track and adjust moisture content, reducing waste, energy consumption, and maintenance costs, while improving safety and environmental sustainability. By implementing effective moisture management strategies, industries can not only achieve better quality control but also drive cost savings and contribute to a greener, more efficient future.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Downtime in cement plants is one of the most critical challenges faced by the cement industry, directly affecting production efficiency and profitability. In an industry where continuous operation is crucial to meet growing demand and control costs, unexpected equipment malfunctions or breakdowns can result in unplanned stoppages with far-reaching consequences.ptimize operational efficiency
However, preventive maintenance is the key to minimize downtime in cement plant, it has emerged as a source of profitability, and the key to boosting profit margins. By extending equipment life and optimizing performance, preventive maintenance ensures that critical machinery, such as kiln refractories and crushers, operates at peak efficiency. With the emergence of AI in cement industry, cement manufacturers has been equip with powerful tools to monitor, predict, and prevent downtime in cement plants, leading to streamlined operations and increased profitability. AI has become a game-changer, enabling cement production to achieve streamlined operations, reduced costs, and improved profitability while maintaining their competitive edge in the market.
Main Cause of Downtime in Cement Plants
Downtime in cement plants is a complex issue that often arises from multiple factors disrupting production schedules and affecting profitability. Understanding these causes is crucial for creating effective strategies to minimize downtime and maintain operational efficiency. Below are the primary contributors to downtime in cement plants:
Unplanned Equipment Downtime
Unexpected equipment failures are a major cause of downtime in cement plants. The machinery, including kilns, crushers, and conveyor systems, operates under harsh conditions—high temperatures, abrasive materials, and continuous workloads—leading to wear and tear that can result in unforeseen breakdowns. Kiln shutdowns are particularly frequent, often caused by issues like thermal stress on the refractory lining, and brick lining failure, with plants experiencing up to nine breakdowns per year, increasing maintenance costs and shortening the lifespan of critical equipment. Proactively addressing these issues is essential to minimizing disruptions and maintaining efficient operations.
Inefficient Maintenance Practices
Reactive maintenance practices, where issues are addressed only after they arise, often lead to prolonged downtime in cement plant. Without proactive measures, critical machinery is left vulnerable to failures that could have been prevented. Inefficient maintenance schedules not only disrupt operations but also increase repair costs and reduce the lifespan of equipment.
Process Inefficiencies
Cement production is a complex, multi-stage process, and even minor inefficiencies can disrupt the flow. Improper blending of raw materials can affect quality, requiring halts for correction. Inconsistent feed rates can cause delays or equipment blockages, while deviations in kiln performance, like temperature fluctuations, may necessitate shutdowns. These issues lead to downtime and increased costs. By adopting predictive measures, such as AI-driven monitoring and optimization, cement plants can minimize disruptions and maintain smooth, efficient operations.
Energy and Fuel-Related Challenges
Cement manufacturing process is a complex, multi-stage process, and even minor inefficiencies can disrupt the flow. Improper blending of raw materials can affect quality, requiring halts for correction. Inconsistent feed rates can cause delays or equipment blockages, while deviations in kiln performance, like temperature fluctuations, may necessitate shutdowns. These issues lead to downtime and increased costs. By adopting proactive measures to optimize cement fuel efficiency with AI, cement plants can minimize disruptions, reduce energy consumption, and maintain smooth, efficient operations.
Safety-Driven Shutdowns
Safety is paramount in cement plants, and any compromise in safety protocols can lead to shutdowns. Incidents such as equipment malfunctions, overheating kilns, or failure to comply with PPE requirements can necessitate immediate halts in production to prevent accidents. While necessary, these shutdowns can result in significant downtime and productivity losses.
Impact of Cement Plant Downtime
Financial Losses
Unplanned downtime in cement plants leads to revenue loss, as production halts prevent meeting customer orders and production targets. While minimizing downtime is crucial, optimizing maintenance costs is equally important. Excessive maintenance expenditures can offset the gains from reduced downtime, especially when practices like reactive repairs and manual inspections increase costs and repair times. A balanced approach that reduces downtime and streamlines maintenance is essential for maintaining profitability and efficiency.
Increased Maintenance Costs
Frequent breakdowns and unexpected equipment failures in cement plants lead to higher maintenance costs, as rapid response from maintenance teams is required. Emergency repairs often involve mobilizing resources such as specialized labor, replacement parts, and expedited shipping, all of which drive up operational expenses. Over time, these rising costs can erode profitability and strain financial resources, particularly when critical equipment like kilns, crushers, and conveyor systems need extensive repairs or replacement. Adopting predictive maintenance solutions in cement plants can help mitigate these costs by identifying potential issues before they lead to costly breakdowns, ultimately improving efficiency and reducing unplanned downtime.
Decreased Equipment Lifespan
Continuous interruptions in operations or inefficient handling of machinery places undue stress on critical equipment like kilns, crushers, and conveyors. This excessive wear accelerates the degradation of mechanical components, such as bearings, gears, and refractory linings, which are integral to these systems. As a result, the lifespan of these assets are significantly shortened. When equipment breaks down earlier than expected, cement plants are forced to invest in repairs or replacements, leading to unplanned capital expenditures and increased maintenance costs.
Vision AI for predictive maintenance enables 24/7 monitoring with real-time alerts, automatically detecting missing or misaligned bars with precision. This early detection allows operators to act swiftly, preventing belt damage and minimizing production disruptions. By ensuring belt integrity, Vision AI maintains productivity and safeguards product quality, reducing costly delays or defects.
Loss of Operational Efficiency
Machine downtime disrupts the smooth flow of operations, which affects overall plant efficiency. When systems are offline, it leads to delays in material handling, cement production, and even transportation within the facility. The plant must then spend extra time and resources ramping up production, which impacts productivity and increases operational costs.
Disruption in Supply Chains
Production delays not only affect the plant’s immediate output but also ripple through the supply chain. Contractors, distributors, and customers experience delays in receiving the cement they ordered, which can create bottlenecks in their own operations. This disruption can lead to dissatisfaction, reputational damage, and potential long-term consequences for business relationships.
Why predictive maintenance in cement plants is essential
Minimizing Repair and Replacement Costs
Cement plants rely on costly machinery such as kilns, crushers, and mills, which are both large and expensive. Unexpected failures can result in significant repair and replacement costs. Predictive maintenance in cement plants helps anticipate potential failures by utilizing continuous monitoring, alerts, and actionable insights, reducing the likelihood of costly downtime and improved operational efficiency and optimal performance.
Optimizing Maintenance Schedules
Excessive or unnecessary maintenance can lead to premature wear and tear on equipment, ultimately shortening its lifespan. Predictive maintenance in cement manufacturing ensures that machinery is only serviced when needed, based on real-time data and performance trends. This approach optimizes maintenance schedules, preventing over-maintenance while also avoiding unexpected breakdowns, leading to more efficient and cost-effective operations.
Operating in Harsh Conditions
Cement plants operate in challenging environments with extreme temperatures, heavy vibrations, and high loads, accelerating equipment degradation. Predictive maintenance in cement plant enables real-time monitoring in Harsh Conditions such as kilns and refractories using IR camera technology to detect hotspots and temperature variations, signaling potential issues. This helps in addressing issues before they escalate and prevent equipment failure and optimize performance.
Remote Monitoring
Predictive maintenance leverages continuous, remote monitoring of cement plant assets through computer vision and automation systems. Computer vision systems provides real-time data analytics and machine learning, provide early detection of anomalies and enable automated responses to potential failures. This enhances operational flexibility, optimizes asset performance, and ensures overall plant operations by automating maintenance actions based on actionable insights.
How Vision AI Eliminate Cement Plant Downtime
AI in the cement industry is now proactively managing operations and minimizing the impact of downtime. AI-driven systems are capable of real-time cement plant equipment condition monitoring, predictive maintenance, and data-driven decision-making, ensuring that plants remain efficient, reduce maintenance costs, and overall operational efficiency.
Real-Time Monitoring
Vision AI systems enable real-time monitoring of equipment health and performance of critical equipment through visual data, allowing operators to detect anomalies and potential failures before they result in costly machine downtime. This proactive approach helps avoid unplanned shutdowns, ensuring smoother operations and preventing disruptions that could negatively impact production.
Predictive Maintenance
Vision AI systems enable predictive maintenance in cement plants by analyzing historical performance, visual data, and operational conditions. These AI algorithms predict equipment failures or maintenance needs, allowing teams to perform repairs only when necessary. This approach avoids costly emergency repairs, reduces downtime, and enables maintenance during convenient times, enhancing plant efficiency and extending equipment lifespans.
Smarter Decision-Making
AI enhances decision-making capabilities by processing large volumes of operational data and offering actionable insights in real-time. By analyzing key performance indicators (KPIs) and identifying trends, AI systems help plant operators make informed decisions quickly and efficiently. These insights lead to more accurate adjustments, such as modifying production parameters or addressing inefficiencies in real time. AI’s ability to drive smarter decision-making reduces human error, optimizes plant performance, and ensures that maintenance activities are both timely and effective.
Process Optimization
AI in process optimization is a key factor in reducing machine downtime and improving overall plant efficiency. By real-time monitoring of operational data, Vision AI systems help identify areas where adjustments can be made to improve performance. This includes optimizing material flow, adjusting kiln temperatures, and fine-tuning fuel consumption. Moreover, AI integrates with cement industry energy solutions, allowing plants to optimize energy usage, reduce waste, and lower operational costs. By improving the efficiency of production processes, AI helps ensure that cement plants run smoothly and that downtime is minimized.
Real-Life Applications of AI in Cement Plants
Artificial Intelligence (AI) is becoming a transformative force in the cement industry, bringing real-time monitoring and predictive capabilities to crucial aspects of production. Below are key real-life applications of AI in cement plants that drive efficiency, reduce downtime, and optimize operational performance:
Raw Material Monitoring
Computer vision platform enables optimized raw material monitoring in cement plants. By providing real-time detection of oversized materials and foreign objects, it helps prevent equipment disruptions caused by inefficient raw material handling. Any potential issues are flagged early, allowing for timely interventions. The vision AI platform enable historical reporting feature enables in-depth trend analysis, helping cement plants identify recurring issues and optimize operations. With this Computer vision solution, cement manufacturers can reduce downtime, improve energy efficiency, and maintain high-quality production standards.
Crusher Condition Monitoring
Vision AI systems effectively identify large rocks or oversized particles in raw materials in real-time, addressing a major disruption in cement production. These oversized materials can lead to equipment blockages, increased wear and tear on machinery, and overall decreased process efficiency. The AI system continuously scans incoming raw materials, pinpointing large rocks that pose a risk to crushers and conveyors. By offering instant alerts and actionable insights, Vision AI enables timely interventions, preventing costly delays and minimizing equipment damage. This proactive approach ensures smoother operations, reduces downtime, and optimizes material handling, contributing to more efficient cement production.
Kiln Refractory Monitoring
The kiln is one of the most critical pieces of equipment in a cement plant, and its refractory lining is essential for maintaining heat and protecting the structure. Vision AI systems enable real-time tracking of hotspot regions significantly enhances kiln refractory durability, thermal efficiency, and prevents unexpected downtime. By identifying high-temperature areas early, operators can proactively make repairs and adjustments, optimizing heat distribution and improving energy efficiency in cement production. This approach extends the life of the refractory and minimizes the risk of costly kiln shutdowns. Additionally, continuous monitoring of kiln refractory conditions detects wear and potential failures before they escalate, ensuring smoother operations, reduced cement plant downtime, and better resource utilization within the cement industry.
Conveyor Belt Monitoring
Conveyor belts are integral to the smooth transport of materials throughout the cement plant. AI systems enable real-time monitoring of these belts using computer vision AI to detect signs of wear, misalignment, or operational irregularities. By analyzing real-time data such as belt speed, tension, and alignment, AI systems can predict potential failures before they occur. This early detection allows for timely maintenance and adjustments, preventing major breakdowns, reducing downtime, and ensuring a more efficient and reliable transport system within the cement plant. Additionally, AI can optimize conveyor belt performance, minimizing energy consumption and improving overall operational efficiency.
Benefits of AI for Cement Plant Downtime Reduction
The integration of AI in cement plants is revolutionizing operations by drastically reducing downtime and improving efficiency. Here are some key benefits of implementing AI-driven solutions for downtime reduction.
Near-Zero Unplanned Downtime
AI systems offer real-time monitoring and predictive maintenance system, enabling cement plants to detect potential issues before they escalate. This proactive approach significantly reduces unplanned downtime, ensuring continuous operations and improved production schedules. By leveraging cement downtime software, plants can predict and mitigate failures, leading to a near-zero unplanned downtime rate.
Cost Savings
By preventing unexpected breakdowns and minimizing emergency repairs, AI helps cement plants lower maintenance costs. The ability to optimize resource usage, improve cement manufacturing efficiency, equipment performance and reduce repair expenses leads to substantial cost savings over time. Advanced cement plant equipment condition monitoring systems provide early warnings, reducing the need for costly repairs and replacements.
Enhanced Equipment Lifespan
Predictive maintenance and real-time monitoring help identify wear and tear on equipment before it causes failures. By addressing minor issues early, AI extends the lifespan of critical machinery such as kilns, crushers, and conveyors, ultimately reducing the frequency and cost of replacements. This proactive monitoring approach ensures that cement plant equipment condition is always at optimal levels, improving the longevity of plant assets.
Sustainability and Compliance
Vision AI systems contributes to sustainable practices by optimizing energy usage, reducing waste, and ensuring compliance with environmental regulations. By improving the efficiency of processes, AI helps plants reduce their carbon footprint in cement production. Optimized operations lead to less energy consumption, fewer emissions, and better alignment with sustainability goals, ensuring that plants remain compliant with evolving environmental standards.
Conclusion: The Future of Cement Plant Uptime with AI
Eliminating downtime in cement plants is no longer a distant goal but a tangible reality with the adoption of AI. Through advanced capabilities like real-time monitoring, predictive maintenance system, and process optimization, AI empowers cement manufacturers to address equipment issues proactively, ensuring uninterrupted operations. By leveraging cement plant equipment condition monitoring and advanced cement downtime software, plants can significantly reduce unplanned disruptions, enhance productivity, and extend equipment lifespan.
Moreover, AI’s role in improving cement manufacturing efficiency and reducing carbon footprint in cement production aligns with the industry’s sustainability goals. As the cement sector continues to embrace AI, it sets a new benchmark for operational excellence, paving the way for a future of smarter, more reliable, and environmentally conscious manufacturing practices.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Strategies for Cutting Cloud Costs Without Compromising Performance
Introduction
The days of overflowing filing cabinets and clunky servers are behind us. Due to its scalability, security, and accessibility, the cloud completely transformed the way data is stored and processed. But, there is a substantial price to pay for the enormous responsibility that comes with these benefits. As the use of cloud computing grows in various sectors, so are worries regarding the increasing costs associated with cloud computing.
In this article, we’ll explore cloud cost optimization and how to achieve sustainable performance while keeping finances in control. We’ll dispel common misconceptions, highlight roadblocks, and provide practical strategies for managing cloud environment
What Is Cloud Cost Optimization?
A cloud cost optimization strategy involves controlling and reducing cloud computing expenditures. Saving money is just the beginning; enterprises must also optimize their cloud resources to guarantee efficiency and cut down on waste. Moreover, in the era of Industry 4.0, it is necessary to deploy automation techniques, conduct thorough analyses, find areas of inefficiency, and rightsize resources.
According to a recent McKinsey report, underutilized resources, idle instances, and inefficient configurations account for an average of 30% of cloud spending waste. If these inefficiencies continue to eat into profits, it can be difficult to fund development and innovation initiatives.
Cost vs. Performance: The Balancing Act
Offering a “cheap” cloud service might be enticing. But when it comes to cloud computing, performance is major. Having fast and reliable cloud services is essential for efficient operations and a great user experience.
Why performance cannot be compromised?
With cloud services, speed and reliability are paramount. Important business processes rely on the cloud, and any disruption to this service can result in huge financial losses. For example, in 2017, there was a brief four-hour outage for Amazon Web Services (AWS). Companies in the S&P 500 index lost about $150 million, even during that short period of interruption.
Debunking the “cheaper is better” concept
Cheap cloud services can have hidden drawbacks, like more downtime, poor performance, and maintenance expenditures. Prioritizing value-driven expenditures is essential, and investing in strong cloud solutions guarantees savings and efficiency in the long run.
Why Prioritize Cloud Cost Optimization
According to McKinsey’s report, managing cloud spending is difficult for almost 80% of firms. Here’s what efforts for cloud cost optimization help achieve:
Reduced expenditure
According to Statista respondents, 30% of cloud investment was wasted in 2020. Due to this finding, cloud cost management has become a top priority for numerous companies. Cost optimization in the cloud allows companies to cut their cloud expenses significantly.
Budget control and predictability
With accurate cloud expenditure estimates, organizations can see their financial status in the big picture. With this information, they can better allocate funds, make educated judgments about future investments in the cloud, and negotiate better agreements with cloud providers according to their spending habits.
Improved oversight and transparency
With better visibility on how much money is going into the cloud, companies can find out where it’s going too far, see pattern spending, and cut costs where they can. In the end, this makes cloud management more data-driven and informed.
Preserved competitive advantage
Reduced cloud costs free up resources that can be re-invested in areas that drive innovation and growth, such as research and development of new products and services, faster time to market, and improved customer experience. This offers a competitive advantage. As a result, companies are able to get ahead of the curve, respond quickly to shifts in consumer preferences, and keep their competitive edge.
Prioritizing cloud cost optimization helps firms boost their financial performance, stay competitive, and get more out of their cloud investments.
The Challenge: Optimizing AI-Driven Compute and Storage Costs
As manufacturers embrace AI, a new challenge arises: managing cloud costs associated with running complex AI models. One can expect to pay a hefty sum for cloud computing services when training and deploying AI models. Below are some critical challenges:
Training and inference costs
The cloud can be an expensive place to train AI models, especially ones with complicated algorithms used for things like predictive maintenance or process optimization, as these tasks can demand a lot of resources.
Machine learning numerical models
Machine learning numerical models necessitate a lot of processing power because they are utilized for things like weather prediction and the simulation of complicated physical processes.
Generative AI models
Although generative AI models are less demanding than numerical models, creating images or designing products using them still requires a substantial number of computational resources.
Vision AI models
Using sophisticated methods like object recognition vision AI models for automated visual inspection or quality control demands a lot of resources from the cloud.
Research by PWC suggests that AI adoption could contribute up to $15.7 trillion of additional value to the global economy by 2030. Successfully navigating cloud expenses is essential for realizing this potential.
The Solution: Cutting-Edge Research on Cloud Cost Optimization
Innovative approaches and strategies are needed to tackle the growing expenses of cloud computing. Research and development play a crucial role in discovering and executing solutions to reduce costs without sacrificing performance.
Advanced model architecture
Exploring and constructing more efficient, powerful, and resource-efficient AI/ML model architectures is the focus of this architecture model. It all starts with these characteristics:
Model compression: Methods like pruning, quantization, and knowledge distillation minimize computing costs, shorten training and inference times, and decrease model size and complexity. For instance, pruning can be used to decrease the number of parameters and calculations in a neural network by removing unnecessary connections.
Efficient architectures: Building models with resource efficiency in mind, like lightweight CNNs or transformer models with fewer parameters. Lightweight convolutional neural networks (CNNs) created for embedded and mobile devices, such as mobileNet and EfficientNet, can also work well on the cloud.
Transfer learning: This method entails reusing models that have already been trained on new datasets, with the goal of drastically cutting down on training time and computational resources.
These sophisticated features also have multiple advantages:
Less computing expenses related to training: Shorter training times result in less computational costs.
Improved inference performance: Enterprises can deploy smaller, more efficient models more quickly and efficiently, leading to lower inference costs, which improves inference performance.
Enhanced resource utilization: By reducing resource consumption, optimized models allow for more deliberate utilization of cloud infrastructure.
Optimized architecture
Optimizing cloud architectures for cost-effectiveness is the major goal of such an architecture. The idea is similar to how a city’s structure can be optimized to minimize resource consumption and traffic congestion. Foundational ideas stem from:
Serverless computing: With serverless computing, companies pay only for the time that code actually runs by using serverless services. Because of this, expenses related to maintaining idle servers are eliminated.
Containerization: Arranging apps and their dependencies into containers to facilitate better scalability and efficient allocation of resources.
Microservices architecture: Decomposing applications into smaller, autonomous services results in better scalability and resource management.
A few benefits of optimal architecture models include:
Reduced idle resources: With serverless computing, there’s no longer any need to keep unused servers running, which can lead to substantial savings.
Greater efficiency: Containerization and microservices designs allow for more efficient resource allocation and scalability, thereby reducing waste.
Increased agility: These architectures allow quicker deployment and upgrades, which increases agility and improves time to market for businesses.
Hybrid architectures
In this strategy, on-premises infrastructure and cloud resources work together to maximize efficiency and economy. Here are the main ideas:
On-premises data processing: To improve latency and decrease data transmission costs, it is recommended that data be processed locally before uploading it to the cloud.
Bursting to the cloud: One option is to “burst” to the cloud, which involves using cloud resources to manage brief workload surges. On-premises equipment is still used for routine operations.
Edge computing: Edge computing involves processing data in proximity to its source, such as on factory floors, to minimize latency and bandwidth utilization.
Much like the previous models, this one has a number of benefits.
Reduced data transfer expenses: Data processing locally can drastically cut down on data transfer expenses.
Latency improvements: Applications that rely on quick responses can benefit from edge computing’s ability to decrease latency.
Greater flexibility: Hybrid designs provide the ability to select the most economical option for every unique task.
By adopting these cutting-edge methods, businesses can cut their cloud computing expenses in half while maintaining or even enhancing performance.
Effective Storage Cost Reduction Strategies
There are several strategies that can significantly impact the cloud storage cost. In a broader way, dynamic compression and archival cold storage are two major aspects. Using methods such as data archiving and deduplication can greatly decrease the amount of data kept, resulting in decreased storage expenses. Additionally, companies can make use of the cloud’s inexpensive cold storage solutions for archival data, such as production records from years past or backup files. Doing so minimizes storage costs while allowing them to store big volumes of data.
On-premises architecture for cost control
Although cloud computing provides many advantages, some applications may be better served by cost-effective on-premises equipment. Think about these effective hardware setups:
Compact edge: Perfect for straightforward jobs requiring little data processing power, like recording readings from manufacturing floor sensors
Workbench edge: This option offers a good balance between processing power and cost when it comes to data collecting and analysis. It’s great for jobs such as processing data locally and doing early analysis before sending it to the cloud.
Mainstream edge: Running machine learning models for real-time quality control or predictive maintenance are examples of more difficult activities that require moderate processing capacity. This is where the mainstream edge comes in.
Data center: Powerful computers can be used for intensive programs and massive data processing, such as training artificial intelligence models or conducting complicated simulations.
Conducting regular cloud cost audits
Regularly audit cloud spending to find and delete unnecessary resources, such as idle instances, unattached storage, and unused services. This will help identify inefficiencies and save money. Spending, trends, and budgeting may be easily accomplished with the help of the cloud cost management tools offered by your cloud provider. Get alerts when expenses suddenly skyrocket and evaluate and improve your resource allocation strategy often.
Rightsizing the resources
Rightsizing maximizes the use of available cloud resources by modifying their size according to concurrent demands. Companies can reduce expenses by paying for only the resources they use with the help of rightsizing. As an added bonus, it boosts efficiency by delivering on-demand resources.
Leveraging automation and AI in cloud optimization
Automated scaling and resource allocation: Use automation technologies to scale resources dynamically according to real-time demand. By ensuring companies have the resources they need when they need them, overprovisioning during low-demand periods can be avoided.
Predictive analytics for forecasting usage trends: Using AI-powered technologies, organizations may anticipate future consumption patterns and make proactive adjustments to resource allocation using predictive analytics. This way, they can plan ahead for their cloud resources and adapt them to their anticipated demands.
Multi-cloud and hybrid strategies
Strategic workload distribution across platforms: To take advantage of competitive pricing and prevent vendor lock-in, companies should distribute workloads through various cloud providers. By doing so, they can take advantage of the best deals and specs offered by various service providers.
Benefits of avoiding vendor lock-in: One way to stay free from being bound to just one cloud provider is to adopt a multi-cloud or hybrid cloud strategy. With this, companies can pick and choose which solutions perform best for different types of workloads, giving them more flexibility.
Find mismanaged cloud resources
Identify and eliminate unused resources: Organizations should regularly scan their cloud environment for idle instances, unattached storage, and other unnecessary resources and eliminate them.
Analyze cloud bills: If companies want to find out where they’re spending too much or where they could be saving money, they should examine their cloud bills.
Key Takeaways
Cost optimization on the cloud is now a must-have for any successful business strategy. Advanced architectures, AI, and multi-cloud strategies allow enterprises to achieve considerable cost reductions without sacrificing performance.
Leadership in the AI-driven manufacturing space must emphasize intelligent resource management if it wants to maintain a competitive edge. Teaming up with industry leaders guarantees personalized solutions, which in turn fosters long-term growth and innovation.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Building a Scalable Computer Vision Platform for Large-Scale Factory Operations
Introduction
The constant demand to maximize output, deliver high-quality products, and ensure the safety of man, machine, and materials is the reality of large-scale industrial operations. Conventional manual inspection and monitoring techniques sometimes fall short, trying to keep pace with the sheer volume of data and the complexity of contemporary industrial systems. Unpredicted safety events, production downtime, and quality control problems can significantly affect profitability and operational efficiency. A study by Aberdeen Strategy & Research estimates that unplanned downtime costs industrial manufacturers an average of $260,000 per hour.
This makes automated solutions necessary, and one strong instrument that can solve these problems is computer vision. According to a PWC analysis, by 2035, artificial intelligence is predicted to boost production by 40%. Computer vision offers a powerful tool to address these challenges. Building a scalable computer vision platform is crucial for widespread adoption and maximizing its benefits, including cost-effectiveness, adaptability, and improved efficiency.
The Power of Computer Vision in Manufacturing
Computer vision technology is a replica of human vision by enabling machines to “see” and analyze images and videos but at a much higher speed and accuracy. Image segmentation, object identification, and image recognition are some of its core features. Here are a few instances of computer vision and pattern recognition revolutionizing industrial settings:
Quality control
AI for computer vision helps identify defects on production lines in real time, far exceeding human capabilities in speed and accuracy. This can drastically reduce rejections, scrap, and rework, which, according to the American Society for Quality (ASQ), account for up to boost production by 40%.20% of sales revenue. Studies have shown that compared to human inspection, artificial intelligence systems raise productivity by up to 50% and defect detection rates by up to 90%. Apart from accuracy, the AI-based visual inspection system is more scalable than any conventional method.
Predictive maintenance
Factory maintenance, especially in the steel or cement industry, is a highly complex world with machines. Checking the health of every equipment, performing preventive maintenance, and ensuring zero downtime is highly challenging. It creates a baseline model of typical operations by applying machine-learning algorithms to visual data collected from factory equipment in the past. The manufacturing industry makes use of this machine learning tool to assess video footage in real time, detecting and flagging any value that deviates. A McKinsey study claims that predictive maintenance powered by artificial intelligence can save maintenance costs by up to 40%, lower downtime by 50%, and raise equipment lifetime by 20% to 40%.
Safety monitoring
This entails detecting unsafe worker behavior, work fatigue, or hazardous conditions, proactively mitigating risks. The National Safety Council estimates that yearly workplace injuries cost companies billions of dollars. Computer vision object detection can identify hazardous areas, people without proper personal protective equipment (PPEs), and possible risks and raise alerts to the responsible person. Through increased safety, computer vision can significantly help to reduce accidents, loss of time, and related financial crises.
Process optimization
Computer vision is used to extract process sequence information from images taken by the workstation cameras, and the resulting display is placed immediately in the field of view of the worker on the monitor. The worker is guided to perform their jobs without making any mistakes by color-coding information such as completed tasks and upcoming steps.
For computer vision uses, these artificial intelligence systems translate into higher productivity, lower expenses, better product quality, and more worker safety.
Challenges of Scaling Computer Vision in Factories
In many different spheres, computer vision technology has the power to bring about a radical transformation. However, scaling computer vision deployments in large factories presents several challenges:
Data variety and volume
Factories, especially the steel and cement industries, produce huge volumes of data in many different formats, including figures, graphs, charts, and high-resolution photos and videos. However, most sectors face great difficulty in data management and storage options. According to Gartner, 80% to 90% of enterprise data is unstructured, making it a big bottleneck for scaling computer vision.
Computational resources
Processing visual input in real time requires large computational capability. Effective algorithms and strong hardware, including GPUs, are essential to managing the system. While edge computing can help reduce some of this load, it also presents challenges related to the deployment of new hardware and software at the edge.
Integration with existing systems
Big producers of steel and cement run multiple intricate systems inside the operation network. Seamless integration with existing factory systems (MES, ERP, SCADA) is critical. Interoperability and data exchange are the challenges here.
Environmental variability
Factory settings are often harsh and unpredictable. Throughout the day, lighting conditions might vary greatly; dust and trash can obscure camera lenses; vibrations can compromise image quality. These elements can greatly affect the dependability and correctness of computer vision systems. Robust algorithms that are insensitive to these variations are essential. Algorithms must be able to manage differences in illumination and contrast, for instance, and image processing methods may be required to eliminate noise and fix for deformities.
Model training and deployment
Accurate computer vision models require large, labeled datasets. However, acquiring and labeling this data can be time-consuming and expensive. Moreover, implementing trained models into production systems and guaranteeing their continuous performance require specific knowledge. Periodically, retaining these models helps them stay accurate as new items are developed or conditions change. This calls for a strong model management and deployment flow.
Key Components of a Scalable Computer Vision Platform
A scalable computer vision platform calls for a thorough study of several important components:
Data acquisition and management
Research by IDC indicates that connected IoT devices, which include industrial cameras, are estimated to create 394 zettabytes of data by 2028. Imagine the kind of elements needed to handle such massive data! Businesses thus need uninterrupted data flow and enormous storage capacity if they want to reach the top edge of data management. Reliable data collection and processing depend on high-quality cameras, effective data storage (cloud, on-site, or hybrid), and strong data pipelines.
Edge computing and cloud infrastructure
Combining edge computing for real-time processing with cloud infrastructure for data storage, model training, and management guarantees the best performance and scalability. Powerful computational resources for model training, scalable storage, and centralized administration tools come from cloud infrastructure. Gartner projects that by 2026, 75% of businesses will adopt hybrid cloud solutions.
Modular and microservices architecture
Scalability and maintainability depend on a modular approach grounded on microservices. Microservices are independent, small pieces of software meant for particular use. Without compromising the whole system, this method makes autonomous deployment, updates, and component scaling possible.
Robust algorithms and models
Any computer vision and object detection system is fundamentally based on its algorithms and models. These have to be robust in variation in image quality, lighting, and other environmental elements. Pre-trained models and transfer learning help greatly accelerate development. Transfer learning involves using a model trained on a large dataset (e.g., ImageNet) and fine-tuning it for a specific task.
API-driven integration
APIs guarantee flawless connection with current manufacturing systems, enabling data interchange and automation.
Monitoring and management tools
Comprehensive tools are required to track model accuracy, monitor system performance, and properly control deployments.
Building a Future-Proof Platform
To offer long-term value, a computer vision platform has to be future-proof. According to the Global CTO of Dell Technologies, Mr. Todd Edmunds – “Manufacturing organizations who implement data-driven processes aided by computer vision are finding it easier to navigate uncertainties while staying ahead of demand.” To build a future-proof plan, you need the below attributes in the system.
Flexibility and adaptability: The platform must be adaptable enough to fit changing manufacturing needs and fresh use cases.
AI and Machine Learning advancements: Maintaining constant improvement depends on keeping current with developments in artificial intelligence for computer vision and machine learning.
Collaboration and partnerships: Working with technology partners and industry professionals offers access to innovative ideas and helps to encourage creativity.
Focus on ROI: Demonstrating the return on investment through clear metrics like defect reduction, downtime reduction, and efficiency improvement is crucial for justifying the investment.
Key Takeaways
Building a scalable computer vision platform is a strategic investment for large-scale factory operations. It enables manufacturers to go beyond the constraints of conventional techniques, therefore improving safety, quality, and efficiency. Using vision artificial intelligence is not a futuristic idea anymore; rather, it is a current need for competitiveness. For instance, a recent report estimates that by 2030, the computer vision industry will have grown to $46.96 billion.
Embrace the Future of Manufacturing
To fully realize computer vision technology, manufacturers should welcome it and make investments in scalable systems. This proactive strategy will increase worker safety, promote efficiency, raise product quality, and finally optimize the manufacturing processes. Manufacturing is visually oriented going forward; those who embrace computer vision and pattern recognition will be most suited for success.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
Reducing Carbon Footprint in Cement Production with AI-Optimized Alternative Fuels
Introduction
The cement industry stands as the backbone of global infrastructure, playing a pivotal role in shaping the modern world. As one of the most essential sectors, it provides the primary raw material, cement that forms the foundation of nearly every construction project, from towering skyscrapers and sprawling bridges to residential homes and essential public infrastructure like roads, dams, and airports.
However, the cement industry is also one of the largest contributors to greenhouse gas emissions. As the world accelerates efforts toward Net-Zero targets, reducing the Carbon Footprint in Cement Production has become an urgent priority. The reliance on fossil fuels and energy-intensive production processes has traditionally made decarbonization in this sector challenging. Due to this emergence, Alternative Fuels and Resources (AFR) and Artificial Intelligence (AI) have emerged as transformative solutions.
Alternative fuels in cement industry, in combination with AI, is revolutionizing how alternative fuels are sourced, blended, and utilized in cement kilns, maximizing efficiency while minimizing environmental impact. The incorporation of alternative fuels into the cement plant operations can significantly alter operational dynamics and environmental outcomes.
Carbon Footprint Contribution by the Cement Industry
The carbon footprint of cement is mainly driven by two key factors: fossil fuel combustion and calcination reactions. Cement kilns requires intense heat of more than 1,450°C, traditionally achieved using coal and petroleum coke, which are heavy carbon emitters. Additionally, the chemical breakdown of limestone during calcination also directly releases huge amounts of CO₂ into the atmosphere.
The cement production accounts for about 8% of global CO₂ emissions, According to Holcim, approximately 60% of cement-related CO₂ emissions arise from calcination, while the remaining 40% stem from energy consumption during production. As global demand for cement continues to rise, particularly in developing economies, these emissions are projected to grow unless innovative solutions are adopted.
In response, many cement manufacturers are turning to alternative fuels to reduce reliance on traditional fuels and improve process efficiency.
What are Alternative Fuels and Resources in Cement Industry
In order to reduce the Carbon Footprint and move towards sustainability and environmental consciousness, alternative fuels and resources (AFRs) have emerged as vital tools in the transition to cleaner energy. Alternative Fuels and Resources (AFRs) refer to fuels that can be used in place of conventional fossil fuels like coal, oil, and natural gas. AFR include gaseous fuels such as hydrogen, natural gas, and propane; alcohols such as ethanol, methanol, and butanol; vegetable and waste-derived oils; and electricity. These fuels are sustainable because they are renewable, cleaner, or produce fewer emissions. The primary goal of using alternative fuels is to reduce dependency on finite natural resources, decrease environmental pollution, and mitigate climate change.
Types of Alternative Fuels
Biofuels: Renewable fuels derived from organic sources like crops, algae, and agricultural waste. Common types include ethanol (blended with gasoline) and biodiesel (used in diesel engines), offering cleaner combustion and reduced greenhouse gas emissions.
Natural Gas: Natural Gas: A cleaner-burning fossil fuel available as Compressed Natural Gas (CNG) and Liquefied Natural Gas (LNG). It is commonly used in transportation and power plants due to lower carbon emissions.
Hydrogen: A zero-emission fuel that produces only water vapor when used in fuel cells. It is widely considered a future energy carrier for vehicles, industrial processes, and power generation.
Electricity: Used in Electric Vehicles (EVs) and industrial systems, electricity becomes a sustainable fuel when sourced from renewable energy like solar, wind, or hydropower.
Methanol: An alcohol-based fuel produced from natural gas, coal, or biomass. It is used as an alternative to gasoline and as a key feedstock in industrial chemical production.
Alternative Fuels in Cement Manufacturing
The cement industry is one of the most energy-intensive industries in the world. In order to reduce carbon footprint in cement production, cement manufacturers are increasingly turning towards alternative fuels in the cement industry. These fuels not only help reduce dependency on non-renewable resources but also contribute to reducing greenhouse gas emissions, promoting sustainability, and improving operational efficiency. Alternative fuels in the cement industry are derived from a wide range of waste materials and renewable sources.
Here are some key alternative fuels used in cement manufacturing:
Refuse-Derived Fuel (RDF): Made from non-recyclable municipal solid waste, RDF has a high calorific value and reduces the need for traditional fuels in cement kilns while managing waste and lowering carbon emissions.
Municipal Solid Waste (MSW): Non-recyclable components of MSW, such as plastics and textiles, are burned in kilns, reducing waste and providing consistent energy for cement production.
Biomass Fuels: Organic materials like agricultural residues and wood chips replace fossil fuels, reducing carbon emissions and supporting sustainable agriculture.
Tyre-Derived Fuel (TDF): Shredded waste tires are used in kilns due to their high calorific value, helping manage tire waste and providing energy.
Sewage Sludge: Dried sewage sludge, with high calorific value, is used as an alternative fuel, reducing landfill waste and fossil fuel dependence. Pre-processing alternative fuels is crucial to enhance their properties before utilization.
Plastic Waste: Non-recyclable plastics are processed and used as fuel in kilns, addressing both waste management and energy recovery needs.
Coal Substitutes: Industrial byproducts like sludge and fly ash mimic coal’s calorific value, ensuring stable kiln operations and reducing environmental impact.
Traditional fuels vs Alternative Fuels in Cement Manufacturing
In the cement industry, traditional fuels like coal and petroleum have been the main sources of energy due to their high calorific value and availability. However, the environmental impact of burning these fossil fuels is substantial, as they release large amounts of carbon dioxide and other pollutants, significantly contributing to the carbon footprint of cement production. The reliance on non-renewable resources also poses long-term sustainability challenges, as coal and petroleum reserves are finite. This makes it imperative for the industry to explore alternatives that promote energy efficiency and help reduce overall energy consumption in cement production.
Alternative fuels, such as refuse-derived fuel (RDF), biomass, plastic waste, and sewage sludge, offer more sustainable solutions for reducing the carbon footprint in cement industry. These fuels help mitigate environmental harm by lowering carbon emissions, promoting recycling, and supporting waste management efforts. Unlike traditional fuels, many alternative fuels are renewable and can be sourced locally, providing a cost-effective way to enhance energy efficiency in the cement industry. The use of these alternative fuels not only reduces the dependence on fossil fuels but also lowers energy consumption in cement production, making the manufacturing process more sustainable and environmentally friendly.
Benefits of Alternative Fuels in Cement Manufacturing
Reduced Carbon Emissions:
One of the primary benefits of using alternative fuels in cement manufacturing is the significant reduction in carbon emissions. Fuels like biomass, plastic waste, and refuse-derived fuel (RDF) have lower carbon footprints compared to traditional fossil fuels like coal. This helps cement plants contribute to global efforts to mitigate climate change.
Waste Reduction and Recycling:
Many alternative fuels, such as plastic waste, sewage sludge, and municipal solid waste, divert materials from landfills, supporting circular economy principles. By repurposing waste as a source of energy, cement manufacturers can reduce waste disposal challenges and reduce landfill use.
Cost Efficiency:
Alternative fuels, especially locally sourced materials like biomass and RDF, can offer a more cost-effective solution than traditional fossil fuels. By using waste materials as fuel, cement plants can lower their fuel costs and reduce reliance on expensive or fluctuating fossil fuel prices.
Energy Efficiency:
Alternative fuels like biomass and RDF often have a high calorific value, allowing for more efficient combustion in cement kilns. This increases the overall energy efficiency of the manufacturing process, helping plants optimize energy consumption and lower production costs.
Sustainability and Renewable Energy:
Many alternative fuels are renewable and sustainable, such as biomass, which can be continuously replenished through agricultural or forestry residues. This contrasts with the limited availability of non-renewable fossil fuels, making alternative fuels a more sustainable energy source in the long run.
Improved Plant Performance:
Alternative fuels can contribute to more stable kiln operations. Materials like tyre-derived fuel (TDF) and coal substitutes provide consistent energy output, improving process stability and the overall performance of the cement production process.
How AI is Optimizing Alternative Fuels in Reducing Carbon Footprint
AI is nowadays playing a pivotal role in contributing towards the reduction of the carbon footprint in cement industry. By leveraging advanced computer vision technology, cement plants can closely monitor and analyze the combustion of alternative fuels, ensuring efficient and consistent burning, which leads to lower emissions and improved energy efficiency. AI for alternative fuel resources enable real-time tracking of alternative fuel quality and distribution, optimizing how fuels like biomass, plastic waste, and refuse-derived fuel (RDF) are fed into cement kilns.
Fuel Composition Analysis:
AI uses visual and spectral data to detect and classify key alternative fuel types, such as biomass, plastic waste, and refuse-derived fuel (RDF). This analysis ensures the correct balance and quality of fuel being fed into cement kilns, optimizing the combustion process and reducing emissions.
Real-Time Calorific Value Optimization:
AI models predict and adjust the calorific value of alternative fuels based on their composition and moisture content in real time. This dynamic optimization helps maintain stable combustion temperatures and improves energy efficiency, minimizing fuel waste and ensuring consistent kiln performance.
Moisture Content Monitoring:
AI analyzes the moisture content of alternative fuels using live camera feeds and environmental data. By monitoring moisture levels in real time and comparing them to historical trends, the system ensures optimal fuel feed rates, reducing inefficiencies and improving overall combustion quality.
Energy Efficiency Alerts:
AI identifies inefficient fuel utilization patterns and sends instant alerts to operators. By flagging deviations early, this allows for corrective actions to be taken immediately, enhancing energy efficiency and reducing unnecessary energy consumption during the cement production process.
Historical Video Feeds & Reporting:
AI analyzes historical video feeds to detect recurring operational issues and trends. This postmortem analysis provides insights that can help identify and address root causes of inefficiencies or failures, supporting continuous improvement and optimized fuel usage over time.
Key Benefits of AI-Optimized Alternative Fuels in Cement Industry
Enhanced Energy Efficiency:
AI optimizes the use of alternative fuels like biomass, plastic waste, and RDF, reducing energy waste and maximizing kiln performance, leading to significant cost savings and improved energy consumption
Reduced Carbon Footprint:
By replacing traditional fossil fuels with cleaner alternative fuels, AI helps reduce carbon emissions in cement production, supporting sustainability goals and reducing the environmental impact of manufacturin
Real-Time Monitoring & Adaptation:
AI tracks fuel quality, moisture content, and calorific value in real time, ensuring consistent combustion temperatures and more efficient fuel utilization, which stabilizes kiln operations.
Predictive Maintenance & Downtime Prevention:
AI detects anomalies such as oversized particles or irregular feed rates, providing proactive maintenance recommendations to prevent costly downtime and extend equipment life.
Conclusion
In conclusion, integrating AI-optimized alternative fuels into cement production offers a transformative approach to reducing the industry’s carbon footprint. By leveraging AI technologies, manufacturers can enhance energy efficiency, minimize reliance on traditional fossil fuels, and achieve significant reductions in carbon emissions. This strategic shift not only aligns with global sustainability goals but also positions the cement industry as a leader in environmental stewardship. Embracing AI-driven solutions is essential for fostering a more sustainable and economically viable future in cement manufacturing
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Building Smart Factories: How Computer Vision AI Is Revolutionizing Manufacturing
Introduction
The manufacturing sector is experiencing a significant digital revolution in the era of Industry 4.0. Core manufacturing is now being integrated with interconnected devices and modular software, which marks a notable expansion in the smart factory concept. Research indicates that the worldwide smart factory market size will rise at a CAGR of 9.52% from 2023 to 2032 and is predicted to reach roughly USD 321.98 billion by 2032.
One of the most transformative technologies to be applied in this sector is computer vision. Incorporating computer vision into factory operations will unlock several new opportunities for efficiency, quality, and safety. This is crucial since, on average, over the next three years, the technology is predicted to lead to a CAGR of 9.52% 42% boost in productivity
This article will discuss how computer vision technology is changing the manufacturing scenario and the reasons integrating these cutting-edge tools could be absolutely essential for the future of manufacturing businesses.
What Is a Smart Factory?
A smart factory is a cyber-physical system, a linked network of machines, communication systems, and computers, powered by cutting-edge technologies, including artificial intelligence (AI), computer vision, and machine learning, to analyze data, run automated operations, and learn as it goes.
According to a survey, out of over 600 top manufacturing executives surveyed, 86% expressed the belief that smart factory initiatives will be the main driver of manufacturing competitiveness during the next five years.
To function, a smart digital factory must unite humans, machines, and big data in an interconnected digital environment. In addition to collecting, organizing, and analyzing data, a smart factory can also learn new techniques as it goes. It recommends and executes smart manufacturing workflows and automated processes after interpreting and gaining insights from past data, which allow it to foresee patterns and events. By constantly refining its processes, a smart factory can learn to be more efficient, secure, and robust, much like its human operators.
The Role of Vision AI in Smart Manufacturing
Computer vision is a modern tool that uses AI algorithms to examine images and video feeds and extract real-time actionable insights. Combining computer vision technology with sophisticated software platforms will enable businesses to automate difficult jobs, manufacturing processes, and operations like never before. Here’s how vision AI may transform manufacturing processes, controlling end-product quality and monitoring raw materials.
Enhancing quality control and defect detection
Vision AI solutions offer incredible precision in detecting product defects. It helps prevent expensive recalls and guarantees that only premium items find their way to the consumers. Vision AI enables real-time quality evaluations by instantaneously detecting product flaws as they move along manufacturing lines. Any discrepancies in form, color, texture, or other characteristics can be instantly detected when the system compares each object to a predefined standard.
For a steel manufacturer, computer vision can identify surface defects of finished products, such as porosity, blowholes, or cracks, that might elude human inspection. To ensure proper blast furnace efficiency, vision AI can monitor the raw material quality, like size and brightness, therefore guaranteeing that only premium components are produced.
Improving workplace safety
According to the Bureau of Labor Statistics, U.S. Department of Labor, there were 355,800 injuries reported in the manufacturing industry in FY23. Therefore, in manufacturing workplaces, particularly in high-risk sectors like heavy machinery, worker safety is absolutely vital. By spotting possible hazards and safety violations and tracking staff well-being, vision AI technologies can improve safety. For instance, Vision AI systems can automatically raise the alarm and inform the management team and staff when workers are too close to hazardous places, such as chemical reactors, roller conveyors, or radioactive reactors. Computer vision technology can also check whether workers are wearing proper safety gear.
Preventive actions help lower occupational injuries, therefore sparing companies from expensive downtime and helping to adhere to governance policies. Instant alerts also enable managers to act fast, therefore improving response times and guaranteeing the maintenance of safety standards.
Equipment health and position monitoring
In a smart factory, everything should be automated and interconnected. One of the most expensive problems in manufacturing is downtime caused by unexpected machine malfunctions. According to Forbes, industrial manufacturers lose about $50 billion a year due to unplanned downtime. Real-time equipment health analysis, made possible by computer vision, helps organizations solve possible problems before they cause expensive downtime. High-end industrial cameras can detect possible problems early on by identifying wear and tear. Vision AI systems can examine vibrations, temperature variations, and other markers of equipment conditions.
For example, in the cement industry, vision AI can continuously monitor kiln temperatures and identify irregularities, therefore enabling timely modifications and avoiding expensive repairs. AI-powered video analytics can identify wear or overheating in rotating equipment such as motors or pumps in any continuous manufacturing facility, therefore allowing prompt maintenance to minimize breakdowns.
Reducing energy consumption for sustainable manufacturing
Sustainable manufacturing requires a reduction in energy consumption, and Vision AI is emerging as a key player in achieving this goal. By employing computer vision technology, manufacturers can gain granular insights into their energy usage across production lines. One of the benefits of Vision AI in energy efficiency is that it identifies idle machines, enabling their redeployment to optimize production schedules. It also detects machines with excessive energy consumption so that manufacturers can target specific areas for efficiency improvements.
These advancements reduce operational costs and contribute to a smaller environmental footprint. Studies have shown that implementing Vision AI can lead to a significant 15% reduction in energy consumption. By adopting Vision AI, manufacturers can embrace a more sustainable approach, bringing in a future where innovation and environmental responsibility go hand-in-hand.
The Future of Manufacturing with Computer Vision AI
Incorporating vision AI into production lines lets organizations improve safety, productivity, and control. The future of manufacturing is clearly digital, and the vision of artificial intelligence leads the front stage in this change, ready to improve the operations into the domain of the smart factory.
By utilizing these technologies right away, businesses will be able to take the lead in their industry and ensure long-term growth in a market that values sustainability.
Don’t hold off starting the smart factory adventure. Working with creative ideas will help manufacturing plants be ready for future needs.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Waste to Energy: AI’s Role in Enabling the Use of Alternative Fuels in Cement Kilns
Introduction
The cement industry is one of the largest sectors and serves as the backbone of construction and infrastructure development. It is constantly seeking ways to reduce operational costs and minimize its environmental footprint. Traditionally, the cement industry has relied on fossil fuels, coal, and coke as primary fuels for kilns, which are associated with high carbon emissions. In line with government policies across the globe aimed at reducing emissions, the adoption of alternative fuels has become a critical solution.
Alternative fuels, such as Refuse-Derived Fuel (RDF), a type of solid waste, are increasingly being considered a viable solution. They serve as an alternative fuel option and an efficient method for disposing of municipal solid waste. The unique properties of cement sintering in rotary kilns allow for the use of various fuels, including some that are prohibited in other processes. However, despite the environmental and economic benefits, there are key challenges associated with burning RDF in cement kilns. To tackle these challenges, advanced technological solutions, notably AI vision systems and analytical tools are required. Let’s explore the impact of adopting such fuels.
Impact of Adopting Alternative Fuels
Alternative fuels like RDF or municipal solid waste are environmentally friendly unlike traditional fossil fuels. However, their inherent complexity poses challenges in using them as fuels. Here are some of them:
Low melting point
RDF is a mixture of various waste materials, which may include PVC and materials with higher chloride and sulfur content—resulting in a low melting point.
Complexity
This unrefined mixture creates more complex chemical and physical properties compared to traditional fuels, making it difficult to determine the exact calorific value.
Operational inefficiencies and quality
The complex mixture of different materials with varying calorific values in the kiln can result in incomplete combustion, uneven heat distribution, and unstable clinker formation. If not addressed, these issues can cause severe blockages and ring formations within the cement kiln, leading to operational inefficiencies, reduced clinker quality, and negative environmental impacts.
RDF Quality Requirement for Cement Kiln
For RDF to be a suitable alternative to fossil fuels, it must meet certain high-quality standards to be used in cement kilns. Otherwise, it may have adverse effects on the environment and combustion efficiency. The primary goal is to refine RDF to achieve uniform particle size and limit chlorine content. Meeting these criteria ensures smooth kiln operation and reduces maintenance needs. However, producing high-standard refined RDF requires a sophisticated process. The three most important parameters to achieve fuel quality are calorific value, low moisture content, and consistent particle size.
Good quality RDF should have a high calorific value (15-25 MJ/kg) and low concentrations of toxic components like metals, with moisture content below 20% to ensure sufficient energy is generated for clinker production. Chemically, the chlorine content in the waste should be below 1% and sulfur below 2% to prevent damage to kiln components and excessive emissions. Additionally, non-combustible substances like metals, glass, and stone, which can cause blockages, must be removed during segregation.
Leveraging AI for Alternate Fuel Analysis
Vision AI is emerging as a key solution for numerous industrial challenges, moving beyond being just a buzzword, particularly in automation and analysis. In the cement industry, Vision AI can be utilized to oversee and evaluate kiln operations, enhancing sustainability efforts. By integrating AI with a plant’s advanced process control (APC), teams gain valuable data-driven insights that help boost their thermal substitution rate and make informed operational and procurement decisions in the dynamic alternative fuel markets. The vision system provides more flexibility and a contactless approach to analysis without disturbing the process flow. Let’s see how the AI vision system aids fuel analysis in each section.
Anomaly detection to enhance process control
Powered by AI vision technology, advanced process control can achieve automation by detecting critical parameters and adjusting processes to mitigate potential risks. The AI vision system enables users to store, analyze, and detect anomalies in real-time visual data acquired from the plant. This significantly increases the efficiency of using alternative fuels by identifying possible blockages or risks early on.
Features supporting process control for anomaly detection
Data engineering and visual data lake creation: This is the first step in achieving advanced process control using visual AI. Real-time monitored data from the plant or cement kiln is stored and analyzed for immediate control or later evaluation to identify potential deviations. A data lake enables the integration, processing, and analysis of video data from multiple sources. It also supports data visualization and creates automated workflows for operational efficiency.
Self-cleaning mechanism: Cement manufacturing operates in a dusty environment where camera lenses can quickly become dirty, obscuring visuals. The self-cleaning mechanism uses sensor detection to identify contaminants on the lens and clean it automatically, ensuring uninterrupted monitoring.
Application-based and WhatsApp alert system: Alerting users to detected anomalies is as important as the detection itself. Modern AI vision systems connected through mobile and desktop applications can send alert notifications instantly. Additionally, WhatsApp notifications allow supervisors to receive alerts even when they are away from the plant.
Determining material proportion to estimate calorific value
As discussed earlier, RDF is a complex mixture of waste, making it challenging to accurately analyze its calorific value. AI vision systems, equipped with advanced image recognition and machine learning capabilities, can detect the proportions of various components in RDF. Unlike traditional techniques, vision systems analyze these proportions in real time without disturbing the fuel flow. Once the vision analysis system calculates the proportion of material, the AI system can estimate the calorific value accurately.
AI-powered real-time data analysis provides valuable insights into process control parameters such as temperature and gas analyzer data, which can help identify potential blockages or ring formation. Thermal analysis, assisted by AI, detects unusual thermal patterns in the kiln that may indicate ring formation. Additionally, visual data offers insights into combustion efficiency, enabling the system to predict the fuel required for optimal burning and maintain stable kiln operation.
Moisture detection
Excess moisture in RDF leads to inefficient combustion and compromises clinker quality. High moisture content can also cause material agglomeration, resulting in uneven material flow, ring formation, or buildup on kiln walls.
AI vision systems use infrared imaging and color analysis to detect moisture levels. Infrared imaging identifies temperature variations in RDF, which correlate with moisture content, while color analysis detects darker color structures that often indicate higher moisture levels.
Detection of large particles
Ensuring consistent fuel particle size is crucial to avoiding blockages and ensuring complete combustion. AI vision systems use object detection to identify large particles, metals, and PVC materials that could disrupt kiln operations. These systems continuously monitor the particle size on the conveyor belt before the fuel reaches the kiln, allowing for corrective actions to be taken promptly.
Enhancing the control system
By integrating with advanced process control (APC) systems, Vision AI can optimize kiln operations by leveraging real-time data to make immediate adjustments to the fuel feed rate. By improving combustion efficiency and reducing emissions, Vision AI contributes to a more sustainable and environmentally friendly cement production process.
Volumetric analysis
Vision AI can also be used to perform volumetric analysis of materials, providing accurate measurements of volumes of different components in the fuel mix. This information can be used to optimize the fuel blend.
In a Nutshell
The adoption of RDF as a fuel for cement kilns offers significant cost savings and environmental benefits. However, the complex nature of RDF necessitates high-quality standards and advanced processes to ensure efficient combustion and minimize operational challenges. Integrating AI vision systems into cement and steel plants enhances the ability to monitor and analyze fuel quality, detect anomalies, and optimize combustion processes. This technology ultimately supports more sustainable, cost-effective, and efficient production.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Vision AI: Differences and Advantages over traditional ML models
Introduction
Envision a future where computers have the same visual and cognitive abilities as people. However, this is no longer science fiction. With the rapid advancement of technology, vision AI is considered one of the major developments in the AI field, with the ability to analyze and understand visual data, such as photographs and videos. It has been a key technology in recent years, influencing heavy metal industries, manufacturing, healthcare, and more with its ability to scan and interpret information quickly and precisely.
Industries have reported real benefits, such as cost reductions and revenue increases, due to the extraordinary growth of computer vision AI in particular. The goal of this technology goes beyond simple work automation; it also aims to improve human capabilities and create safer, more efficient, and more dependable processes.
For factory leaders and decision-makers in sectors such as cement and steel, Vision AI has gone beyond the capabilities of traditional ML models and provides special advantages that make it a necessary tool for them. The concept of computer Vision AI, its differences from traditional ML models, and the several benefits of Vision AI solutions will be discussed in this article.
What Is Vision AI?
Vision AI, often known as computer vision AI, is a subset of artificial intelligence that aims to derive useful insights from images and video feeds. It analyzes photos and videos and uses powerful algorithms and deep learning techniques to perform tasks like anomaly identification, machine health monitoring, people tracking, and industrial quality control. Advanced computer vision technology solutions cover all these segments, providing all-encompassing features that boost productivity and quality assurance.
Key Differences Between Vision AI and Traditional Machine Learning
Vision AI and traditional machine learning, the two prominent technologies, leverage data to make informed decisions. However, they diverge significantly in their approach and capabilities. Here are the key differences.
Data input and processing
Numerical or categorical tables containing values are the mainstay of structured data used by traditional machine learning models. Vision AI, on the other hand, handles unstructured, complex visual data, such as photographs and videos. Because this calls for expert methods of data interpretation, computer vision systems are now much more equipped to deal with complicated visual inputs.
Real-time analysis
Conventional machine learning algorithms use past data to generate predictions and insights. Real-time analysis involves analyzing data as it happens. Computer vision logs real-time video and images quickly, analyzes them, and subsequently offers insights that might help resolve the problem. This guarantees quick identification and fixing of problems.
Model architecture
Vision AI makes use of deep learning models tailored to image data, such as convolutional neural networks (CNNs). These models are far ahead of the curve when compared to more fundamental techniques of standard ML, including decision trees and linear regression.
Feature extraction and engineering
Conventional ML feature extraction typically requires domain experts to manually identify important parameters. This process is known as feature engineering. Computer Vision technology utilizes advanced technologies and complex algorithms, automatically learning characteristics from raw data to streamline this procedure. Thanks to its feature extraction capabilities, Vision AI is able to handle complicated visuals easily.
Computational requirements
For vision AI, processing big picture datasets and training deep learning models usually necessitates sophisticated computational resources, such as GPUs, specialized multi-layered models, and high-end cameras. The slower and less expensive deployment of traditional ML models is possible because of their reduced resource requirements. Better performance and capabilities in managing visual data are the return on investment for Vision AI investments, especially for cutting-edge vision AI solutions.
Advantages of Vision AI in Manufacturing
Vision AI has the capabilities to transform traditional monitoring and advancement in the manufacturing sector. Here are some noteworthy advantages of vision AI.
Real-time video analysis
In order to identify problems, misalignments, or unusual operations, vision AI continuously analyses live streams from production lines, loading-unloading docks, and other operation sites. This enables prompt remedial measures, which in turn minimizes downtime, reduces cost, and improves the safety of workers, machines, and materials.
Pre-trained models for quick integration
Manufacturers can save time and costs with Vision AI’s accelerated deployment, thanks to its library of prebuilt models for object detection and image classification.
Enhanced safety and compliance
Vision AI uses high-tech cameras to monitor the risks in hazardous areas, making sure that everyone is safe and compliant with regulations. Advanced fire and spark detection through industry-grade cameras further mitigates safety risks in hazardous environments.
Extend machine life
Vision AI’s advanced feature can continuously monitor machine parameters, vibrations, heat generation, and more. It helps maximize machine performance while decreasing maintenance expenses by identifying early equipment malfunctions, misalignments, and failures.
Quality control
With computer vision, organizations can accurately measure raw material particle size, monitor their brightness, and spot surface defects in finished products. This improves client satisfaction by ensuring that both the raw ingredients and the completed goods fulfill strict quality standards.
Process optimization
Computer vision technology can optimize production efficiency and minimize waste by adjusting process parameters like feed rates based on real-time visual data analysis.
Automated alerts
Creating sustainable processes depends mostly on standard operating procedures. The advanced algorithms of Vision AI detect process anomalies and safety concerns and instantly alert the appropriate department to take action.
Way Forward
When compared to older ML models, computer vision AI is far ahead, providing superior capabilities in areas like real-time monitoring, quality control, and operational efficiency. Manufacturers can improve their accuracy, security, and output by using Vision AI solutions. As technology advances, its potential to transform entire industries is becoming more and more obvious.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
The cement industry is the backbone of modern infrastructure. At the same time, it has to deal with a few persistent challenges. Historically, the cement industry was heavily dependent on traditional methods. It has a dire need for disruption.
Integrating AI in the cement industry is a much-needed breath of fresh air. We’re on the brink of a new era that’s driven by intelligence and innovation. AI has the potential to solve many persistent problems while simultaneously increasing cement manufacturing efficiency.
Let’s look at them one by one.
The Urgent Need of AI in Cement Industry
The cement industry accounts for roughly 8% of global CO₂, consumes vast amounts of energy to meet production demands. Traditional manufacturing methods often lack the precision and adaptability necessary for optimizing production, making it challenging to minimize operational costs and maintain consistent quality. Fluctuations in raw material properties, fuel inefficiency, and unpredictable equipment behavior add to these challenges, resulting in inefficiencies and higher expenses. Different preparation methods, such as wet and dry processes, significantly impact fuel for every tonne of clinker produced, highlighting the variation in efficiency between outdated and modern systems.
As the industry faces intensifying competition and stricter regulations, cement manufacturers must adopt innovative solutions that enhance profitability while minimizing their ecological footprint. AI, particularly through the integration of computer vision, offers a compelling solution by providing real-time insights, automating quality control, optimizing operations, and predicting maintenance requirements. With Computer Vision AI, the cement industry can achieve a balanced approach to efficiency, economy, and environmental responsibility.
Problems in the Cement Industry
The cement industry faces a myriad of challenges ranging from environmental concerns to operational inefficiencies, particularly within the kiln system.
Inconsistent Raw Materials
Inconsistent cement raw material sizing in cement manufacturing leads to numerous operational challenges, affecting efficiency, cost-effectiveness, and product quality. When raw materials such as llike limestone, clay, shale, iron ore, and alternative fuels (AFR) are not properly sized, uneven heating occurs within the kiln. Smaller particles tend to overheat and decompose prematurely, while larger ones may remain partially unprocessed. This imbalance disrupts the chemical reactions critical to clinker formation, resulting in inconsistent quality.
Additionally, improperly sized materials require higher energy input for grinding and milling, which escalates production costs and increases energy consumption. Oversized particles or foreign objects in raw materials clog crushers and conveyors, leading to frequent blockages, costly downtime, and accelerated wear on machinery. Inconsistent particle sizes complicate the blending process, leading to inaccurate raw material compositions that produce substandard clinker and, ultimately, lower-quality cement.
Optimizing Kiln Operations in the Clinker Burning Process
The kiln is the heart of cement manufacturing, consuming the majority of energy in the production process. Maintaining an optimal burning zone temperature is crucial to ensure the efficient conversion of raw materials into clinker. Optimizing cement kiln operations is essential for improving energy efficiency and reducing fuel consumption. Inefficiencies in kiln operations can result in significantly high fuel consumption and increased emissions.
Cement Kilns need extremely high temperatures to produce cement clinker, the core ingredient in cement production, which requires large amounts of coal or alternative fuels. When fuel usage is inefficient, it drives up operational costs and increases emissions, particularly CO₂, which is a significant environmental concern. Inconsistency in temperature reduces energy efficiency. Moreover, temperature fluctuations damages kiln’s refractory lining, leading to costly and time-consuming to repair. Addressing these challenges requires advanced monitoring and control systems to optimize kiln operations, reduce energy consumption, and improve overall process stability.
Equipment downtime and failure
Equipment downtime and failure in the cement industry severely disrupt production processes, resulting in lost productivity, increased costs, and higher maintenance demands. Traditional monitoring systems are not effective enough to provide predictive maintenance, often leading to unanticipated breakdowns and extended periods of inactivity. Key machinery such as kilns, crushers, and conveyors operate under extreme conditions, facing high temperatures, abrasive materials, and heavy loads, all of which require continuous, real-time monitoring—something traditional systems often lack.
One of the primary causes of downtime is the failure to detect early signs of wear and tear on critical components. Without advanced monitoring systems, these wear and tear often go unnoticed. Similarly, crushers and conveyors are prone to issues such as blockages and misalignment, especially when raw materials are improperly sized or contain foreign objects. Traditional systems typically only detect problems after they have already caused significant damage, leading to costly repairs and extended downtime.
Unsafe Work Environment
Cement plants operate with heavy machinery, high temperatures, and hazardous materials, creating an inherently dangerous environment for employees. Gaseous inorganic chlorine compounds, formed during the clinker burning process, can also be present, adding to the hazardous materials in the environment. In the absence of comprehensive safety monitoring systems, the risk of accidents escalates significantly. Dangerous situations can quickly spiral out of control, endangering both workers and the entire plant.
Furthermore, the lack of digital geofencing and real-time workforce monitoring compounds these risks by making it challenging to ensure proper adherence to PPE (personal protective equipment) and SOP (Standard Operating Procedure) compliance. Ensuring that workers are in safe zones and equipped with the necessary safety gear is crucial for protecting their well-being. Without these safeguards, the likelihood of safety breaches increases, putting both personnel and operations at greater risk.
Why Change is Imperative
Cement manufacturing is the second most consumed resource in the world after water. Without it, entire cities will collapse, quite literally. Yet, with all its contributions, it’s associated with energy consumption and pollution. The need for smarter and more efficient solutions has never been more pressing.
In an industry where just 1% efficiency improvement can mean millions of dollars saved, every tonne of clinker produced requires significant fuel consumption, highlighting the inefficiencies in current production methods. AI in cement manufacturing offers unprecedented opportunities to optimize operations, reduce wastage, and enhance sustainability.
In a world demanding greener and smarter solutions, AI in cement industry is not just an innovation but a necessity for cement manufacturers to thrive while meeting global challenges. It’s the future of an industry that builds the very foundations of modern civilization.
Let’s dive deep into how AI is cementing the future, literally.
AI in Cement Industry: Use Cases
Addressing the challenges faced by the cement manufacturing requires innovative solutions, and AI, particularly through computer vision, offers a powerful tool for transformation. AI-powered computer vision systems can monitor critical processes, such as raw material sizing, rotary cement kilns, and Equipment Monitoring in real-time, detecting early signs of wear, overheating, and foreign material presence. AI can optimize rotary cement kiln operations by enhancing thermal energy transfer and improving clinker production efficiency.
Here are some of the benefits of Vision AI in cement Manufacturing.
Data Analytics in Cement Manufacturing
Computer vision AI empowers cement plant operators with real-time data and actionable insights, fostering an environment of continuous optimization. Data analytics plays a crucial role in optimizing cement rotary kilns, enhancing their combustion conditions and operational efficiencies. AI-based computer vision systems are capable of processing vast amounts of operational data and analyzing it in real-time to detect inefficiencies, anomalies, or deviations from optimal conditions.
Moreover, vision AI provides operators with precise recommendations, enabling them to fine-tune operations as issues arise. By eliminating guesswork, AI ensures that adjustments are based on empirical data, ensuring accuracy and efficiency.
Vision AI also minimizes unnecessary resource consumption by optimizing material usage and sharing intelligent insights that help maintain consistency in the final product while adhering to ideal process parameters. This results in fewer errors, reduced corrections, and ultimately lower operational costs.
In an industry where every second is critical, AI offers immediate value by accelerating decision-making processes and enabling timely actions on critical operational issues.
Raw Material Monitoring
Raw material monitoring is vital in the cement industry, as the quality and consistency of inputs like limestone, clay, and gypsum directly impact product quality, process efficiency and the clinker burning process. Monitoring the quality of pulverized coal is equally important, as it ensures optimal combustion and high thermal efficiency during clinker production. Keeping the quality of materials under check has been a persistent challenge in the cement industry.
AI powered by computer vision revolutionizes raw material monitoring by providing real-time insights into critical parameters such as particle size, moisture content, and chemical composition. This technology helps prevent crusher clogging and equipment failures, ensuring uninterrupted production. Additionally, it enables uniform heating in cement kilns, accurately predicts the calorific value of alternative fuels, and performs precise volumetric measurements of materials. These advancements result in stable and efficient cement production, reduced downtime, optimized resource utilization, and enhanced sustainability across operations.
Moisture Detection
Cement production deals with materials like coal, due to which moisture content is a critical factor. High-moisture raw materials can significantly impact the clinker burning process, as excessive moisture reduces combustion efficiency, increases energy consumption, and leads to unstable kiln operations. In the context of the wet process kiln, the introduction of a slurry with significant water content necessitates larger kilns for drying and increases energy consumption due to water evaporation.
Vision AI, combined with infrared (IR) cameras, offers an advanced solution for real-time moisture detection in raw materials. This integration enables continuous monitoring of moisture content in raw materials fed into cement kilns, ensuring that any deviations are quickly identified. The system triggers automated alerts when moisture levels exceed acceptable thresholds, allowing operators to make immediate adjustments to prevent inefficient combustion. By stabilizing cement kiln operations and maintaining optimal combustion conditions, AI-driven moisture detection reduces fuel wastage, enhances energy efficiency, and supports process consistency driving the optimization in cement manufacturing.
Optimizing Cement Kiln Performance
Vision AI solutions offer transformative benefits to cement kiln operations, addressing key challenges such as temperature fluctuations, raw material inconsistencies, and localized hotspots. Vision AI systems enable real-time temperature monitoring to ensures that cement kilns maintain optimal thermal conditions, preventing disruptions in the clinker burning process and reducing energy waste.
With AI-driven systems detecting moisture levels, analyzing the chemical composition of raw materials, and monitoring the formation of hotspots, cement manufacturers can optimize combustion, prevent refractory lining damage, and maintain consistent clinker quality. By continuously optimizing fuel consumption through real-time adjustments to burner settings and air-fuel ratios, AI reduces specific energy consumption and minimizes emissions, resulting in lower operational costs and a smaller environmental footprint. These solutions improve cement kiln stability and also drive significant energy savings, reduce operational downtime, and enhance overall efficiency.
Equipment Downtime Monitoring
Vision AI enables real-time equipment downtime monitoring to enhance operational efficiency and minimize unplanned downtime in cement plants. Issues related to exhaust gas emissions can exacerbate equipment wear, particularly in rotary kilns, where harmful compounds like nitrogen oxides and carbon monoxide are present. By utilizing AI for the real-time monitoring of cement plant machinery, manufacturers can detect signs of defects or wear and tear the moment they occur, allowing for immediate alerts.
From crack detection to identifying belt swaying, AI can prevent equipment failure by spotting potential issues instantly. It also provides big rock detection capabilities, identifying large material blocks that can disrupt processes or cause damage. With conveyor belt monitoring, AI tracks belt movements, preventing misalignments and wear that could lead to breakdowns. Additionally, Vision AI enhances kiln refractory monitoring by leveraging thermal imaging to detect hotspots on the kiln’s refractory linings. This proactive monitoring helps identify potential areas of failure, enabling timely maintenance and preventing costly damage to the kiln.
Futhermore, Vision AI optimizes maintenance schedules, ensuring that interventions occur only when necessary and reducing equipment downtime.
Increase Cement Manufacturing Efficiency with AI
The cement industry is dealing with challenges like increasing operational efficiency, reducing environmental impact, and maintaining profitability. AI flips the coin by turning these challenges into opportunities for growth.
At Ripik.AI, we empower cement plants to operate with unprecedented precision. Our intelligent insights, real-time monitoring, and predictive capabilities upgrade the way the cement industry operates.
We step into a future where AI is not an advantage but a necessity. AI-driven cement plants are more efficient, sustainable, and profitable. Now’s the time to act. Integrate Ripik.AI’s solutions today and make your cement manufacturing process future-ready.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
The Future of Manufacturing: AI and Sustainability Working Hand in Hand
Introduction
The fusion of AI and sustainability in manufacturing is opening doors to remarkable efficiency and environmental responsibility. Technologies like computer vision and predictive analytics are changing the landscape in the Industry 4.0 era as manufacturing sectors, especially steel and cement, work toward leaner, greener, smarter production. In this scenario, it is absolutely essential to leverage cutting-edge technologies like computer vision AI that can help organizations become more competitive while focusing on sustainable goals.
Incorporating artificial intelligence (AI) in overall operations helps companies monitor resources, lower waste, and predict equipment maintenance requirements, all of which support a circular economy. The article explores the strategic benefits of applying AI for sustainability in manufacturing, emphasizing its part in resource optimization, compliance requirement fulfillment, and, finally, building a sustainable production model.
How AI Is Transforming Sustainability in Manufacturing
Implementing AI in sustainability is more than mere technological development; it is an essential stride toward creating an environment-friendly and resilient future. Here are a few noteworthy aspects of AI in sustainable manufacturing.
Carbon footprint reduction
Tracking and reducing carbon emissions is a key challenge in sustainable production, especially in heavy industries like steel and cement. By allowing accurate emissions tracking, advanced AI technologies help satisfy regulatory compliance requirements and show the company’s dedication to sustainability. AI can analyze emissions data and offer actionable insights to help reduce the factory’s carbon footprint. Vision AI helps to control the excess gas flow to flares and enhance energy efficiency by continuously monitoring the furnace/klin and flare.
For instance, cement kilns must be operated with extreme caution to avoid jamming and keep the fuel rate under control. Unique computer vision technology can assess the condition of a cement kiln and provide appropriate recommendations based on whether it is dusty, healthy, or hot. Because of this, the cement industry can use less energy and produce less greenhouse gases.
Advanced computer vision artificial intelligence tools allow for in-depth analysis of energy consumption and emissions, making it easier to track improvements over time. By identifying high-emission areas, processes can be adjusted to be more eco-friendly.
Benefits of carbon emissions monitoring
Regulatory compliance: Meet local and global environmental criteria to stay out from under fines.
Improved business value: Efforts at emission reduction will help businesses stand out to environmentally-minded consumers.
Energy savings: The right use of energy results in reduced costs, which helps the environment and the company’s budget.
Treatment of effluents and hazardous chemicals
In production, downtime is costly, both financially and environmentally. In traditional effluent treatment and hazardous chemical handling practices, the percentage variation of hazardous chemical content is significant, especially for the steel, cement, and heavy metal industries. This has a significant impact on the environment and is detrimental if it goes beyond the parameters of the pollution control board.
With the help of AI and ML, modern software analyzes the historical data of hazardous chemical content in the effluent, develops SOPs, and establishes set points, including both measurable and unmeasurable variables, including chemical dose and process temperatures, as well as incoming effluent quality metrics. The digital twin models during the bleaching stage of effluent treatment help to reduce the discharge of harmful chemicals and effluent generation.
Benefits of proper handling of ETP
Improved effluent discharge: Controlled set parameters ensure permissible chemical discharge and lesser harm to the environment.
Reduced waste: A circular economy is supported by only discharging chemicals as necessary, therefore lowering waste.
Compliance: Controlled ETP and hazardous chemical discharge ensures the organization stays within the compliance and pollution control regulations.
Optimizing resource utilization
Managing resources is critical as organizations work to reduce their environmental impact without sacrificing profitability. Using AI to monitor every production process, smart manufacturing (which is built on AI, ML, and computer vision) guarantees effective use of resources. Advanced algorithms analyze the raw material consumption to find areas of resource optimization without compromising the quality. Predictive analytics can evaluate which resources are underused, overused, or recyclable in steel manufacturing, helping save costs and the environment. For instance, AI-powered computer vision can identify and calculate the empty bedtime of hot rolled pallet conveyors and indicate the underutilization of the conveyor.
Benefits of resource optimization
Waste reduction:Real-time tracking helps decrease waste by guaranteeing the exact usage of resources where and when they are needed.
Reduced costs:Effective resource utilization maximizes return on investment by means of significant cost savings.
Environmental impact: By using optimum raw materials, the production processes ensure a reduced carbon footprint, aligning with AI for environmental sustainability goals.
Quality control with computer vision AI
Industry 4.0 is built on quality control, which guarantees that goods satisfy every criterion before they even hit the market. Quality control in conventional systems mostly depends on human inspection, which can be inconsistent, error-prone, and labor-intensive. With computer vision artificial intelligence, departments can automate quality inspections to detect defects more accurately and consistently.
In steel production, for instance, computer vision identifies minute flaws or anomalies in raw material size, brightness, and surface defects of finished goods that can undermine the quality of the products. Prior defect detection guarantees better manufacturing quality and reduces the requirement for rework and waste.
Benefits of quality control
Improved precision:Real-time tracking helps decrease waste by guaranteeing the exact usage of resources where and when they are needed.
Reduced rework: With fewer defective products, there’s less need to reprocess items, which conserves resources.
Increased customer satisfaction: Superior quality control leads to better customer satisfaction and brand loyalty.
Final Thoughts: Building a Sustainable Future with AI
Research by Nature claims that artificial intelligence can contribute to fulfilling 79% of the target for sustainable development. Sustainability efforts driven by artificial intelligence produce a more responsible, resilient manufacturing model appealing to consumers and authorities alike. Only when producers adopt a sustainable business model for the long term will we see a genuine shift toward a circular economy.
Incorporating AI into foundational enterprise data will lead to cost savings, reduced exploitation, a cleaner environment, and new chances for growth and performance for businesses.
By teaming up with leaders in AI, companies can stay ahead of the curve when it comes to sustainable manufacturing and make a real difference in creating a greener, more efficient world.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
The Role of AI in Decarbonizing the Steel Industry: A Sustainable Future
Introduction
The steel industry is the pillar of modern infrastructure, and it is also one of the most energy-intensive sectors responsible for a sizable share of world carbon dioxide emissions. According to research by Deloitte, by 2030–2035, the demand for green steel will exceed the current supply in certain countries, mainly Europe. So, organizations may face tremendous pressure to make manufacturing processes more sustainable as businesses all around try to reach decarbonization targets. Here, artificial intelligence (AI), machine learning, and vision AI can benefit companies.
Including AI in steel manufacturing can maximize production, reduce waste, and drastically slash energy usage and carbon emissions. The powerful combination of artificial intelligence and cutting-edge vision AI systems presents a breakthrough way to reach sustainable steel manufacture without compromising output. This article explores how these innovative technologies can transform steel manufacturing and enable companies to meet their decarbonizing targets.
The Environmental Impact of the Steel Industry: A Global Challenge
Steel manufacture contributes about 7% of world CO2 emissions, making it one of the leading causes of industrial greenhouse gas emissions. Reducing this environmental impact while preserving manufacturing efficiency is absolutely vital for any steel producer. Consequently, the pressure to lower energy use and CO2 emissions in steel manufacturing is rising.
Direct emissions in integrated steel production mostly come from blast furnaces, sinter processes, and coking. Downstream reheating and rolling operations are other contributing factors to both direct and indirect emissions. The main lever in CO2 reduction in the steel sector is alternative steel manufacturing equipment, for example, direct reduction facilities based on hydrogen technology followed by Electric Arc Furnace (EAF) routes likewise based on green energy.
How AI Is Transforming Steel Manufacturing
Modern technologies such as AI, ML, and computer vision systems integrated with infrared (IR) cameras are changing the legacy steel manufacturing processes, making them more economical and eco-friendly. Here are some noteworthy areas in decarbonizing steel manufacturing for a sustainable future.
Real-time raw material sizing with vision AI
In heavy metal industries like steel manufacturing, blast furnace operation is a key area of CO2 generation. Here, close observation of the size control of two important raw materials (coke and sinter), the particle size distribution, and mean particle size are the most important parameters for blast furnace efficiency.
With live feed through computer vision and advanced algorithms, raw materials, including coke (BF and Nut coke), sinter, pellet, and lump sizes, are detected with 90% accuracy on a real-time basis. These devices issue alarms for anomalies such as greater fine percentages and visual problems, including high wetness. Vision AI improves the efficiency of the steel manufacturing process by ensuring that the right-sized raw materials are continuously fed to the furnace.
It improves anomaly detection and measures particle size in real time with an accuracy of 90% or higher. Better furnace efficiency, low energy usage, and reduced emissions through continuous monitoring in the Blast Furnace Control room ensures timely detection and corrective action.
Burden mix optimization and distribution
Stable furnace operations are crucial for achieving an energy economy and lowering emissions. In traditional processes, burden mix calculation and simulation are done manually by operators, which leads to improper mixing and lower furnace efficiency, generating more CO2. Improper burden distribution can end up in suboptimal furnace operations, greater energy usage, and higher operating expenses.
Vision AI technologies maximize burden distribution, therefore improving the stability of blast furnace operations. When stability is low, the system creates automated alerts and provides actionable suggestions for distributing the burden. Through AI-ML integration, control rooms get the latest lab data in the new digital application, which helps in Stable furnace operation, reduces quality rejection, and leads to lower emissions. Stabilizing furnace conditions significantly contributes to lowering operational inefficiencies, thus cutting down energy consumption and emissions.
Hot metal silicon prediction
When it comes to HM Si Control in ESL, operators use their past experiences and data from the furnace to make predictions for future silicon. Operators regulate Si variations by adjusting RAFT based on prediction.
Based on raw materials and process conditions, AI-ML models forecast the silicon concentration in hot metal for the next casts. These modules offer suggestions for modifications in Pulverized Coal Injection (PCI) and Reducing Atmosphere Firing Temperature (RAFT) to lower waste and stabilize hot metal silicon levels. This enhances the general efficiency and sustainability of the manufacturing process.
Root cause analysis (RCA) for etaCO efficiency
EtaCO is a measurement of the efficiency with which carbon monoxide is produced in blast furnaces. Vision artificial intelligence models provide real-time root cause analysis (RCA) and recommendations for corrective actions whenever there is a decrease in etaCO. Vision AI helps reduce coke rates, which in turn lowers CO2 emissions and drives sustainability in furnace operations. This proactive strategy enables factories to maintain high etaCO levels.
Energy optimization: Driving efficiency and lower emissions
The steel manufacturing process uses enormous amounts of energy, especially in the heating, rolling, and cooling phases. Energy optimization systems driven by artificial intelligence can track energy consumption in real time, point out inefficiencies, and recommend changes. AI can also control raw material inputs, regulate furnace temperatures, and simplify energy distribution to lower total energy use.
Using vision AI for energy optimization directly supports an organization’s sustainability objectives and increases operational efficiency as it reduces carbon emissions. By tracking manufacturing quality and eliminating flaws, computer vision systems can improve these initiatives even more and help lower the demand for energy-intensive rework.
Minimizing waste in production processes
A big first step toward more sustainable and efficient production is dramatically eliminating the amount of waste generated from industrial operations.
The ability of artificial intelligence to assess vast amounts of data generated during manufacturing creates conditions for waste reduction. Close inspection at every stage of the manufacturing process with computer vision allows the operation team to identify areas of waste generation, inefficiencies, and trends. For instance, AI-powered computer vision detects faults in steel slabs and other products in real time. Early detection allows prompt correction, lowering the risk of processing defective materials. This thorough analysis allows companies to adopt targeted strategies and streamline manufacturing processes to lower waste and maximize resource consumption.
Since AI can monitor operations in real time and provide fast feedback on output, waste reduction techniques are transformed. Constant monitoring with sensor devices helps the operations team identify events outside the usual ones quickly. This quick information helps to make flexible changes to reduce possible waste and quick decisions to stop production in critical situations.
AI-powered computer vision solutions for steel industry sustainability
The AI-based computer vision and process control software helps the steel sector to evolve rapidly. It helps reduce inefficiencies across several manufacturing processes in 24/7 production use.
From iron ore and liquid steel to the final long or flat product, AI- ML-based computer vision boosts energy efficiency and hence lowers CO2 emissions along the whole process chain. For instance, by means of computer vision, AI system help raise both surface quality and the metallurgical qualities of the steel. Finally, AI systems precisely estimate the energy input and CO2 emissions for every ton of liquid steel and for every product, depending on the present process data.
Key Takeaways: AI Is the Future of Sustainable Steel Manufacturing
The role of AI in decarbonizing the steel industry cannot be overstated. Incorporating advanced technologies like computer vision, AI, and ML solutions into the production lines increases effectiveness and helps businesses become known for their environmental standards. Adopting AI-driven tools can help reduce emissions, optimize operations, and ensure a more resilient, sustainable future for businesses.
Now is the time to explore how AI can drive steel manufacturing into a greener future, securing both economic and environmental success.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Using AI for Preventive Maintenance: Minimize Downtime in Heavy Industry
Introduction
Downtime in the heavy manufacturing industry is expensive and disruptive. For industries like steel and cement, even a single breakdown can halt operations, causing significant financial losses. According to a recent study, unplanned downtime can cost manufacturers up to $50 billion annually. This is where AI for predictive maintenance in manufacturing steps in. It offers you the ability to predict and prevent equipment failures, significantly reducing downtime, extending the lifespan of machinery, and saving costs in the long run.
How AI Predictive Maintenance Works
As per a PwC report, manufacturers using AI for predictive maintenance in manufacturing have seen uptime improvement of up to 9% and cost savings of up to 12%. Artificial intelligence systems leverage advanced computer vision methodologies to collect and analyze vast amounts of data in real time. These technologies help computers understand and interpret visual information, helping detect early signs of mechanical wear. This enables maintenance teams to address issues proactively rather than reactively. This shift from reactive to proactive maintenance is crucial for optimizing operations, reducing downtime, and improving equipment downtime monitoring with computer vision, ensuring higher operational efficiency in factories.
Here’s what AI-powered predictive maintenance entails:
Data for predicting failures
AI systems collect data from sensors and operational logs, analyzing it to spot patterns that indicate potential failures. For instance, in a steel plant, AI can monitor temperature fluctuations and vibration patterns in rolling mills to detect early signs of mechanical stress.
Computer vision-driven maintenance
Data from high-definition cameras is fed to computer vision models, which inspect machinery visually to detect wear, cracks, or other damages. For example, in cement manufacturing, vision AI platform monitors can monitor rotary kilns to spot cracks before they cause major damage.
Real-time visual analysis for enhanced monitoring
Computer vision techniques enable a comprehensive view of equipment health by analyzing visual data in real time. For example, in a steel plant, computer vision algorithms monitor conveyor belts to detect subtle issues, such as early-stage misalignments, by analyzing visual cues like speed and alignment patterns. In blast furnaces, continuous video data can help monitor fuel flow patterns, enabling AI to adjust coal injection rates and optimize fuel consumption, thereby stabilizing production. AI’s ability to conduct equipment downtime monitoring with computer vision provides comprehensive insights into equipment health.
Historical data for optimized predictions
Computer vision algorithms, use historical data to fine-tune predictive models. For example, the Hot Metal Silicon Prediction Module predicts silicon levels in blast furnace castings, enabling more accurate control of production variables. This can lead to a 40% reduction in silicon variation, ensuring consistent quality in steel production.
Automated reporting for fast decision-making
AI-driven platforms generate automated reports, helping maintenance teams prioritize repairs based on data insights. These reports allow teams to focus on the most critical issues, minimizing downtime and maximizing productivity.
Benefits of AI Predictive Maintenance in Heavy Manufacturing
AI predictive maintenance is particularly beneficial for heavy industries like steel and cement, where equipment breakdowns can be catastrophic. It minimizes these risks by identifying issues early, preventing costly breakdowns, and ensuring smoother operations. Here’s how it helps:
Minimizing equipment downtime
In heavy industries, unplanned downtime can cost companies millions. For example, in a cement factory, computer vision-led predictive maintenance analyzes data from a kiln’s refractory lining. By monitoring temperature fluctuations and detecting abnormal wear patterns, AI can predict potential lining failures. This allows maintenance teams to schedule a preventative lining repair during a planned shutdown, minimizing unplanned downtime that could disrupt cement production and lead to significant financial losses.
Optimizing maintenance schedules
AI in heavy industry enables condition-based maintenance, where repairs are performed only when needed. In a cement plant, for example, computer vision-driven systems can monitor the wear in kiln bearings and schedule maintenance at the optimal time, reducing labor and parts costs.
Improving equipment lifespan
Predictive maintenance not only prevents downtime but also extends the lifespan of machinery. By identifying minor issues early, heavy equipment such as grinding mills can continue operating at peak efficiency for longer periods, saving companies significant capital costs. For instance, in blast furnace operations, particle sizing technology increases coke and sinter sampling from once per shift to once per minute, enabling real-time detection of material issues and reducing wear on equipment.
AI-Driven Maintenance: Core Features to Know
Understanding the core features of AI-driven maintenance gives you a clearer picture of how these technologies can minimize downtime and optimize operational efficiency. Below are some core features that make AI-driven maintenance a game-changer for heavy industries:
Real-time monitoring and alerts
AI platforms provide real-time data on equipment health, sending instant alerts when issues are detected. For example, certain computer vision systems offer real-time alerts for temperature shifts in steel furnaces, allowing maintenance teams to act immediately and prevent costly failures.
Effortless integration into existing systems
One of the key features of modern AI platforms is their seamless integration with existing machinery and industry infrastructure. AI solutions can adapt to legacy systems, making the transition smooth and hassle-free for factories that may be hesitant to upgrade their operations.
Predictive insights for decision-making
AI in heavy industries provides actionable insights based on computer vision-based predictive models, helping you prioritize repairs and allocate resources more effectively. These insights are crucial in heavy industries, where a minor breakdown can have major consequences on production.
Scalability and flexibility
AI-driven systems are highly scalable, allowing manufacturers to expand their predictive maintenance efforts across multiple plants or machinery types. This flexibility ensures that AI can meet the growing needs of the business, improving efficiency at every stage of production.
AI and the Future of Predictive Maintenance
According to a McKinsey report, manufacturers using AI for preventive maintenance have seen up to a 30% to 50% reduction in breakdowns, positioning them for long-term success. Thus, deploying advanced computer vision and AI to the factory floor, providing real-time monitoring and seamless integration, can significantly enhance overall efficiency.
Furthermore, AI’s ability to continuously learn from data ensures that maintenance strategies improve over time, making your operations more resilient and efficient.
Hence, as a decision-maker in heavy manufacturing, adopting AI-driven predictive maintenance is essential for enhancing overall operational efficiency by minimizing downtime, optimizing maintenance schedules, and extending equipment lifespan.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Boost Machine Performance with Asset Performance Management system
Introduction
In today’s fast-paced manufacturing world, machine performance is key to success. As industries strive to meet increasing demands while reducing costs, machine uptime becomes critical. Reliable machines ensure quality and boost efficiency. Poor performance causes downtime and increased costs. According to a study by Deloitte, unplanned downtime costs industrial manufacturers an estimated $50 billion annually. Increasing machine uptime through predictive and real-time monitoring, driven by accurate data has proven to improve productivity and lower operational costs.
Asset Performance Management (APM) enables manufacturing companies to improve operational efficiency and reduce downtime. Asset Performance Management optimizes machine performance and incorporates advanced technologies like Computer Vision AI so that manufacturing companies can stay ahead of the game.
What is Asset Performance Management?
Asset Performance Management (APM) is a data-driven approach to improve the reliability, efficiency, and lifespan of industrial assets. By using new technologies like predictive maintenance, real-time monitoring, and data analytics, APM helps reduce unplanned downtime, lower maintenance costs, and enhance operational performance. It enables manufacturers to make smarter decisions, minimize risks, and maximize asset value.
Asset Performance Management software are used across a wide range of industries, including manufacturing, government, construction, energy, and other asset intensive organizations. These organizations depend on APM to improve asset reliability, plant performance, reduce costs, and enhance operational excellence.
What is Asset Performance Management System?
Asset Performance Management (APM) systems monitor industrial assets like machinery and equipment in real-time to identify and analyze performance issues. These APM systems aim to improve operational efficiency, reliability, and safety across the asset’s entire lifecycle. APM works to maximize asset performance while minimizing operational risks and costs.
Using advanced analytics, predictive maintenance, and real-time monitoring, Asset Performance Management enables manufacturing companies to make data-driven decisions on machine health monitoring and maintenance strategies, This leads to better performance, fewer breakdowns, and increased Overall Equipment Effectiveness (OEE).
Components of an Asset Performance Management Solution
Real-Time Machine Monitoring and Data Collection
Real-Time machine condition monitoring is the foundation of Asset Performance Management (APM). Computer vision, sensors, and IoT devices collect real-time data on various performance metrics from industrial assets such as temperature, pressure, vibration, and energy consumption. Real-time machine data of asset health and performance helps to identify potential issues before any sudden downtime, enabling proactive maintenance and minimizing downtime.
Predictive Analytics
Asset performance management systems utilizes historical and real-time data from machine monitoring software to forecast potential failures or maintenance needs. By analyzing patterns and trends in the data, the system can predict future problems, enabling proactive maintenance that helps avoid costly repairs and prevent unscheduled downtime.
Machine Condition Monitoring
Machine condition monitoring involves assessing the real-time state of equipment to detect early signs of wear or potential failures. This enables timely intervention, helping businesses address issues before they escalate into costly repairs or production delays, thereby minimizing downtime and maintaining operational efficiency.
Maintenance Management
Asset performance management systems feature tools for planning, scheduling, and managing maintenance tasks with machine data. These machine monitoring system help ensure that maintenance is performed at optimal intervals, minimizing unnecessary downtime, extending the life of assets, and ensuring that equipment remains in peak operational condition.
Root Cause Analysis
Asset Performance Management systems incorporate advanced diagnostic tools to perform Root Cause Analysis (RCA) when equipment failures or performance deviations occur. By leveraging historical data, machine logs, and condition monitoring inputs, the system isolates the primary failure drivers—whether mechanical, operational, or environmental. This enables engineering and maintenance teams to implement targeted corrective actions, reduce recurrence of issues, and continuously optimize asset reliability and operational efficiency.
Asset Health and Performance Dashboards
APM solutions offer intuitive dashboards that visually represent the health and performance of all critical assets. These dashboards are often customized for different roles within the organization, including operators, maintenance teams, and management, ensuring quick decision-making and efficient response to emerging issues.
Integration with Other Systems
APM systems often integrate seamlessly with other enterprise systems, such as Enterprise Resource Planning (ERP), Manufacturing Execution Systems (MES), and Supply Chain Management (SCM). This integration ensures a smooth flow of data across business functions, improving coordination and alignment throughout the organization.
Data-Driven Analytics and Reporting
Asset Performance Management systems have intuitive reporting tools and dashboards to visualize machine performance metrics. APM tools allow decision-makers to monitor performance, track KPIs, and see trends over time. Using the data from the machine monitoring systems will enable organizations to see trends, anomalies, and opportunities for improvement and make informed decisions.
Lifecycle Management
Lifecycle management tools within APM systems allow businesses to track assets throughout their entire lifecycle, from installation to decommissioning. This ensures that assets are used effectively, replaced at the optimal time, and upgraded when necessary to maintain peak performance.
Why Asset Performance Management Important in Smart Manufacturing
In the era of Industry 4.0, Asset Performance Management systems are key to the evolution of smart manufacturing. APM allows manufacturers to leverage advanced technologies and data-driven insights to optimize operations. As manufacturers look to improve machine performance with APM, organizations now can respond to operational challenges, maintain competitive advantage, and achieve sustainability goals.
Data Driven Decision Making
Asset performance management systems provide critical insights and actionable information on asset performance and operational metrics so decision-makers can make informed decisions on equipment investments and resource allocation. This data-driven approach helps to align manufacturing processes with business objectives and creates a culture of continuous improvement and agility to respond to market demands.
Improved Operational Efficiency
Effective Asset management systems improve safety monitoring by ensuring adherence to safety protocols and standards. By tracking key operational behaviors and equipment conditions, manufacturers can proactively address safety concerns, reduce the risk of accidents, and ensure compliance with regulatory requirements. Safety protects employees and the organization from potential legal and financial liabilities.
Improved Safety and Compliance
APM allows manufacturers to monitor equipment performance in real-time and identify inefficiencies, such as sudden machine downtime and production bottlenecks, before they become problems. By implementing predictive maintenance based on data analytics, organizations can reduce unplanned downtime, optimize asset utilization, and increase productivity and cost savings.
Computer Vision AI in Asset Performance Management
Computer vision AI is changing Asset Performance Management (APM) by enabling real-time monitoring and inspection of industrial assets. Vision AI technology can analyze images and video feeds by deploying advanced cameras and algorithms to identify wear and tear, misalignment, and surface defects. Asset Performance Management with Vision AI allows organizations to address potential issues before they become major failures. By adding video feed analysis, organizations can continuously monitor the health of equipment and operations. Asset Management optimizes maintenance strategies by allowing predictive maintenance through pattern recognition in visual data, minimizing unplanned downtime, reducing overall maintenance costs, and increasing operational efficiency.
Beyond monitoring, Computer Vision AI plays a key role in safety and compliance in industrial environments. It ensures adherence to safety protocols and standards by tracking key operational behaviors, which creates a safety culture across the workforce. By transforming complex visual data into clear, actionable insights, decision-makers can assess asset performance and identify areas for improvement. By combining Computer Vision AI with the APM framework, organizations can increase operational efficiency, drive sustainable growth, and be future-proof in a competitive world.
Benefits of Asset Performance Management software
Real-Time Monitoring
Real-time machine monitoring is a key part of Asset Performance Management (APM) that allows companies in the manufacturing industry to monitor their machinery and operations in real-time. APM systems collect a vast amount of data that reflects the current health of the asset. Real-time monitoring system allows manufacturers to visualize operational conditions and detect anomalies as they happen, getting a complete view of machine performance. Video feeds analyzed by Vision AI systems add to this capability to identify issues such as misalignment, wear patterns, or unexpected behavior. So, this proactive approach helps organizations in the manufacturing industry to maintain optimal performance and avoid downtime.
Increased Uptime and Reliability
To further its commitment to sustainable practices, the steel industry adopted Ripik’s AI-powered Burden Mix Optimizer. This production line monitoring solution calculates the most cost-effective and chemically balanced burden mix, considering input chemistry and the cost of components. The integration of a data warehouse helps identify the most optimal operating parameters for this composition. By reducing the need for excessive raw material consumption, this AI-driven optimization has significantly lowered the overall environmental footprint of the steel production process.
Predictive Maintenance
Predictive maintenance is a key benefit of having Asset Performance Management (APM) in smart manufacturing. Advanced analytics and Vision AI allow manufacturers to identify wear patterns and detect early signs of machine degradation. APM systems analyze historical and real-time data through machine monitoring software to predict when maintenance is required, and manufacturers can schedule interventions before failures happen. This proactive maintenance approach minimizes downtime, extends machine life, and increases overall equipment effectiveness (OEE) and operational efficiency.
Better Decision Making
With real-time data and advanced analytics, APM allows decision-makers to make informed decisions that drive operational efficiency. By combining visual insights with Vision AI and performance metrics, organizations can understand their processes and identify areas for improvement. Vision AI with machine monitoring system enables fast response to issues, and informed decision-making leads to streamlined operations and increased productivity.
Collaboration and Communication
APM systems promote collaboration and communication across departments in manufacturing organizations. By providing a single platform for automated data collection and analysis, APM ensures all stakeholders—maintenance teams, production managers, and executives—are on the same page regarding machine performance. Shared knowledge leads to better communication and better strategies and initiatives.
Safety and Compliance
Safety monitoring is part of APM, ensuring equipment operates within safety standards and regulations. Real-time monitoring system tracks compliance with safety protocols and alerts for any violations or risks. This not only improves worker safety but also reduces the risk of fines or operational disruption due to non-compliance. By using APM for safety monitoring organizations can cultivate a safety culture maintain operational efficiency and reduce downtime.
Conclusion
In a competitive manufacturing world, APM is the key to optimizing machine performance and operational efficiency. Using advanced technologies like Computer Vision AI with APM allows organizations to monitor equipment in real-time, predict maintenance needs, and make informed decisions that match business goals. The benefits of APM from increased uptime and reliability to safety and compliance provide a complete framework for manufacturers to streamline and reduce costs.
As the manufacturing world goes digital, APM systems will be critical for organizations to improve their asset management and grow sustainably. By collaborating across departments and making data-driven decisions, APM will help manufacturers meet today’s challenges and achieve continuous improvement. Ultimately, APM will boost productivity and give you a competitive edge and long-term success in the manufacturing world
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
How Vision AI Monitors Coal Moisture Analysis for Maximum Efficiency
Introduction: The Importance of Moisture Control in Industrial Production
In the steel manufacturing industry, moisture content in coal, limestone, and sinter is a critical factor that directly impacts production efficiency. These materials are an essential part of steel manufacturing, and improper moisture levels can wreak havoc on operations. Whether it is coal’s decreased combustion efficiency, limestone degradation, or sinter’s compromised quality, inherent moisture can bring about costly inefficiencies.
Traditionally, moisture levels have been monitored using manual, intermittent methods. These techniques involve sampling materials a few times per day, leaving significant gaps in data. Without continuous, real-time measurements, companies struggle to make timely adjustments, leading to suboptimal fuel consumption, increased emissions, and more frequent equipment failures. Advances in AI-enabled technology have revolutionized this process, offering 24/7 monitoring and real-time feedback through computer vision AI that can drastically improve the management of moisture content in these critical raw materials.
The Hidden Costs of Moisture Content: How It Impacts Production
When moisture in coal, limestone, or sinter is not effectively managed, the negative consequences can quickly compound. Each material is sensitive to moisture in its own way, but all share the potential for operational disruption.
Inefficient Combustion and Fuel Usage
Excessive moisture in coal can severely reduce combustion efficiency. When moisture levels are high, more energy is required to evaporate the water before the coal can properly ignite. This results in increased fuel consumption towards achieving the required energy levels, leading to not only higher costs but also an increase in harmful emissions, contributing to environmental strain.
Equipment Wear and Maintenance Downtime
Another consequence of improper coal and coke moisture measurement is the wear and tear it causes on industrial equipment. Moisture can cause materials to clump together, leading to blockages in machinery and increased friction. Over time, this results in higher maintenance costs and more frequent downtimes in the form of repairs and production halts, effectively increasing costs.
Inconsistent Quality in Sinter and Limestone
In industries using limestone and sinter, moisture affects the quality and consistency of the final product. When moisture levels are too high, the materials degrade, causing inconsistencies in the production process. This impacts the overall efficiency of the operation, resulting in substandard outputs that require reprocessing or scrapping. Inconsistent quality not only slows down production but also increases waste.
Vision AI Solution: Revolutionizing Moisture Monitoring in Coal
As industries look for more efficient ways to manage moisture in their raw materials, computer vision AI-enabled solutions have emerged as a momentous change. Vision AI with infrared (IR) cameras enable real-time monitoring of moisture content in coal with unparalleled precision. This approach eliminates the need for manual sampling and provides continuous insights into the moisture levels of coal, limestone, and sinter, enabling production teams to respond instantly to any issues that arise.
How AI and Infrared Technology Work Together
Vision AI platform incorporates advanced infrared cameras at critical points in the production chain, such as the Tippler point in coal processing. These cameras measure the infrared radiation emitted by the materials, which correlates directly with their moisture content. AI algorithms help analyze this data in real time, providing highly accurate and continuous coal moisture measurements.
This technology replaces outdated methods of measuring moisture manually several times a day. With continuous monitoring, the Vision AI system can detect even small fluctuations in moisture levels, allowing for immediate, finer adjustments to maintain optimal conditions. For example, during coal unloading, the IR camera tracks moisture levels and temperature gradients, offering a live feed of the coal’s condition as it is transferred into storage.
Real-Time Alerts and Trend Predictions
In addition to real-time monitoring, Vision AI can provide predictive insights. By analyzing trends in moisture data, the computer vision AI technology suite can predict when moisture levels are likely to exceed acceptable limits, allowing teams to take pre-emptive action. This not only prevents equipment damage but also enhances overall operational efficiency.
computer vision AI system is designed to send automatic alerts when moisture levels deviate from the desired range. Regardless of whether the moisture levels can be attributed to excess moisture in coal during combustion or limestone degrading due to water content, the computer vision-based AI tool can flag the problem instantly, allowing production teams to make immediate corrections.
Applications in Production: AI in Coal, Limestone and Sinter
AI-enabled coal moisture monitoring technology has practical applications across a wide range of industrial processes. Whether used in coal handling, limestone processing, or sinter production, this technology optimizes efficiency and reduces waste, making it a critical tool for maximizing production efficiency.
Coal Handling and Combustion
In coal processing, where combustion efficiency is paramount, AI-driven coal moisture detection ensures that coal is at the right moisture level for optimal burning. The real-time insights reduce the need for excess fuel, cutting costs and lowering emissions. In industries like steel manufacturing, this translates into significant energy savings and a reduced environmental impact.
Improving Limestone and Sinter Quality
For industries that rely on limestone and sinter, AI-driven moisture monitoring ensures consistent quality throughout production. Excess moisture can cause these materials to deteriorate, compromising their integrity and usability. Monitoring moisture levels continuously helps ensure that limestone and sinter maintain their quality from the moment they enter the production line to the final product. This reduces material waste, increases output, and ensures a higher-quality end product.
End-to-End Efficiency
Continuous moisture monitoring ensures that materials are always at optimal moisture levels, reducing material degradation and improving overall operational efficiency. By integrating vision AI into the production cycle, companies can maximize output while minimizing waste, leading to more sustainable and cost-effective operations.
The Benefits of Vision AI in Moisture Control
The introduction of AI-enabled moisture control technology has far-reaching benefits for industries reliant on coal, limestone, and sinter. From cost savings to improved sustainability, the advantages are clear.
Cost Reduction
One of the most immediate benefits is cost reduction. Optimizing the moisture levels in coal and other raw materials can reduce production costs by up to 10%. This is achieved through improved combustion efficiency, reduced fuel consumption, and less material waste.
Improved Sustainability
AI-enabled moisture monitoring also plays a key role in improving sustainability. By reducing emissions by as much as 15%, this technology helps industries meet environmental regulations while minimizing their carbon footprint. AI enabled manufacturing is the next step towards achieving production goals while contributing to broader sustainability initiatives.
Reduced Maintenance and Downtime
Real-time monitoring of moisture levels prevents equipment malfunctions, which are often caused by excess moisture in raw materials. Production lines can run more smoothly with fewer equipment breakdowns and less downtime, leading to higher overall efficiency. This minimizes the need for untimely repairs and reduces downtime, both of which can eventually be costly.
Shaping the Future of Production with AI
As industries continue to seek ways to enhance production efficiency and sustainability, Vision AI-enabled moisture monitoring represents a significant leap forward. At Ripik.AI, our innovative computer vision-based solution offers continuous, real-time insights into the moisture content of coal, limestone, and sinter, enabling companies to optimize their operations, reduce waste, and lower costs.
By leveraging the power of AI, companies can revolutionize their production processes, unlocking new levels of efficiency and sustainability. Explore our manufacturing solutions today and take the first step toward a more efficient, sustainable future.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Maximizing Electric Arc Furnace Performance with Vision AI
Introduction
In today’s competitive steel manufacturing industry, maximizing the performance of Electric Arc Furnaces (EAFs) is critical for enhancing operational efficiency and reducing costs. The challenges of maintaining consistent quality, optimizing energy consumption, and ensuring safe operations are ever-present. Vision AI technology is transforming how manufacturers address these challenges by providing real-time insights into EAF operations. With the ability to monitor key processes, detect anomalies, and optimize furnace performance, Vision AI empowers manufacturers to make data-driven decisions that lead to improved productivity, cost savings, and enhanced safety.
Primary steelmaking, which involves the blast furnace/basic oxygen furnace (BF/BOF) methods, remains a conventional approach in the industry. However, the increasing adoption of electric furnaces offers a cleaner alternative to traditional methods, contributing to the shift towards low-carbon steel production.
Electric Arc Furnaces play a significant role in producing steel sustainably by focusing on recycling steel scrap and reducing carbon emissions.
Understanding Electric Arc Furnaces (EAF)
Previously, steel production relied on blast furnaces and basic oxygen furnaces (BOFs), which consumed large amounts of iron ore and coke. These processes were highly carbon-intensive, with blast furnaces emitting huge amount of 7% of carbon emission worldwide, contributing significantly to global greenhouse gas emissions. These methods also lacked flexibility in scaling production. This rigidity, combined with resource inefficiency and high operational costs, created the need for more sustainable and adaptable alternatives in steel manufacturing.
Electric Arc Furnaces (EAFs) emerged as a solution to these challenges by offering significant improvements in resource efficiency and lower environmental impact. Electric Arc Furnace primarily utilize recycled scrap steel, reducing the need for iron ore and coke, which significantly lowers CO2 emissions than traditional methods. Recycling scrap not only conserves natural resources but also reduces carbon emissions, promoting a sustainable approach in the industry. Electric Arc Furnace (EAFs) are more energy-efficient and can be powered by renewable electricity, contributing to a greener production process. Their flexibility allows manufacturers to adjust production quickly, scaling up or down based on market demand, which further reduces waste and enhances operational efficiency. Modern furnaces are engineered to minimize backcharges, reducing dead time during charging cycles and contributing to significant energy savings. This positions Electric Arc Furnace as the future of sustainable steelmaking.
What are Electric Arc Furnace (EAF)?
Electric Arc Furnaces (EAF) are at the heart of modern steel production, offering a more sustainable and efficient way to produce steel, especially when compared to traditional methods. Instead of relying on the combustion of coal or coke, EAFs generate intense heat through powerful electric arcs created between large graphite electrodes and the raw materials. This heat is used to melt scrap steel or direct reduced iron (DRI), making the process highly efficient and ideal for recycling.
One of the key advantages of Electric Arc Furnaces is its flexibility. Unlike blast furnace, which require continuous operation, EAFs can be started and stopped as needed, allowing for production to align with demand. This versatility, along with the ability to recycle scrap materials, reduces the environmental impact and carbon emissions associated with steelmaking. Electric Arc Furnaces (EAF) plays a crucial role in modern steelmaking, offering several benefits such as lower CO2 emissions, energy efficiency, and the ability to operate in smaller batches. Electric Arc Furnace (EAF) is a highly efficient and flexible technology for modern steelmaking process.
Blast furnace vs. Electric Arc Furnace for Steelmaking process
Steelmaking has evolved over the years, with different methods being developed to meet the growing demands of the industry. Two prominent technologies stand at the forefront of this evolution: the traditional blast furnace and the more modern Electric Arc Furnace (EAF). Both methods have their own set of advantages and challenges, and the choice of which one to use depends on various factors including raw materials, energy costs, and sustainability goals.
Blast furnace For Steel Making
Steelmaking with the blast furnace is a traditional method that involves combining iron ore, coke, and limestone to produce molten iron, which is later refined into steel. During the process, coke serves a dual purpose as both a fuel and a reducing agent, extracting oxygen from the iron ore. This method is highly suited for large-scale, continuous production, particularly in regions with abundant raw materials. However, the blast furnace process comes with significant environmental drawbacks. The use of coke, a carbon-intensive fuel, results in high CO2 emissions, contributing to environmental pollution. The process also requires substantial energy to heat and refine the molten iron, further increasing operational costs. These factors make the traditional blast furnace method less sustainable in the context of modern environmental standards and growing energy efficiency concerns.
Electric arc furnace for steel making
In contrast to the traditional blast furnace, the Electric Arc Furnace (EAF) primarily uses recycled scrap steel as its feed material, although some iron ore and Direct Reduced Iron (DRI) may be added. Electric Arc Furnaces are powered by electric arcs created between graphite electrodes, generating intense heat to melt the scrap steel and convert it into high-quality steel. Electric Arc Furnace for steelmaking offers greater flexibility than blast furnaces, allowing for easy adjustments to production volumes and steel grades, making it ideal for modern, fluctuating markets.
Electric Arc Furnaces operate with substantially lower CO2 emissions compared to traditional blast furnaces. By relying on scrap steel, Electric Arc Furnaces reduce the need for iron ore mining, significantly reducing carbon footprint in the steelmaking process. However, EAFs do depend on a consistent supply of high-quality scrap steel, which can be subject to market fluctuations and supply chain disruptions.
Key components of electric arc furnace for steel making
Electric Arc Furnaces for steelmaking process provides an efficient and sustainable method of production. However, its success hinges on several key components that work in tandem to optimize performance and enhance operational efficiency.
Steel Scrap
Steel scrap serves as the primary feedstock for electric furnace steelmaking, making up a significant portion of the raw material input. This recycled material can come from various sources, such as old vehicles, appliances, industrial waste, or construction debris. The use of steel scrap in EAFs offers several advantages, including reduced energy consumption and a lower carbon footprint compared to traditional steelmaking methods that rely on virgin materials. Electric arc furnace can efficiently melt and refine varying grades and types of scrap steel, allowing for flexibility in production while contributing to sustainability in the steel industry.
Electrodes
Electrodes are crucial components in electric arc furnace steelmaking, typically made of graphite or a similar conductive material. They generate the electric arc necessary for melting steel by conducting high-voltage electricity. The intensity of the arc produced between the electrodes and the steel scrap creates the extreme heat needed to reach melting temperatures, typically exceeding 1,600 degrees Celsius (2,912 degrees Fahrenheit). The performance and lifespan of electrodes are vital to the efficiency of the EAF, as they must withstand continuous exposure to high temperatures and oxidative environments during the melting process.
Electric Arc Furnaces Refractory Lining
The refractory lining is the interior layer of the EAF (electric arc furnace), designed to withstand the extreme temperatures and harsh conditions present during steelmaking. Composed of heat-resistant materials, the lining protects the furnace shell from molten metal and slag. It is engineered to maintain thermal insulation and structural integrity, minimizing heat loss and ensuring efficient operation. Over time, the refractory lining can degrade due to thermal cycling and chemical interactions with molten steel, necessitating regular maintenance and replacement to sustain performance and longevity.
The Role of Vision AI in Electric Arc Furnace efficiency
https://www.youtube.com/watch?v=P8jr8nJD2qY
Computer vision AI is transforming the steelmaking process in all aspects, revolutionizing the manufacturing industry with the emergence of Industry 4.0. In particular, Electric Arc Furnaces (EAF) with computer vision technology empower manufacturers to gain real-time insights into the furnace’s operational parameters.
This capability enables more precise control over the melting process, enhancing electric arc furnaces efficiency and optimizing resource utilization. By integrating real-time monitoring and advanced visual analytics, manufacturers can monitor critical factors such as temperature fluctuations, charge composition, and energy consumption, ultimately leading to improved operational performance and reduced costs.
Electric Arc Furnace (EAF) operations are complex and energy-intensive, requiring precise control to maximize efficiency and product quality. Computer vision technology plays a pivotal role in enhancing EAF processes by providing real-time monitoring and analysis. AI in electric arc furnaces are revolutionizing the steel production by enabling precision monitoring and optimization of every phase of the process. Computer vision systems can detect anomalies, such as refractory wear or unexpected material behavior, allowing for predictive maintenance and reduced downtime. Below are some of the computer vision applications in the EAF process.
Steel Scrap Analysis and Optimization
Steel scrap from old vehicles, appliances, industrial waste, and construction debris are recycled to produce new steel, offering a sustainable and cost-effective solution for the steel industry. However, managing this scrap often presents significant challenges that can impact production efficiency and product quality.
One major challenge involves the inconsistent composition of scrap materials. Variations in the types and grades of steel scrap complicate the melting and refining processes, leading to unpredictable results. Additionally, the presence of foreign objects in scrap, such as plastic, rubber, or other metals, poses a risk of contamination that can compromise the quality of the final product. Large particle sizes also create operational difficulties, hindering efficient processing and increasing wear on equipment.
To address these challenges, advanced algorithms and real-time monitoring solutions provide comprehensive support for steel scrap analysis and optimization. The system enables real-time composition analysis, allowing operators to assess the quality of scrap materials as they are processed. This capability ensures that only suitable materials enter the production line.
Furthermore, this solution includes instant detection of foreign objects and large particles, which are crucial for maintaining product integrity and safety. By providing immediate alerts and actionable insights, manufacturers can swiftly respond to issues as they arise, preventing potential disruptions in the production process. Overall, these advanced technologies lead to improved scrap quality, enhanced safety, and increased operational efficiency, enabling manufacturers to reduce costs and contribute to a more sustainable steel production process.
Real-Time Monitoring of Electrodes
Uneven electrode wear and breakage, often caused by undetected hotspots, leads to frequent downtime, significantly disrupting steelmaking operations and increasing operational costs. Traditional manual monitoring methods are insufficient for addressing these challenges, as they frequently fail to detect early-stage overheating and hotspots in real time. This situation results in safety risks and leads to unplanned maintenance, complicating the production process.
To combat these issues, implementing a Vision AI system integrated with infrared (IR) cameras is essential. This advanced monitoring solution enables continuous detection and analysis of hotspots on electrodes during the steelmaking process. By facilitating real-time monitoring, the system allows for early detection of temperature anomalies, which drastically improves electrode lifespan by reducing wear and the frequency of replacements.
One of the primary benefits of this technology is increased operational efficiency. By minimizing unexpected downtime, manufacturers optimize their steelmaking processes, achieving higher productivity and reduced operational costs. Furthermore, improved monitoring capabilities enhance safety by preventing electrode failures that result in equipment damage or pose hazards to workers. This advancement fosters a safer working environment and promotes a culture of safety within the steelmaking facility.
Refractory Lining Inspection and Maintenance
As the refractory lining of Electric Arc Furnaces (EAF) wears out, the outer part of the furnace becomes exposed to high temperatures. This exposure leads to hot metal leakage and spillage, posing significant risks to safety and operational efficiency.
Computer vision systems with infrared (IR) cameras provide crucial warnings to operators of an imminent breakout before it occurs, allowing for timely corrective actions. Vision AI combined with IR cameras plays a vital role in monitoring the refractory lining of the EAF. Operators track the real-time presence of hotspot regions on the EAF refractory and receive alerts for recurring hotspots in specific areas.
Additionally, images captured during the monitoring process are stored, enabling access for postmortem analytics. This capability allows for in-depth analysis of refractory performance over time, facilitating better maintenance strategies and enhancing the overall safety and efficiency of steel production processes.
Conclusion
Maximizing Electric Arc Furnace performance through Vision AI presents a transformative opportunity for steel manufacturers. By leveraging advanced monitoring, predictive maintenance, and real-time data analysis, EAF operators can enhance efficiency, reduce costs, and maintain high-quality steel production. As the steel industry continues to evolve, embracing innovative technologies like Vision AI will be crucial for staying competitive and sustainable in the future.
By investing in Vision AI, manufacturers can position themselves at the forefront of a smarter, more efficient steel production landscape, paving the way for a more sustainable future.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Cement production is a critical component of the construction industry, and it is responsible for creating one of the most essential building materials. The global cement industry plays a pivotal role in the world economy, contributing a remarkable $423.24 billion to the global GDP as of 2032. The efficiency of the cement kiln plays a crucial role in determining the overall productivity, energy consumption, and environmental impact of cement manufacturing.
Traditional monitoring methods often fall short of providing real-time insights and proactive solutions. However, the advent of computer vision AI technology is transforming kiln operations, offering enhanced monitoring, predictive maintenance capabilities, and optimization processes. Vision AI is revolutionizing cement kiln efficiency, highlighting its applications, benefits, and real-world examples.
Kiln Process and Its Energy consumption in Cement Plants
The cement production process is highly energy-intensive, particularly in the kiln, where a substantial portion of fuel is consumed. The cement kiln is divided into several zones, include the pre-heater, calciner, rotary kiln, and cooler, each playing a critical role in the transformation of raw materials into clinker, the primary component of cement.
Pre-heater: The pre-heater is designed to heat the cement raw material before it enters the rotary kiln. It typically uses hot gases from the kiln to preheat the material, reducing the need for additional fuel. The pre-heater zone is energy-intensive but essential for optimizing fuel usage in the subsequent stages.
Calciner: The calciner is responsible for the chemical transformation of limestone into lime (calcium oxide), a process that requires significant heat. Approximately 20-30% of the total coal used in the kiln is distributed to the calciner to facilitate this reaction. This is crucial for ensuring the kiln efficiency, as the calciner helps reduce the load on the rotary kiln by pre-heating and partially calcining the raw material.
Rotary Kiln: The rotary kiln is the heart of the cement manufacturing process, where the cement raw materials undergoes intense heat treatment. Fuel is introduced directly into the rotary kiln to maintain the required high temperatures. The amount of fuel used in this zone is directly related to the kiln’s operating conditions, including temperature control and material composition.
Cooler: After the clinker is formed in the rotary kiln, it moves to the cooler, where it is rapidly cooled to stabilize the material and prepare it for grinding. The cooler helps recover heat from the clinker and returns it to the pre-heater to improve overall energy efficiency.
Excess coal feeding lead to significant inefficiencies, especially in the rotary kiln and calciner. Overfeeding coal results in overheating, which drives up kiln energy consumption, increases emissions, and can cause equipment damage. Proper fuel distribution across the kiln zones is essential for maintaining temperature control and ensuring optimal fuel usage.
Understanding Cement Kiln Operations
Cement kilns are essential components of cement manufacturing, they are large, cylindrical vessels designed to heat raw materials such as, primarily limestone, clay, and various additives. This heating process transforms these materials into clinker, which is the primary component of cement. Operating at high temperatures that can reach up to 1,500°C, these kilns demand precise control over various operational parameters, including temperature, feed rate, and fuel usage. Maintaining stability in these parameters is critical. Any fluctuations can result in inefficiencies that negatively impact the cement production process.
The efficiency of kiln operations directly affects both the quality of the final product and the overall energy consumption of the cement plant. Inconsistent temperature control can lead to incomplete reactions and, consequently, inferior clinker quality. Additionally, variations in feed rates and fuel usage can increase operational costs, resulting in higher fuel consumption and lower productivity. Therefore, effective monitoring and control systems are vital for optimizing kiln performance, ensuring that the cement manufacturing process remains both efficient and sustainable.
Common Challenges in Cement Kiln Operations
Cement kiln operations are complex and require meticulous management to ensure optimal performance. Several challenges can impede efficiency, product quality, and operational safety.
Here are common challenges faced in cement kiln operations.
Fluctuating Raw Material and Fuel Quality
Variations in the composition of cement raw materials such as limestone and coal directly impact combustion efficiency. The inconsistency in raw material quality, including the kiln feed, can lead to imbalanced kiln conditions, affecting the stability of the entire process. Manual adjustments made to address this issue often fail to optimize the burning conditions, leading to inefficiencies and potential disruptions in production. Inadequate control over the kiln feed can result in improper fuel-to-material ratios, further complicating the combustion process and reducing overall plant efficiency.
Temperature Variability
Overfeeding coal is a common issue in cement kilns, occurring up to 10-20% of the time resulting in overheating of the cement kiln , which increases energy consumption and accelerates the wear on refractory linings. The excess heat and fuel waste raise maintenance costs and lead to longer downtimes, ultimately affecting overall cement plant operations. Maintaining a consistent temperature throughout the cement kiln is crucial for producing high-quality clinker. Temperature fluctuations can arise from inconsistent fuel quality, variations in cement raw material composition, or ineffective kiln system. Such variability leads to inefficient clinker production, resulting in either underburnt or overburnt clinker. Inconsistent temperatures in cement kiln may further driving up operational costs.
Fuel Efficiency
Fuel efficiency is a critical factor in the economics of cement production. Inefficient combustion processes can lead to higher fuel consumption, raising production costs significantly. In addition, burning alternative fuels, while potentially cost-effective, can introduce variability in combustion characteristics, making it challenging to optimize fuel use. This inefficiency kiln in cement plant not only impacts the bottom line but also contributes to higher greenhouse gas emissions, posing environmental challenges that manufacturers must address.
Kiln Overheating
Overheating in the cement kiln can lead to severe consequences, including damage to the kiln structure and kiln refractory lining. Excessive temperatures can compromise the integrity of the kiln and necessitate costly repairs or replacements. Additionally, overheating can cause increased maintenance costs and unplanned downtimes, disrupting production schedules and negatively impacting the overall efficiency of the plant. Proper kiln monitoring systems are vital to prevent overheating and maintain optimal kiln performance.
Kiln Refractory Wear
Kiln refractory wear is primarily caused by thermal cycling, chemical reactions with raw materials, mechanical stress from vibrations, inconsistent temperature distribution, and poor operational practices. These issues lead to thermal shock, chemical erosion, and structural damage to the refractory lining, which can compromise its insulating properties and protective function. The impact of refractory wear results in reduced kiln efficiency, increased energy consumption, and diminished cement clinker due to incomplete reactions. Moreover, excessive wear can lead to costly unplanned maintenance, production downtimes, and potential safety risks if the integrity of the kiln structure is compromised.
Unplanned Downtime
Unplanned downtime in cement kiln operations is primarily caused by equipment wear and tear, stemming from the continuous strain on components like bearings and refractory linings. This wear can lead to mechanical failures, especially when maintenance is inadequately planned and real-time monitoring is lacking. The impact is significant, resulting in production losses, increased operational costs, and potential quality issues that ultimately affect profit margins and customer satisfaction. Addressing these causes is crucial for improving the kiln operation reliability and efficiency.
Human Error and Operational Inconsistencies
The reliance on human operators for continuous monitoring in a 24/7 environment is prone to error. Operators may overlook early signs of inefficiencies, and manual adjustments can inadvertently introduce inconsistencies into the process. Without real-time data and automated insights, operators face significant challenges in making timely decisions, leading to operational inefficiencies, increased downtime, and reduced productivity.
The Role of Vision AI in Cement Kiln Efficiency
Vision AI employs advanced image processing and machine learning algorithms to analyze visual data from cameras installed around the cement factory kiln. By leveraging this technology, cement manufacturers can gain unprecedented insights into kiln monitoring and kiln optimization, leading to enhanced efficiency and productivity.
Key Benefits of Vision AI in Cement Plant Kiln Operations
Real-Time Monitoring: Vision AI enables continuous surveillance of kiln operations, allowing for immediate detection of anomalies and deviations from optimal performance.
Predictive Insights: By analyzing historical data and current operational conditions, Vision AI can predict potential issues, enabling proactive maintenance and reducing the risk of unplanned downtime.
Improved Process Control: AI algorithms can optimize key variables in real-time, such as temperature and fuel flow, based on visual data, leading to more efficient combustion processes.
Enhanced Safety: Vision AI can monitor safety compliance, ensuring that personnel adhere to safety protocols and minimizing the risk of accidents.
360-Degree Accessibility and Remote Monitoring : Vision AI platform offers remote access via PC browsers, mobile apps, and WhatsApp alerts, allowing cement plant managers to monitor multiple kilns in real-time across various locations. This reduces reliance on on-site personnel
Key AI Applications in Cement Kiln Optimization
AI-powered platforms are revolutionizing cement kiln operations by analyzing real-time data, predicting potential issues, and automating corrective actions. The advanced capabilities of AI in kiln optimization not only ensure smoother operations but also enhance plant efficiency and sustainability. Here’s how AI is transforming kiln management:
Kiln Monitoring and State Prediction
AI continuously monitors kiln conditions in real-time, categorizing them into distinct states to ensure optimal performance in the kiln in the cement industry. When the rotary cement kiln is operating in a Healthy state, it means that all systems are functioning within ideal parameters, leading to smooth and efficient operation. If the system detects potential issues, it flags the kiln as Hot, indicating possible overheating due to excessive coal feeding, which can lead to inefficiency and increased wear. Alternatively, if the kiln is categorized as Dusty, it signals poor combustion, resulting in excessive dust formation and energy loss. By continuously monitoring and ensuring the kiln stays in its Healthy state, AI helps reduce inefficiencies, preventing issues before they become significant, and ultimately improving overall performance and operational stability in rotary cement kilns.
Real-time Kiln Temperature Monitoring
Temperature fluctuations in cement kilns could disrupt thermal stability, resulting in inconsistent clinker quality, potential overheating, and high energy consumption. These thermal imbalances often lead to inefficient combustion processes and refractory stress in cement kiln operations, increasing operational costs.
AI-powered kiln monitoring systems provide real-time temperature monitoring throughout the kiln in cement plants, ensuring consistent temperatures. This real-time temperature monitoring system supports cement plant process optimization by immediately detecting and addressing any deviations, thereby maintaining cement kiln efficiency and reducing energy waste. This advanced level of process control enhances cement kiln efficiency, minimizes energy waste, and optimizes combustion dynamics, contributing to stable and reliable cement kiln operations.
Cement Raw Materials Analysis
Inconsistent feed material composition entering the cement kiln disrupts burn rate, heat transfer, and clinker quality, reducing thermal efficiency. AI-driven kiln optimization enables real-time monitoring of chemical composition, granulometry analysis, and material moisture content, ensuring consistent raw material quality. Variability in limestone, clay, and additives, along with moisture fluctuations, impacts combustion stability. Excess moisture increases energy demand for drying, leading to inefficient fuel use. Vision AI systems analyze and compensate for these variations, optimizing kiln conditions to enhance process stability and efficiency.
Advanced AI-powered solutions integrate vision AI, infrared-based monitoring, and automated feed adjustments to enable real-time material moisture content and particle size analysis. By continuously adjusting feed composition Vision systems improve clinker uniformity, enhance cement raw material processing, and maximize fuel efficiency, making cement manufacturing more stable, cost-effective, and sustainable.
Hotspot Detection
Localized hotspots within the kiln can result in uneven heat distribution, causing thermal shock and damage to the kiln refractory of cement plant. If these hot spots are left undetected, these hotspots lead to premature refractory failure, unplanned shutdowns, and increased maintenance costs, severely affecting the productivity and efficiency of kiln operations in the cement industry.
Computer vision AI powered thermal imaging systems integrated into the kiln monitoring systems detect thermal anomalies in real time. These systems utilize high-resolution infrared cameras and machine learning platform to identify the formation of hotspots before they can cause serious damage. Early detection enables preemptive cooling measures and scheduled maintenance, thereby extending the lifespan of the cement kiln refractory, reducing maintenance costs and improving the operational reliability and efficiency of cement kiln operations. Real-time kiln refractory monitoring extends Kiln refractory life by 30% and reducing unplanned downtime.
Real-Time Kiln Flame Monitoring
The combustion flame inside the cement kiln is a critical indicator of fuel-air balance and combustion efficiency. Improper flame control, including irregular flame length and intensity, results in incomplete combustion, increased fuel consumption, and the formation of pollutants. This inefficiency increases operational costs and environmental impact in cement kiln operations.
AI-based real-time kiln flame monitoring systems continuously capture flame characteristics such as luminosity, shape, and heat distribution through advanced imaging and data analytics. AI algorithms interpret this data to optimize the burner settings in real time, ensuring stable combustion conditions. By fine-tuning parameters like air-fuel ratio and fuel feed rate, the system minimizes fuel consumption, reduces NOx emissions, and enhances the overall efficiency of the cement kiln.
Automated Coal Feed Optimization
When AI platform detects overheating in the rotary cement kiln, it automatically cuts off the coal feed and adjusts the coal dosage in real-time to maintain a balanced temperature. This proactive intervention is a critical component of kiln optimization, as it prevents thermal shock to the kiln structure, which could otherwise lead to damage and costly repairs. By adjusting the coal feed based on real-time conditions, AI reduces fuel wastage, ensuring that only the necessary amount of fuel is used. This not only enhances cement kiln optimization but also boosts kiln operations efficiency, leading to cost savings and supporting more sustainable operations by minimizing the environmental impact of excess fuel consumption.
Kiln Fuel Consumption
Fuel costs represent a substantial portion of the operating expenses in cement factory kilns, and inefficient fuel usage leads to elevated operational costs, higher emissions, and decreased process sustainability. Inaccurate fuel combustion can also negatively impact clinker quality and overall cement kiln efficiency.
AI systems optimize cement kiln fuel consumption by analyzing combustion data and operational parameters in real time. These systems continuously adjust the burner settings, air-fuel ratios, and material feed rates to achieve optimal combustion conditions, thereby minimizing fuel wastage. The result is a significant reduction in specific energy consumption and greenhouse gas emissions, enhancing both the cost-effectiveness and environmental performance of the cement kiln operations.
Predictive Maintenance
Traditional time-based maintenance strategies often fail to predict critical equipment failures in cement kilns, resulting in unplanned outages and expensive emergency repairs. This reactive approach leads to reduced productivity and higher maintenance costs, compromising the overall kiln operations efficiency.
AI-driven predictive maintenance leverages historical sensor data and real-time condition monitoring from the cement kiln to forecast potential equipment failures. Machine learning models analyze key performance indicators such as vibration, temperature, and pressure to detect early warning signs of wear or malfunction. By enabling maintenance teams to address issues before they cause downtime, predictive maintenance enhances the reliability of cement kiln operations, reduces unplanned stoppages, and lowers maintenance costs, improving overall operational efficiency.
The Role of Vision AI in Cement Kiln Efficiency
In cement manufacturing, where energy costs account for 75% of the budget, kiln optimization proved groundbreaking reducing energy costs by an astonishing 5%.
Unveil the success story of an Indian Cement titan overcoming fuel challenges with our advanced Vision AI technology for optimized kiln health for minimizing downtime situations. One of the prominent entities in the Indian cement industry, this company holds a distinguished position within the construction sector. With a deep-vetted accommodation on energy costs, the plant strongly focuses on cost competitiveness. They understand how crucial it is to sustain economic production by meeting KRAs to propose optimal kiln health optimization with reduced downtime for sustainable cement production.
Problem
The challenges faced by the cement facility head were multifaceted, with a significant concern arising during dusty and hot kiln runs leading to downtimes. It was found that there was an excessive coal usage of at least 10%, or three tons per hour, at these times. The fact that the kiln ran under hot temperatures for about 30% of the time made the problem worse. The overuse of coal throughout these stages not only reduced operational effectiveness but also increased resource consumption, which presented a significant barrier to maximum output.
Solution
Our patented AI-driven industrial solution, Ripik Vision can operate in real-time and provide instant identification of the cement kiln’s status, categorizing it as hot, dusty or, ideally, healthy. The primary objective is to improve the operator’s control of maintaining the kiln in a healthy state for longer sessions.
The integration of Vision AI into cement kiln operations presents a transformative opportunity for manufacturers to enhance efficiency, reduce costs, and improve product quality. By addressing common challenges such as temperature variability, fuel efficiency, and maintenance downtime, Vision AI offers a comprehensive solution for optimizing cement production processes. As the industry continues to embrace digital transformation, manufacturers must consider adopting Vision AI technology to stay competitive and meet the growing demand for sustainable and efficient kiln in the cement industry
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Enhancing Real Time Refractory Monitoring with Computer Vision
Introduction
In industries like steel manufacturing, cement production, and glassmaking, the reliability and durability of refractory materials are critical. Refractories, the heat-resistant linings that protect kilns, furnaces, and reactors, play a vital role in maintaining process stability and ensuring equipment longevity. Failure or degradation of these materials can lead to costly downtime, unplanned maintenance, and even catastrophic equipment failure. Traditionally, monitoring the condition of refractories has been labor-intensive and reactive. But with the advent of computer vision technology, the game has changed. Real-time, automated refractory monitoring is a game-changer for high-temperature industries, providing a reliable measurement solution that enhances plant safety and efficiency.
Introduction to Refractory Linings
Refractory linings are critical components in various industrial processes, they are the are the unsung heroes that ensure the smooth operation of high-temperature processes. These linings are designed to withstand extremely high temperatures, corrosive environments, and mechanical stress. However, refractory linings have a limited lifespan and can fail prematurely, posing significant safety threats and causing losses. Real-time monitoring of refractory linings is crucial for improving equipment reliability and production.
However, despite their resilience, refractory linings are not invincible. Over time, they can degrade, leading to cracks, spalling, or even catastrophic failure. This not only jeopardizes the safety of the operations but also results in costly downtime and repairs. To mitigate these risks, real-time monitoring of refractory linings has become essential. By continuously assessing the condition of these materials, industries can detect early signs of wear and take proactive measures to address them. This approach not only enhances the reliability of the equipment but also optimizes production processes, ensuring that operations run smoothly and efficiently.
The Importance of Refractory Monitoring
Refractories endure extreme temperatures, chemical exposure, and mechanical stress. Over time, these factors can cause wear and tear, leading to cracks, spalling, or complete material failure. In traditional setups, inspections are often manual, requiring downtime for visual checks or reliance on scheduled maintenance based on historical data. This approach is reactive rather than proactive, as damage may go unnoticed until it’s too late. Without timely monitoring, refractory failures can result in significant production loss, equipment damage, and safety risks. The challenge for industries is finding a reliable and efficient way to track the condition of refractories without interrupting operations or increasing maintenance costs.
How Computer Vision AI Transforms Refractory Monitoring System
Refractory monitoring with computer vision, powered by advanced AI algorithms, provides a powerful solution to cracks, spalling, or complete material failure to refractories. With the use of advanced sensors and computer vision technology, the refractory monitoring system monitors the condition of refractory linings in real-time. The data collected from these systems can be used to predict refractory failure, optimize maintenance schedules, and improve overall equipment reliability.
By integrating IR cameras and thermal sensors into furnaces, kilns, or reactors, industries can gain real-time insights into the health of their refractories. These AI-powered systems analyze visual data, detecting changes in texture, color, hotspot and heat patterns that indicate wear, cracks, or hotspots long before they become critical.
Here’s how computer vision enhances refractory monitoring:
Real-time Monitoring
Real-time monitoring and data analysis of refractory monitoring system with vision AI. These systems provide real-time data on the condition of the refractory lining, allowing for prompt action to be taken in case of anomalies or predicted failure. The data collected from these systems can be analyzed using machine learning algorithms to identify trends and patterns, enabling predictive maintenance and optimization of maintenance schedules. Additionally, real-time monitoring and data analysis can be used to optimize furnace operations, improve manufacturing processes, and reduce energy consumption.
Early Detection of Damage
Computer vision AI systems continuously scan the refractory surface, identifying early signs of wear such as cracks, thinning, or hotspots through IR cameras. By detecting these anomalies and analyzing temperature data in real time, maintenance teams can intervene early, preventing small issues from escalating into major failures that would require expensive repairs or shutdowns.
Thermal Imaging for Heat Pattern Analysis
High-temperature industrial processes rely on precise thermal management for operational efficiency. Computer vision systems, integrated with infrared (IR) cameras, continuously monitor the thermal distribution across refractory surfaces. Any deviations in the thermal profile, such as localized hotspots or cooling zones, serve as early indicators of refractory degradation or heat leakage. The IR cameras detect these anomalies in real-time, enabling immediate corrective action to prevent further damage and optimize process performance.
Non-Intrusive Monitoring
One of the biggest advantages of computer vision is its ability to monitor refractories without interrupting production. Traditional methods often require manual inspections that can only happen during planned maintenance shutdowns. With computer vision AI, inspections are real-time, continuous and automatic, significantly reducing the need for downtime while providing more accurate data on the refractory’s condition.
Hazardous Area Monitoring
Computer vision, combined with infrared (IR) cameras and advanced sensors, provides continuous, real-time monitoring of hazardous zones, especially those involving refractory materials. Refractory monitoring system with computer vision identifies potential risks—such as heat leaks, structural degradation, or breaches in containment areas—by detecting even minor deviations in thermal patterns or safety compliance. Automated alerts enable immediate corrective actions, minimizing the risk of accidents and enhancing both safety and efficiency in hazardous operations.
Predictive Maintenance
By analyzing historical data and real-time inputs, refractory monitoring system with computer vision systems can predict when refractories are likely to fail or require maintenance. This allows companies to plan maintenance activities at optimal times, avoiding unexpected shutdowns and maximizing the refractory’s lifespan.
Improved Safety
Refractory failures can be hazardous, especially in industries that operate at extreme temperatures. By providing constant monitoring, computer vision systems help prevent dangerous situations such as explosions, fires, or structural collapses caused by refractory degradation. Automated alerts notify operators of potential issues before they become safety risks, ensuring a safer working environment.
Applications of Computer Vision in Refractory Monitoring
Computer vision can be applied in various high-temperature industries to monitor refractories and improve efficiency. Here are some key applications:
Ladle Refractory Monitoring
In steel plants, ladles and furnaces are lined with refractory materials to endure extreme heat during melting and casting processes. Utilizing refractory monitoring system with computer vision systems, real-time furnace refractory monitoring is made possible, allowing early detection of cracks, spalling, or wear in refractory lining. Operators can track the presence of hotspot regions on the ladle refractory, receiving instant alerts for recurring hotspots in specific areas. This proactive monitoring helps prevent refractory failure and reduces operational risks. Additionally, images of the ladle are stored for postmortem analysis, allowing for detailed evaluations and insights into refractory performance over time, further enhancing maintenance strategies and safety.
Cement plants rely on refractory linings in their kilns to maintain the high temperatures required for clinker production. The degradation of these linings can lead to energy inefficiency and product quality issues. By implementing real-time kiln refractory monitoring through computer vision applications, cement manufacturers can continuously assess the condition of the refractory surface. This advanced technology can warn operators of an imminent breakout before it occurs, enabling them to take proactive corrective actions. Operators can track the real-time presence of hotspot regions on the kiln refractory, receiving alerts if there are recurring hotspots in specific areas. Additionally, the system features a visual historian that stores images of the kiln, allowing for easy access to data for postmortem analytics. By facilitating timely interventions and detailed evaluations, this system minimizes the chances of unwanted downtime caused by refractory failure, thereby enhancing overall operational efficiency in cement manufacturing.
Furnace refractory monitoring
Furnace refractory monitoring using computer vision AI involves the real-time assessment of the condition and integrity of refractory materials lining furnaces, essential for maintaining operational efficiency and safety in metallurgical processes. Advanced computer vision image processing systems, equipped with high-resolution cameras and infrared sensors, capture detailed images and temperature profiles of the refractory surfaces. These images are analyzed through machine learning algorithms to detect anomalies such as cracks, spalling, and thermal variations that could indicate impending failures or maintenance needs. By providing actionable insights into refractory health, this approach minimizes unplanned downtimes, enhances predictive maintenance strategies, and extends the lifespan of furnace linings, ultimately optimizing production processes and reducing operational costs.
Benefits of Computer Vision in Refractory Monitoring
The integration of computer vision in refractory monitoring offers numerous benefits for industries that rely on high-temperature processes:
Increased Equipment Uptime
Early detection of refractory damage prevents unplanned shutdowns and extends the lifespan of refractory linings.
Cost Savings
Automated monitoring reduces the need for manual inspections and allows for optimized maintenance schedules, cutting down on labor and repair costs.
Enhanced Efficiency
Consistent monitoring of refractory condition ensures optimal thermal performance, reducing energy consumption and improving overall process efficiency.
Data-Driven Decisions
By collecting real-time and historical data, computer vision systems empower companies to make informed decisions about maintenance, repairs, and operational improvements.
Safer Work Environments
By identifying potential issues early and preventing refractory failures, computer vision enhances workplace safety in high-risk environments.
The Future of Refractory Monitoring
As industries continue to adopt digital technologies and automation, computer vision will play an increasingly important role in asset management. The ability to monitor refractories in real time, detect early signs of damage, and predict maintenance needs is just the beginning. With advancements in AI and machine learning, future systems may offer even more precise diagnostics, reducing costs and enhancing operational efficiency across various industries.
Conclusion
Computer vision is reshaping the way high-temperature industries monitor and maintain their refractory materials. By providing real-time, non-intrusive, and data-driven insights, this technology is transforming reactive maintenance into a proactive approach that minimizes risks and maximizes performance. For industries that rely on refractory linings, investing in computer vision technology means safer operations, lower costs, and enhanced efficiency.
Embrace the future of refractory monitoring with computer vision and ensure the longevity and reliability of your high-temperature assets.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Vision AI in Transforming Machine Monitoring in Industrial Manufacturing
Introduction
In the evolving landscape of industrial manufacturing, machine monitoring is a critical component for maintaining operational efficiency, product quality, and safety. Traditional methods have long served as the backbone of machine monitoring. However, traditional machine monitoring methods come with significant limitations that hinder them, they typically rely on manual inspections, basic sensors, and periodic maintenance routines. Manual inspections involve human operators visually checking machines for signs of wear, damage, or malfunction, which is always prone to human error, leading to inconsistent monitoring results, with the rise of AI in Industry 4.0 in revolutionizing industrial manufacturing. AI for OEE (Overall Equipment Effectiveness) improvement has become an important part of Industry 4.0 industrial manufacturing.
The Role of Vision AI in Machine Condition Monitoring
Vision AI plays a pivotal role in the implementation of Industry 4.0, characterized by the integration of digital technologies into manufacturing processes. Vision AI, a subset of artificial intelligence that leverages computer vision and machine learning, is revolutionizing machine monitoring system by providing advanced capabilities beyond what traditional methods offer as machine condition monitoring is crucial for maintaining optimal performance and preventing equipment failures. Vision AI systems use high-resolution cameras and sophisticated algorithms to analyze visual data, detect anomalies, collect data and provide actionable insights.
In industrial manufacturing, Vision AI can monitor machines and processes with unparalleled accuracy and efficiency. By analyzing visual information in real-time, Vision AI systems can identify defects, monitor machine conditions, and optimize operations. This technology integrates seamlessly with Industry 4.0 principles, which emphasize digital transformation, automation, and data-driven decision-making.
Traditional Sensors vs Vision AI
Traditional sensors have long been a staple in machine condition monitoring, offering data on specific parameters like temperature, pressure, or vibration. Basic sensors, such as temperature probes, vibration sensors, and pressure gauges, offer real-time data on specific machine parameters. However, these sensors are limited in scope and often provide only partial information about the machine’s condition. They may detect anomalies like overheating or excessive vibration but are less effective in identifying the root cause of issues or capturing complex defects. Additionally, traditional systems often require numerous sensors to monitor different aspects, which increases costs and complexity over time.
Vision AI, on the other hand, represents a more advanced and holistic approach to real-time machine monitoring. Utilizing cameras and machine learning algorithms, Vision AI systems can analyze an entire machine or production line in real time, detecting subtle anomalies that traditional sensors may miss. They provide proactive insights through computer vision pattern recognition and predictive analytics, allowing manufacturers to identify potential issues before they escalate into critical failures. Vision AI systems are also highly scalable and can be seamlessly integrated into existing systems, offering enhanced accuracy, predictive maintenance, and improved overall production efficiency.
Key features of Computer Vision System in manufacturing monitoring system
The advent of computer vision systems has revolutionized manufacturing by providing precise, real-time monitoring and improving overall operational efficiency. The computer vision systems employ AI-powered algorithms to enhance product quality, reduce errors, and ensure smooth production workflows. Below are the key features that make computer vision systems indispensable in manufacturing monitoring.
Real-Time Visual Inspection
Computer vision systems enable manufacturers to conduct continuous, automated visual inspections throughout the production process. Utilizing AI-driven technology for automated data collection, production monitoring systems ensure that every machine and product meets quality standards without disrupting workflows. By providing real-time production data and machine monitoring, manufacturers can detect defects and irregularities that might otherwise go unnoticed by human inspectors. Additionally, the high-speed analysis capabilities of these systems allow for maintaining smooth operations and identifying and addressing issues promptly. This not only improves product quality but also enhances overall equipment efficiency (OEE), ensuring minimal disruptions to the manufacturing process.
Real-Time Alerts and Reporting
One of the most essential features of Computer Vision tools in machine monitoring system is their ability to generate real-time, automated alerts. When a machine anomaly or defect is detected, immediate notifications are sent to relevant teams, enabling swift corrective action. Computer vision AI systems support real-time data collection and customizable reporting, allowing manufacturers to track key performance metrics and identify trends in real-time. By leveraging both real-time tracking and historical data, manufacturers can gain deeper insights into machine performance, helping to prevent issues before they escalate into major problems. This quick response minimizes sudden downtime, improves operational efficiency, and enhances overall production reliability.
Anomaly Detection and Defect Recognition
In manufacturing, early detection of machine anomalies is crucial for maintaining operational efficiency and avoiding costly downtime. Machine monitoring system with Computer vision AI excel at continuously monitoring machines in real-time, using AI algorithms to identify even the slightest deviations in their performance. By detecting issues such as unusual wear, misalignments, or overheating early, machine monitoring solutions with Vision AI prevent minor problems from escalating into major equipment failures. This advanced anomaly detection software helps manufacturers reduce the risk of unexpected breakdowns, minimizes maintenance costs and extends the life of machinery. By focusing on machine health, computer vision systems ensure smooth production processes, enhancing overall operational reliability and efficiency.
Video Data and Analysis
Did you know that 70% of human decision-making is based on sight? Similarly, a machine monitoring system with computer vision can process and analyze video data to monitor machines with unparalleled accuracy. Industrial equipment monitoring with Vision AI systems provides a comprehensive, 360-degree view of industrial equipment, delivering continuous, real-time machine data from various angles. This data is then analyzed using AI-driven algorithms to detect issues such as misalignments, component wear, or temperature fluctuations. Additionally, the ability to record and review video footage enhances predictive maintenance, allowing manufacturers to identify early signs of machine failure. This proactive approach enables more efficient maintenance planning, reduces unplanned downtime, and extends the life of equipment, ultimately improving overall operational efficiency.
Seamless Integration with Existing Systems
A key advantage of modern computer vision systems is their seamless integration with existing manufacturing infrastructure. These systems can be effortlessly incorporated into current machinery and monitoring software without requiring major overhauls or disruptions. This compatibility minimizes the need for extensive retraining of staff or the installation of additional hardware, making the adoption of computer vision technology more feasible and cost-effective for machine monitoring. Additionally, the scalability of these systems ensures they can grow alongside the business, adapting to evolving machine monitoring needs and future operational challenges. This seamless integration enhances overall efficiency while ensuring smooth machine performance.
Applications of Vision AI in Machine Monitoring Systems for Manufacturing
In the manufacturing sector, Vision AI has emerged as a game-changer for machine monitoring systems, offering a wealth of applications that significantly enhance operational efficiency and quality control. By integrating advanced computer vision technology, machine monitoring software provides unparalleled visibility of machine data, enabling real-time monitoring, precise defect detection, and proactive maintenance of production equipment. These systems streamline production processes and improve safety by identifying potential hazards and ensuring compliance with safety regulations. Here are some of the benefits of applications of Machine Monitoring software with vision AI in manufacturing processes
Cement Kiln Monitoring
Kiln monitoring is a critical aspect of cement production, and Vision AI offers a revolutionary approach to managing this essential component. Unstable kilns can lead to increased fuel consumption, higher operational costs, and a greater risk of costly refractory failures. Vision AI transforms cement kiln operations by providing real-time monitoring and analysis through advanced computer vision technology. This system continuously tracks kiln performance, detecting issues such as overheating and misalignments with unparalleled precision. The ability to receive real-time insights allows for proactive adjustments, reducing kiln overheating from 30% to under 10% and stabilizing operations. This results in a significant reduction in fuel consumption—by 2-5%—and enhances overall efficiency. Vision AI not only ensures smoother kiln operations but also contributes to more sustainable and cost-effective cement production.
Conveyer Belt Monitoring
Conveyor belts are an essential part of most manufacturing industry, but their breakdowns, caused by continuous wear, foreign metallic objects, or physical and thermal stresses, can lead to significant production disruptions and high repair or replacement costs. Advanced computer vision solutions transform Conveyor Belt Monitoring by offering real-time, detailed analysis of conveyor systems. This technology excels in the early detection of wear, potential breakdowns, and foreign objects, enabling proactive maintenance before failures occur. Integrating comprehensive machine monitoring effectively prevents unscheduled downtimes and mitigates costly emergency repairs. This proactive approach ensures smoother, uninterrupted operations while reducing overall operational costs, significantly enhancing productivity and reliability.
Ladle Monitoring
Ladles play a crucial role in industries such as steelmaking, foundries, and metal refining where it is used for transporting hot metal with cranes pose significant safety risks, necessitating strict adherence to Standard Operating Procedures (SOPs). Key SOPs include locking ladles before crane movement and ensuring no train movement until ladles are securely placed. Manual monitoring of these procedures introduces the potential for error. Computer Vision-based ladle monitoring system addresses these challenges by providing real-time tracking and analysis of ladle processes. This advanced system ensures SOP compliance throughout ladle movement, effectively minimizing the risk of accidents and material losses. By automating and enhancing monitoring capabilities, the ladle monitoring system significantly improves safety and operational efficiency in metal handling operations.
Ladle Refractory Monitoring
As the refractory lining of steel mill ladles wears out, the outer part of the ladle is exposed to high temperatures, raising the risk of hot metal leaking and spilling. Our ladle refractory monitoring system, utilizing IR cameras, provides a critical safeguard by warning operators of imminent breakouts before they occur, allowing for timely corrective actions. Ladle refractory monitoring system with IR cameras continuously monitors the ladle’s refractory lining, enabling operators to track real-time hotspot regions and receive alerts for recurring hotspots in specific areas. Additionally, images of the ladle are stored for postmortem analysis, facilitating thorough reviews and further analysis, enhancing safety and operational efficiency.
Sinter Belt Monitoring
Sinter belts are a crucial component in the sintering process in steel manufacturing. However, Sinter belts often develop hotspots when carrying heated materials, which can lead to potential failure points over time. Sinter Belt Monitoring with Vision AI identifies these hotspots and raises timely alerts to operators, allowing them to take corrective action before a failure occurs. The machine monitoring software dashboard provides real-time detection of abnormalities in the sintering process, such as recurring hotspots, enabling operators to proactively manage maintenance and prevent disruptions. This machine monitoring system ensures smoother operations and reduces the risk of equipment breakdowns.
Blast Furnace Monitoring
https://www.youtube.com/watch?v=b5EkL8t_w_0&t=1s
Managing a blast furnace in the steel industry is a relentless task that requires constant attention to fluctuating raw material quality, fuel consistency, and continuous monitoring of countless parameters. Computer vision AI platform enables 24/7 real-time anomaly detection, root cause analysis, and smart recommendations to optimize furnace operations. Key features include real-time raw material sizing, foreign particle detection, burden mix optimization, stability control, RCA for etaCO, hot metal silicon prediction, tuyere monitoring, and ladle infrared thermography. These advanced capabilities lead to a 2-3% improvement in throughput and a 3-4% boost in energy efficiency, driving operational excellence in blast furnace management.
Arc Furnace Monitoring
Arc furnace monitoring with Vision AI automates key decisions like raw material composition and resistance settings, which are usually handled manually. This system helps optimize the mix of materials, such as lumps, chips, and briquettes, to improve power efficiency and reduce fuel use. It adjusts important factors like the ratio of basic elements in the mix and the balance of coke and coal. Using AI and machine learning, the system analyzes past data to find the best burden mix and resistance settings for smoother operations. This approach reduces power use by 1.7% and fuel consumption by 0.4%, boosting efficiency overall.
Flares Stack Monitoring
Flare stack monitoring in a coke plant is crucial for maintaining safety and compliance with environmental regulations. Vision AI offers a sophisticated solution for this task by providing continuous, real-time surveillance of flare stack operations. In a coke plant, flare stacks are essential for burning off excess gases produced during the coking process. Vision AI systems can detect issues such as flame instability, excessive smoke, or abnormal emissions with high precision. By identifying these problems early, the system helps prevent potential hazards and ensures that flare stacks operate within safe and regulatory limits. This proactive monitoring not only improves safety and environmental compliance but also reduces the risk of costly downtime and maintenance, enhancing overall operational efficiency in the Coke plant.
Benefits of Vision AI in Industrial Machine Monitoring Systems
In the rapidly evolving manufacturing industry, predictive maintenance in manufacturing powered by computer vision is revolutionizing how companies monitor and maintain their equipment. By integrating AI for equipment monitoring with real-time data analysis, predictive maintenance with computer vision offers manufacturers a proactive approach to reduce downtime, optimize efficiency, and enhance overall operational performance.
Real-time Monitoring
Vision AI with machine monitoring solutions provides real-time surveillance of manufacturing machines, offering an unmatched level of visibility into operational health. Instead of waiting for scheduled inspections or relying on sensor data alone, Vision AI can monitor machines through advanced imaging, capturing data that provides a complete picture accurate understanding of machine behavior. This capability helps factories operate smoothly and avoid unexpected machine downtimes, enhancing overall operational transparency.
Early Anomalies Detection
Computer Vision AI systems are trained to recognize even subtle deviations and patterns in machine behavior that human operators or traditional sensors on factory floor might overlook. Through advanced algorithms and machine learning, Vision AI in factory monitoring systems identifies potential issues such as component wear, overheating, or abnormal vibrations early on. By flagging these anomalies before they become critical, operators can implement corrective actions, reducing the risk of machine failure and costly unplanned repairs, while enhancing the overall machine life cycle.
Data-Driven Insights
Machine monitoring solution with Vision AI continuously monitors and gathers machine data to generate powerful insights that drive informed decision-making. Leveraging AI for OEE (Overall Equipment Effectiveness), Vision AI systems analyze vast amounts of machine data to uncover patterns, identify inefficiencies, and optimize performance. This enables managers to make data-driven adjustments to operational strategies, streamline production processes, and enhance overall manufacturing equipment monitoring. By harnessing AI for equipment monitoring, Vision AI provides a granular view of machine performance, revealing areas for improvement by identifying inefficiencies and potential bottlenecks early on. This allows for more precise adjustments and improvements, ensuring that machines operate at their full potential.
Reduced Downtime
Machine downtime is one of the largest contributors to productivity loss in industrial settings. With Vision AI in production monitoring systems, operators can prevent both scheduled and unscheduled downtime by adopting a more proactive approach. Since the Vision AI platform detects real-time issues, machines can be repaired or serviced at optimal times, avoiding disruptions in production. This predictive capability also reduces unnecessary scheduled maintenance costs, translating to higher uptime, more stable production cycles, and greater cost efficiency.
Low Maintenance Cost
Unplanned maintenance often comes with higher costs due to emergency repairs, part replacements, and extended downtimes. Vision AI with machine monitoring systems minimizes these instances by organizing data and providing early anomaly detection in equipment through warnings about when machines require attention. By shifting from reactive to predictive maintenance, manufacturing companies can reduce overall repair costs, extend the machine life cycle, and avoid unnecessary labor expenses associated with frequent, unplanned interventions.
Predictive Maintenance
Vision AI takes predictive maintenance to the next level by continuously analyzing the condition of machinery in real time. Leveraging AI for predictive maintenance, the system moves beyond rigid time-based schedules, using predictive algorithms to assess the actual wear and tear of parts and components. This enables just-in-time maintenance, ensuring that machines are serviced only when necessary. Maximizing uptime and preventing unexpected breakdowns leads to a more efficient allocation of resources and reduced operational disruptions.
Enhanced Safety
https://www.youtube.com/watch?v=Z3_jGoNiXEQ&t=8s
Safety is a top priority in industrial environments, and Vision AI enhances workplace safety by continuous, real-time monitoring of machine operations. The system employs advanced computer vision algorithms to monitor equipment performance, detecting potential safety hazards such as equipment malfunctions, overheating components, or hazardous operational conditions. When anomalies are identified, Vision AI triggers immediate notifications to operators or executes automated shutdown protocols to mitigate the risk of accidents. Machine monitoring systems with vision AI provide real-time machine data and analytics to verify that machinery operates within predefined safety parameters, enabling automated compliance checks and adjustments. This continuous assessment of machine health enhances immediate safety and operational reliability.
Energy and Resource Optimization
One of the most critical benefits of Vision AI is its ability to optimize energy and resource usage. By continuously tracking machine performance, Vision AI can identify inefficiencies such as energy wastage, overuse of raw materials, or unnecessary equipment idle time. These insights allow operators to make adjustments that reduce energy consumption and enhance resource allocation, ultimately leading to more sustainable and cost-effective operations.
Conclusion
Vision AI is revolutionizing machine monitoring in industrial manufacturing by delivering unparalleled real-time insights and precision. Unlike traditional methods that rely on manual inspections and basic sensors, Vision AI uses advanced cameras and algorithms to continuously analyze machine conditions, detect subtle anomalies, and optimize performance. This technology enables proactive maintenance, reduces downtime, and lowers maintenance costs by providing early warnings and accurate data-driven insights. By seamlessly integrating with existing systems, Vision AI enhances overall equipment effectiveness (OEE), improves production quality, and supports more sustainable operations, making it a crucial asset in the era of Industry 4.0.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
The Role of AI for Predictive Maintenance in Manufacturing Industry
Introduction
Manufacturing is the backbone of industrial progress, but it has its own challenges. Unplanned downtimes, equipment malfunctions, and escalating maintenance costs can significantly hinder production efficiency and result in substantial financial losses. In fact, unplanned downtime is among the most costly issues manufacturers face. According to industry reports, over 82% of companies have experienced unplanned downtime in the past three years, with an average cost of $300,000 per hour. Traditionally, manufacturers have relied on reactive or preventive maintenance strategies to address these issues. However, these methods often fall short in today’s increasingly complex industrial environment. This stark reality underscores the need for more proactive maintenance strategies that not only ensure plant uptime but also reduce costs and optimize operational efficiency
Understanding how predictive maintenance incorporates extensive data collection to prevent equipment deterioration, optimize maintenance schedules, and enhance overall operational efficiency within manufacturing environments is crucial.
With the boom of AI in the manufacturing sectors, predictive maintenance with AI has arrived as a game-changing approach that is revolutionizing the manufacturing Industry. In this article, we will explore the role of AI in predictive maintenance, its benefits, key use cases, challenges, and best practices for implementing these cutting-edge solutions within industrial operations.
What is Predictive Maintenance (PdM) in the Manufacturing Industry?
Predictive maintenance is a proactive approach that utilizes advanced technologies, such as AI, computer vision, data analytics, and other machine learning algorithms, to monitor the condition of equipment in real-time. Manufacturing predictive maintenance is a proactive strategy that enables industries to foresee and prevent equipment failures, dramatically improving operational efficiency.
Traditional Maintenance VS Predictive Maintenance
Traditionally, manufacturers have relied on time-based maintenance or Reactive maintenance, which often leads to unnecessary downtime and higher operational costs. Time-based maintenance schedules routine inspections and repairs based on fixed intervals, regardless of the actual condition of the critical assets, which results in over-maintenance, where parts are replaced too early, or under-maintenance, where failures occur unexpectedly. Reactive maintenance, on the other hand, involves fixing equipment only after it breaks down, leading to unplanned outages and potentially costly repairs.
In contrast, predictive maintenance in the manufacturing industry leverages advanced technologies, such as AI and machine learning, for real-time industrial equipment condition monitoring and predictive analytics to predict potential failures before they occur. Predictive maintenance works by emphasizing the role of data collection from visual data and the use of machine learning and AI techniques to predict machinery failures, enabling timely repairs and minimizing costs associated with operational breakdowns. This proactive approach minimizes downtime, reduces maintenance costs, and enhances overall operational efficiency by addressing issues based on data-driven insights rather than arbitrary schedules or after-the-fact fixes.
The Role of Computer Vision and AI for Predictive Maintenance?
Computer Vision and AI have played a game-changer in predictive maintenance by enhancing the precision, speed, and efficiency of equipment monitoring. Computer Vision AI role in predictive maintenance goes beyond simple sensor data collection and analysis. By applying machine learning (ML) algorithms and advanced analytics, Computer Vision AI significantly enhances the monitoring and analysis of equipment health and detects subtle defects and anomalies that sensors might overlook, enabling more accurate predictions of equipment failures. Predictive maintenance technology is crucial in improving operational efficiency, such as monitoring equipment to prevent failures and optimize resource usage in manufacturing processes. As a result, maintenance can be more precisely targeted, reducing unplanned downtime, cutting repair costs, and extending machinery lifespan. This data-driven approach not only improves the reliability of predictive maintenance but also optimizes maintenance schedules, reduces operational costs, and extends the lifespan of machinery.
How Computer Vision AI transform Predictive Maintenance in the Manufacturing Industry
The integration of computer vision for predictive maintenance in manufacturing is reshaping how industrial operations approach equipment health and reliability. By leveraging advanced visual data analysis, manufacturers can move beyond traditional time-based maintenance to a smarter, more responsive model. Here are impactful ways AI-powered computer vision is enabling predictive maintenance in the manufacturing industry:
Advanced Anomaly Detection
Using high-resolution cameras and deep learning algorithms, computer vision systems continuously analyze visual data to detect subtle anomalies—such as surface cracks, abnormal wear, fluid leaks, or unusual vibrations—that signal potential machine failure. These visual discrepancies, often too minor for the human eye, are compared against baseline images to quickly identify issues, making computer vision predictive maintenance both accurate and proactive.
Monitoring Wear and Degradation Over Time
Computer vision AI enables precise monitoring of equipment components by identifying and segmenting areas of wear or corrosion. Techniques like semantic segmentation help localize damage with pixel-level accuracy. This capability provides insights into the remaining useful life of critical parts, helping maintenance teams schedule interventions before breakdowns occur, reducing downtime and ensuring operational continuity.
Real-Time Machine Monitoring
By analyzing live visual feeds from the production lines, computer vision systems can detect deviations from standard operating conditions—such as overheating, pressure anomalies, or speed inconsistencies. These insights are instantly relayed to maintenance teams via alerts, allowing for immediate corrective action. Real-time monitoring enhances the reliability of predictive maintenance in manufacturing, helping avoid costly disruptions.
Object Detection and Asset Tracking
AI for predictive maintenance in manufacturing also includes object recognition capabilities. Computer vision models can identify and track tools, components, and machinery throughout the production environment. Algorithms such as Single Shot MultiBox Detectors (SSD) enable real-time object classification and tracking, helping prevent tool misplacement, misuse, or unauthorized access—critical for both safety and asset efficiency.
Automated Equipment Inspections
Computer vision AI, allows for the automation of inspection routines. Cameras capture detailed imagery of machines, which is then analyzed by deep learning models for defects, deformations, or irregularities. This automation not only accelerates inspections but also enhances accuracy, minimizing human error and reducing dependency on manual assessments.
Predictive Analytics and Preventative maintenance
Computer vision AI uncover patterns and early indicators of failure. By using historical image data in conjunction with machine learning, manufacturers can anticipate potential issues and plan maintenance activities accordingly. This fusion of computer vision and predictive analytics is a game-changer for predictive maintenance in manufacturing, shifting the focus from reactive to preventative maintenance strategies.
Application of AI for Predictive Maintenance in Equipment Monitoring?
Plant uptime is crucial for operational success, and preventing breakdowns is a key strategy to achieve it. To address this, a shift towards preventive and predictive maintenance is essential, relying on continuous condition monitoring and visual data to provide a more accurate assessment of equipment health. Vision AI for predictive maintenance captures ten times more information than traditional methods, detecting significantly more anomalies and preventing many more failures. By providing deeper, real-time insights into equipment health, it enables proactive maintenance that reduces downtime and enhances operational efficiency. A predictive maintenance system is a comprehensive solution for industrial operations that comprises several components and requires integration with existing enterprise systems like ERP and MES for optimal performance.
Vision AI in predictive maintenance solutions has a wide range of applications across multiple industries. Here are a few notable examples
Conveyor Belt Monitoring
Conveyor belts are the lifeline of many manufacturing plants, facilitating the seamless movement of materials across various production stages. However, minor issues such as surface scratches, belt misalignment, or small abrasions can quickly escalate into larger problems, including major tears or even complete belt failures. Conveyor belt monitoring with vision AI enables continuous analysis of belt conditions. These advanced computer vision systems can detect early signs of damage before they become catastrophic, allowing operators to intervene before a breakdown occurs. Predictive maintenance with computer vision reduces unplanned downtime, optimizes repair schedules, and extends the operational life of conveyor belts, ensuring uninterrupted productivity and significant cost savings for manufacturers.
Ladle Monitoring
Ladles play a crucial role in industries such as steelmaking, foundries, and metal refining where it is used for transporting hot metal with cranes pose significant safety risks, necessitating strict adherence to Standard Operating Procedures (SOPs). Key SOPs include locking ladles before crane movement and ensuring no train movement until ladles are securely placed. Manual monitoring of these procedures introduces the potential for error. Computer Vision-based ladle monitoring system addresses these challenges by providing real-time tracking and analysis of ladle processes. This advanced system ensures SOP compliance throughout ladle movement, effectively minimizing the risk of accidents and material losses. By automating and enhancing monitoring capabilities, the ladle monitoring system significantly improves safety and operational efficiency in metal handling operations.
Sinter Belt Monitoring
Sinter belts are crucial in the steel industry, transporting materials through various production stages. With over 500,000 bars passing daily, detecting issues like ten missing bars is nearly impossible for the human eye. Such disturbances can cause belt deformation, reduced transport efficiency, and product quality degradation.
Vision AI for predictive maintenance enables 24/7 monitoring with real-time alerts, automatically detecting missing or misaligned bars with precision. This early detection allows operators to act swiftly, preventing belt damage and minimizing production disruptions. By ensuring belt integrity, Vision AI maintains productivity and safeguards product quality, reducing costly delays or defects.
Refractory Monitoring
Equipment Refractory wear and damage often go undetected until they result in critical failures, leading to costly unplanned shutdowns. Traditional inspection methods and manual monitoring lack real-time visibility, making it challenging to predict potential machine failure. Visual AI platform with Infrared based monitoring enables real-time refractory monitoring of equipment such as, kilns, ladles, furnaces, and boilers, detecting early signs of wear, cracks, and hotspots. By enabling predictive maintenance in manufacturing industry to improve overall equipment effectiveness (OEE), minimize downtime, and extend refractory lifespan, ensuring long-term operational efficiency and reliability.
Real Time Crusher Monitoring
Crushers play a critical role in cement plants, ensuring efficient material processing. However, blockages and breakdowns remain a major cause of unplanned downtime, often resulting from oversized rocks, improper material flow, and equipment overload. Implementing predictive maintenance in cement plants through Vision AI enables real-time monitoring of crushers by detecting rocks greater than 1 meter that could damage the crusher, triggering instant alerts to prevent failures. By leveraging condition-based maintenance, this AI-driven system enhances equipment reliability, reduces downtime, and optimizes overall plant efficiency.
Flare Stack Monitoring
Flare stacks play a vital role in burning off excess gases generated during the coking process, and any malfunction can lead to safety hazards and regulatory violations. Vision AI enables real-time monitoring of flare stack operations, detecting issues such as flame instability, excessive smoke, and abnormal emissions before they escalate into major failures. By leveraging predictive analytics, this system helps identify potential equipment failures early, reducing unplanned downtime and optimizing maintenance schedules. Implementing predictive maintenance for flare stacks enhances equipment reliability, improves safety, and ensures compliance with environmental regulations, ultimately increasing overall plant efficiency. Predictive maintenance is critical for ensuring the reliability and efficiency of flare stacks in coke plants.
Benefits of Vision AI in Predictive Maintenance in Manufacturing
In the realm of industrial machine monitoring, Vision AI is emerging as a transformative technology. The integration of computer vision for predictive maintenance in manufacturing is redefining how industries manage equipment health and operational reliability. By harnessing advanced computer vision and real-time data analysis, Vision AI enables automated visual inspections that maintain consistent quality control without interrupting workflows. It also delivers real-time insights, empowering informed decision-making and timely operational adjustments.
Fault Detection and Diagnosis of Equipment Failure
AI for predictive maintenance significantly enhances Fault Detection and Diagnosis (FDD) by continuously monitoring equipment in real-time and identifying anomalies or deviations from normal behavior. Through advanced computer vision algorithms, AI can detect early signs of potential faults such as unusual vibrations, temperature fluctuations, or performance inconsistencies, which might go unnoticed by traditional monitoring methods. By predicting these issues before they escalate, AI enables timely interventions, reducing unplanned downtime, extending equipment life, and improving overall operational efficiency for manufacturers.
Reduced Downtime
One of the key advantages of predictive maintenance in manufacturing using Vision AI is its ability to detect potential equipment failures before they occur. By continuously monitoring machinery in real time and analyzing historical performance data, Vision AI provides timely insights that enable early issue detection and prompt intervention. This proactive approach minimizes costly downtime and empowers maintenance teams to carry out preventive maintenance instead of reacting to unexpected breakdowns. Moreover, Vision AI can analyze large volumes of visual and operational data to identify subtle patterns—such as early signs of wear, misalignment, or degradation—resulting in more accurate predictions and optimized maintenance scheduling. The outcome is smoother operations, better resource utilization, and a longer equipment lifespan.
Improved Accuracy
Traditional maintenance methods often fail to detect subtle signs of equipment failure, relying on scheduled inspections or reactive approaches that can miss early-stage issues. In contrast, predictive maintenance with computer vision and AI significantly enhances monitoring and analyze detailed equipment images. This computer vision technology detects even the most minor anomalies, such as micro-cracks or misalignments, that traditional sensors or human inspections might overlook. By identifying potential problems early, predictive maintenance with computer vision system allows for timely interventions, improving equipment reliability, reducing downtime, and extending the lifespan of assets.
Reduce Maintenance Costs
Computer vision predictive maintenance identifies early equipment issues and optimizes manufacturer maintenance scheduling. By leveraging advanced computer vision AI algorithms to detect and analyze even the most subtle anomalies, this approach enables manufacturers to anticipate problems before they escalate into costly emergencies. This foresight allows for strategic planning of maintenance activities, minimizing the need for urgent repairs and reducing the frequency of unnecessary part replacements. Consequently, it significantly reduces repair and labor costs, streamlines maintenance operations, and enhances overall equipment efficiency. This proactive approach extends the machinery’s lifespan and contributes to smoother production operations and substantial cost savings.
Data-Driven Decision Making
One of the standout benefits of AI for manufacturing equipment monitoring is the wealth of historical data that it generates, which offers manufacturers invaluable insights into manufacturing equipment performance and operational efficiency. By continuously collecting and analyzing detailed data, AI enables manufacturers to track performance metrics, detect emerging issues, and assess the effectiveness of maintenance strategies in real-time. This rich dataset empowers manufacturers to make informed, data-driven decisions regarding equipment upkeep, schedule maintenance, process optimization, and overall operational improvements. Leveraging these insights leads to more competent maintenance practices, enhanced process efficiencies, and informed strategic planning, ultimately fostering a more responsive, agile, and efficient manufacturing environment.
Extended Equipment Lifespan
Through real-time insights and timely interventions, Vision AI plays a crucial role in extending the lifespan of manufacturing equipment by intercepting minor issues before they escalate into severe problems. Continuous monitoring equipment with AI enables the detection of early signs of wear, misalignment, or other anomalies that might go unnoticed. Addressing these issues promptly prevents them from developing into costly, major failures that could lead to significant downtime and expensive repairs. This proactive approach ensures that machinery operates at peak efficiency for extended periods, resulting in substantial long-term savings on replacements and maintenance. Vision AI for predictive maintenance contributes to more reliable and cost-effective manufacturing operations by optimizing equipment performance and extending asset longevity.
Enhanced Safety
Predictive maintenance enhanced by computer vision offers a technical edge through continuous, real-time equipment monitoring. By leveraging high-resolution imaging and advanced algorithms, these systems detect early signs of potential issues, such as temperature anomalies, structural deformations, and wear patterns. This continuous surveillance enables proactive identification of problems before they develop into critical failures or safety hazards. The system’s ability to perform precise, automated analyses reduces human error and provides actionable insights, allowing operators to implement timely interventions. This improves operational efficiency and equipment reliability and significantly enhances workplace safety by preventing accidents and downtime.
Resource Optimization
Vision AI allows manufacturers to allocate resources more effectively by providing precise, real-time insights into equipment conditions. With advanced image analysis and anomaly detection, maintenance teams at manufacturing facilities can identify which assets need immediate attention and which are functioning optimally. This targeted approach reduces wasted time, materials, and labor by focusing efforts only where they are needed most. As a result, operations remain streamlined and efficient, minimizing downtime and extending the lifespan of equipment. Manufacturers can achieve better overall productivity and cost savings by optimizing resource allocation.
By incorporating computer vision predictive maintenance programs, manufacturers can optimize performance, increase productivity, and reduce costs—all while maintaining safer and more reliable production environments.
Conclusion
Incorporating AI and computer vision into predictive maintenance is revolutionizing the manufacturing industry by providing advanced tools for proactive equipment management. Traditional maintenance strategies, often reactive or based on fixed schedules, can lead to costly downtimes and inefficiencies. By contrast, AI for predictive maintenance offers real-time monitoring and precise anomaly detection, enabling manufacturers to address potential issues before they escalate into major problems. This proactive approach not only minimizes unplanned downtime but also optimizes operational efficiency and extends the lifespan of equipment.
The advantages of these predictive maintenance systems are substantial, including reduced downtime, improved accuracy, and significant cost savings. AI and computer vision generate valuable data that informs better decision-making, enhances safety, and optimizes resource allocation. As the manufacturing sector becomes increasingly complex, leveraging these cutting-edge technologies will be crucial for maintaining a competitive edge and achieving more reliable and cost-effective operations.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Unlocking the Power of AI for Sustainable Manufacturing
Introduction
The world is growing hotter, leading to escalating crises such as rising temperatures, sudden floods, droughts, and other severe environmental issues. Extreme heatwaves, erratic storms, and unprecedented weather events are becoming increasingly common. In response to these pressing issues, there is a growing global movement toward sustainable living, aiming to mitigate the damage and create a more resilient future.
However, a major contributor to these problems is the heavy metal and manufacturing industry, particularly steel and cement production, which significantly exacerbates these environmental challenges with its substantial carbon emissions. To make a meaningful difference, we must focus on making these industries more sustainable for a better future.
How can AI contribute to Sustainable Manufacturing?
AI is revolutionizing sustainable manufacturing by enhancing efficiency and reducing environmental impact. In industries like the heavy metal sector, AI for sustainable manufacturing optimizes energy consumption by adjusting operations in real-time, ensuring machinery operates at peak efficiency. This optimization leads to lower energy use and reduced carbon emissions, contributing to a smaller carbon footprint. Additionally, AI improves waste management by analyzing production data to minimize waste, recycle materials, and handle hazardous by-products more effectively.
Computer vision AI platforms are instrumental in these advancements, offering precise monitoring and management of production processes. AI for sustainability extends its benefits to resource efficiency by enabling better use of raw materials, water, and chemicals through predictive analytics and digital twins—virtual models of the manufacturing process. These tools simulate various scenarios to recommend the most resource-efficient methods, reducing both waste and the environmental impact of material extraction. In industries dealing with hazardous chemicals, AI for environmental sustainability ensures safer practices by tracking substances, predicting potential hazards, and providing early warnings to prevent accidents. As AI technology continues to advance, its role in AI for sustainable development will become increasingly crucial, paving the way for a greener future.
Key Areas Where AI Enhances Sustainability in Manufacturing
Reducing Carbon Footprint with AI for Sustainable Manufacturing
Reducing carbon emissions is a critical component of achieving sustainability in manufacturing, and AI is playing a transformative role in this area. AI for sustainable development, particularly through advanced computer vision platforms, enables real-time monitoring and optimization of energy-intensive processes. In the cement industry, for example, computer vision AI platform assesses the health of cement kilns, identifying whether they are dusty, healthy, or hot. By providing precise recommendations, this technology helps control fuel rates, prevent kiln jamming, and significantly reduce energy consumption. As a result, manufacturers can lower their carbon footprint and produce greener cement, making their operations more environmentally sustainable and contributing to global efforts to combat climate change.
Effluent treatment with AI for Sustainable Manufacturing
Effluent treatment is a critical area where AI is driving sustainability in manufacturing, particularly in industries like steel production. AI models play a pivotal role in reducing the toxicity of industrial discharges, which is essential for minimizing environmental impact. For instance, in steel plants, AI solutions such as AiFe are instrumental in controlling cyanide levels in effluents, ensuring they meet stringent environmental standards. By optimizing these parameters, AI significantly improves the quality of effluents discharged into the environment, enhancing plant sustainability and contributing to a safer and cleaner ecosystem. This alignment with broader environmental goals underscores the transformative impact of AI on sustainable manufacturing practices.
Managing hazardous chemicals
Managing hazardous chemicals effectively is essential for sustainable manufacturing, and AI-driven solutions are making significant strides in this area. AI for sustainable development includes the use of digital twin models in processes like pulp manufacturing. For example, a computer vision AI platform has been utilized in the bleaching stage to reduce the use of harmful chemicals and minimize effluent generation. This not only improves the sustainability of the manufacturing process but also ensures a safer and more environmentally responsible operation.
Case Studies: Real-World Applications of AI in Sustainable Manufacturing
In a prominent steel company, the implementation of Ripik AI Intellifurnace has significantly advanced sustainability efforts in the manufacturing sector. By integrating advanced AI-driven solutions, including computer vision AI, the steel manufacturer has optimized its furnace operations, leading to remarkable improvements in energy efficiency, process stability, and emission reductions. This innovative approach is a key step towards producing greener steel, setting a new standard for environmentally responsible manufacturing practices.
Real-time Raw Material Sizing Using Computer Vision AI
The steel manufacturer has leveraged Ripik Intellifurnace’s computer vision AI platform to achieve over 90% accuracy in sizing raw materials such as coke, sinter, pellet, and lump ore. This system provides real-time material non-compliance alerts every minute, detecting issues like higher fines percentages and visual anomalies, including high moisture content. By ensuring raw materials are consistently within the optimal size range, the company has enhanced the efficiency of its furnace operations, reduced energy consumption, and minimized waste—contributing to its sustainability goals.
Burden Mix Optimization and Data Warehouse Integration
To further its commitment to sustainable practices, the steel industry adopted Ripik’s AI-powered Burden Mix Optimizer. This production line monitoring solution calculates the most cost-effective and chemically balanced burden mix, considering input chemistry and the cost of components. The integration of a data warehouse helps identify the most optimal operating parameters for this composition. By reducing the need for excessive raw material consumption, this AI-driven optimization has significantly lowered the overall environmental footprint of the steel production process.
Stability Control Through Burden Distribution Optimization
Maintaining stability in furnace operations is crucial for achieving energy efficiency and reducing emissions. The steel manufacturer implemented Ripik Intellifurnace’s blast furnace monitoring system, which provides real-time stability indicators based on pressure and thermal profiles within the furnace. The system generates automated alerts when stability is low and offers actionable recommendations for burden distribution adjustments. By stabilizing furnace conditions, the company has reduced operational inefficiencies, leading to lower energy usage and emissions, thus supporting its AI for sustainable manufacturing initiatives.
Root Cause Analysis (RCA) for etaCO Efficiency
In its quest to lower carbon emissions, the steel industry has utilized Ripik’s AI model to maintain high carbon monoxide utilization efficiency (etaCO). The AI system provides real-time root cause analysis and corrective recommendations whenever there is a drop in etaCO. This proactive approach has enabled the manufacturer to maintain high etaCO levels, resulting in lower coke rates and reduced carbon emissions. Additionally, the company has utilized vision AI platforms dashboards for quality of steel cast, ensuring that the final product meets stringent quality standards while minimizing environmental impact.
Hot Metal Silicon Prediction
The manufacturer has also adopted Ripik’s AI-ML model to predict the silicon content in upcoming casts based on real-time data from raw material and process parameters. This AI system offers recommendations for adjustments in pulverized coal injection (PCI) or RAFT (Reactor and Furnace Technology) to stabilize the silicon content. These optimizations have led to reduced energy consumption and minimized the environmental impact of the steel production process. Furthermore, the use of AI has contributed to reducing cloud compute costs associated with managing large datasets and complex simulations, making the entire process more sustainable.
Conclusion
As the world is heating up with the escalating challenges of climate change and environmental degradation, the manufacturing industry, especially heavy sectors like steel and cement, must evolve to become more sustainable. Integrating AI in sustainable manufacturing is more than a technological advancement—it is a crucial step towards building a resilient, eco-friendly future. By optimizing processes, reducing waste, and minimizing carbon emissions, AI-driven solutions such as computer vision systems and real-time monitoring tools are helping manufacturers not only meet environmental regulations but also improve operational efficiency and profitability.
The journey towards sustainable manufacturing is ongoing, and with AI at the forefront, it holds the promise of a greener, more sustainable world.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Reduce Cloud Computing Expenses Without Sacrificing Performance
Introduction
Imagine needing a large storage solution for your important files and photos, but instead of purchasing a costly hard drive, you rent space in a highly secure and accessible online storage system. This is the essence of cloud computing—providing flexible and scalable access to your data from anywhere with an internet connection. However, just as renting an apartment can become expensive, utilizing cloud resources can also incur significant costs, especially when large amounts of storage and computational power are required. Reducing these costs without sacrificing performance is a key challenge that many businesses face today.
The Ubiquity of AI
Artificial Intelligence (AI) is reshaping industries worldwide, including healthcare, finance, manufacturing, and retail. As AI technology evolves, its integration into business processes has become essential for maintaining a competitive edge and fostering innovation. However, this rapid expansion comes with a notable challenge: escalating costs associated with cloud computing and storage. As cloud computing becomes more integral to business operations, finding ways to manage these costs effectively while maintaining high performance is crucial.
The Problem: Escalating Compute and Storage Costs
As businesses scale their AI operations, they encounter significant expenses related to computing and storage. According to data from Ripik.ai’s extensive deployments, different AI models exhibit varying compute requirements:
Training and Inference Costs
Training AI models can be a major expense, accounting for 30% to 70% of total computational costs, with inference further adding to the cost. The need for substantial storage, particularly for image data, exacerbates the financial burden. As organizations strive to scale up their AI initiatives. However, reducing cloud computing costs becomes a primary objective.
Machine Learning Numerical Models
Machine learning numerical models are at the top of the list when it comes to computational power demands. These models perform complex calculations and data processing tasks, often involving large datasets and intricate algorithms. The computational requirements for these models can be up to five times greater than those for generative AI models. This high demand stems from the intensive processing needed to train and fine-tune the models to achieve high accuracy and reliability.
Generative AI Models
Generative AI models, such as those used for creating text, images, or even videos, require substantial computational resources, though they are less demanding than numerical models. These models involve processes like deep learning and neural networks, which consume considerable computing power, especially during training phases. While generative AI models are more efficient than numerical models, they still represent a significant portion of the overall computational expenses.
Vision AI Models
Vision AI models, which are designed to analyze and interpret visual data such as images and videos, fall between numerical and generative models in terms of compute requirements. These models need twice the computing power compared to generative AI models. The increased demand is due to the complexity of processing visual information, which often requires advanced techniques like convolutional neural networks (CNNs) and extensive data augmentation to improve model performance. Vision AI applications, such as object detection, image classification, and video analysis, necessitate powerful computational resources to achieve accurate and timely results.
The Solution: Ripik.ai’s Cutting-Edge Research
Ripik.ai has dedicated two years to pioneering research focused on reducing cloud computing costs without sacrificing performance. By leveraging advanced model architectures and strategic partnerships, Ripik.ai offers innovative solutions for optimizing both compute and storage expenditures.
Advanced Model Architectures
Ripik.ai’s research into advanced model architectures aims to solve problems more efficiently, reducing computational demands. This involves optimizing algorithms and network structures to improve AI performance while lowering resource requirements.
Optimized Architectures
Through meticulous refinement of model structures, Ripik.ai achieves significant reductions in computational demands. By fine-tuning algorithms and adjusting network architectures, the company ensures that AI models operate efficiently without compromising on accuracy or reliability. This optimization process not only enhances performance metrics like latency and time-to-completion but also minimizes the overall compute resources required, leading to cost savings for organizations deploying these models.
Hybrid Architectures
Ripik.ai implements hybrid architectures that combine on-premise infrastructure with cloud resources. This approach involves using on-premise servers for approximately 80% of computational tasks, while offloading the remaining workload to the cloud. This setup offers:
Cost Efficiency: Reduces reliance on expensive cloud services by leveraging on-premise resources.
Flexibility: Allows dynamic allocation of workloads between on-premise and cloud environments, enhancing operational efficiency.
Scalability:Facilitates seamless scaling of AI operations, accommodating both training and inference demands.
Detailed understanding of on-premise architecture
As Ripik, based on our understanding of the Vision AI use cases and infra required to need AI workloads, we have identified ideal server configs for Computer vision use cases out of the myriad of configs available. This enables savings of millions of dollars for large enterprises when they are setting up their on-premise infra.
Other Storage Costs Reduction Process
Effective management of storage is crucial for cost reduction. Ripik.ai employs several strategies to minimize storage expenses:
Dynamic Compression
Ripik.ai utilizes dynamic compression techniques to reduce the size of stored data. By compressing data dynamically, the platform minimizes storage requirements without compromising data integrity or accessibility.
Archival Cold Storage
To manage less frequently accessed data cost-effectively, Ripik.ai employs archival cold storage solutions. This approach involves moving data that is not accessed regularly to low-cost storage tiers designed for long-term retention.
Strategic Partnerships
Ripik.ai collaborates with industry leaders such as Nvidia, Dell, AWS, and Microsoft to enhance its AI solutions. These partnerships leverage Nvidia’s GPU technology, Dell’s hardware optimizations, AWS’s scalable cloud services, and Microsoft’s robust software solutions to deliver high-performance AI capabilities while controlling costs.
Partner with Ripik.ai
Ripik.ai is eager to collaborate with data science teams from Fortune 100 companies to deploy its platform and achieve significant reductions in infrastructure costs. By leveraging Ripik.ai’s advanced research and strategic alliances, businesses can optimize their AI deployments without incurring prohibitive expenses.
For more information on how Ripik.ai can help your organization reduce cloud computing costs and enhance AI performance, contact us today. Together, we can drive innovation and efficiency in your AI initiatives.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Redefining Production Monitoring System with Computer Vision AI
Introduction
In the rapidly evolving landscape of industrial manufacturing, the need for efficient, accurate, and real-time production monitoring has never been more critical. Accurate production data is essential for manufacturing teams, as traditional manual data collection hinders quick responses to issues and performance optimization. The advent of Industry 5.0 has brought forth a new era where cutting-edge technologies are transforming traditional production monitoring systems. Among these, Computer Vision AI stands out as a game-changer, particularly in production monitoring softwares. Companies can now digitally track production through user-friendly dashboards and actionable data, enhancing decision-making and reducing errors. Computer Vision AI is a transformative technology poised to redefine production monitoring systems, contributing unparalleled accuracy, efficiency, and insight.
Understanding Production Monitoring Systems
Production monitoring systems are critical in manufacturing and industrial settings. They are designed to track, record, and analyze the performance of production processes, as well as identify shortcomings or areas for improvement. Production monitoring systems provide necessary information on equipment efficiency, production rates, downtime, and quality control. Historically, these systems have relied on manual inspections, basic sensors, and human oversight to ensure operation and performance of production lines.
Traditional monitoring system is labor-intensive, relying primarily on human intervention and observation. Apart from being time-consuming, it is also prone to human error, leading to potential inaccuracies in data accumulation and analysis. As industries strive for higher productivity and minimal waste, traditional monitoring systems have certain limitations.
The limitations of conventional monitoring systems include
Manual Errors: Human inspections are prone to errors and inconsistencies.
Latency: Delays in detecting and addressing issues can lead to significant production downtime.
Scalability: Traditional systems stumble to scale with increasing production volumes and complexities.
Data In-accuracy: Disparate systems lead to fragmented data, hindering holistic analysis and decision-making.
Importance production monitoring software Data
Production data is the backbone of effective production monitoring. It provides the essential information needed to make informed decisions, identify areas for improvement, and optimize manufacturing processes. This data can be collected from various sources, including machines, sensors, and production lines, and encompasses a wide range of metrics such as production output, machine utilization, and quality metrics. Accurate and timely production data is crucial for tracking performance, identifying inefficiencies, and implementing continuous improvement strategies. By leveraging this data, manufacturers can gain valuable insights into their operations, enabling them to enhance production efficiency, reduce waste, and maintain high-quality standards.
Downtime Tracking
Without an
manufacturing plant monitoring software, manufacturers rely on manual logging, which is often prone to errors and inconsistencies, making it difficult to accurately assess manufacturing downtime causes and trends. Production Monitoring enables Downtime tracking to ensures real-time production equipment monitoring, instantly logs stoppages, identifies recurring issues through root cause analysis, and uses predictive analytics to prevent failures before they occur.
Real-Time Production Monitoring and Control
Real-time production monitoring and control enables real-time visibility into machine performance, production rates, and resource use. Automated issue detection alerts manufacturers to downtime, quality issues, and inefficiencies, helping improve production behavior. It allows optimized resource allocation by adjusting labor, materials, and schedules. Enhanced quality control ensures consistency, and data-driven insights improve manufacturing operations.
Data-Driven Analytics Dashboard
Production Monitoring Software offers an analytics dashboard that consolidates data from various sources, providing real-time insights into production rates, machine health, and resource usage. It enhances decision-making with clear visualizations and proactive problem-solving. Customizable dashboard views ensure easy access to actionable data, while the tool drives continuous improvement, optimizing resources and boosting production efficiency.
The Role of Computer Vision AI in Production Monitoring
Computer Vision AI, a subset of artificial intelligence that enables machines to interpret and understand visual information, has emerged as a powerful tool in production monitoring. By leveraging advanced image processing algorithms, deep learning models, and high-resolution cameras, Computer Vision AI can automate and enhance the monitoring of production processes in unprecedented ways. It mimics human vision by recognizing patterns, identifying objects, and interpreting complex scenes. This technology is placed throughout production facilities, allowing for continuous and automated monitoring of processes.
A Computer Vision AI platform enables real-time factory monitoring on the production line, identifying defects and anomalies with high precision. Production line monitoring with computer vision also enable AI for Overall Equipment Effectiveness (OEE) improvement. Real-time factoy monitoring softwares are designed to provide manufacturers with immediate insights into their production processes. These systems visualize, analyze, and optimize cycle times for performance, machine availability, and quality metrics to monitor and improve OEE. By offering real-time visibility into the production floor, these systems enable manufacturers to quickly identify and address issues, optimize workflows, and drive continuous improvements.
Integrating Computer Vision AI technology transforms production monitoring by providing manufacturers with detailed insights into their processes, helping to minimize downtime, reduce waste, and ensure consistent product quality. By providing real-time data visibility and monitoring on the plant floor, Computer Vision AI empowers operators to respond quickly to issues, ultimately driving improvements in production performance.
Applications of Production Monitoring Systems in Manufacturing Process
Production monitoring systems play a crucial role in modern manufacturing by providing comprehensive oversight and control across various areas of the production process. From raw material inspection to final product quality, factory monitoring systems enable manufactures to achieve greater efficiency, improve quality, and optimize resource usage throughout the production cycle.
Here are the various areas of the production process where the application of a production monitoring software can enhance the efficiency of manufacturing processes.
Raw Material Inspection
Production monitoring systems enable raw material inspection, ensuring that incoming materials meet required quality standards. This early-stage real-time monitoring involves verifying the size and specifications of raw materials to ensure they match production requirements. Additionally, these systems detect foreign materials or contaminants that could compromise the quality of the final product. By addressing these issues before production begins, manufacturers can prevent defects from entering the production process, reduce the risk of compromised product quality and address time lag between shifts, ensuring efficient production flow.
Production Line Monitoring
Production line monitoring is a critical application of factory monitoring systems, offering real-time insights into the efficiency and performance of the manufacturing process. Computer Vision AI solution enables real-time production line monitoring to analyze visual data to detect potential anomalies such as equipment malfunctions, bottlenecks, or inconsistencies in product quality. By identifying defects, inconsistencies, and deviations from standards in real-time, these systems allow for immediate corrective actions, minimizing disruptions and ensuring smooth production line operation. Production monitoring system provides valuable feedback for process optimization by leveraging advanced analytics and real-time visual data to manufacturers enabling them to adjust workflows, improve throughput, and maintain high-quality standards throughout the production cycle.
Assembly Line Monitoring
Assembly line monitoring enables accuracy, efficiency, and consistency in the assembly process. Production monitoring systems use real-time data collection and advanced analytics to detect incorrect part placements or misalignments, allowing immediate corrective actions. They verify each step of the assembly process to ensure components are correctly positioned and assembled, enhancing overall product quality. Production monitoring systems help optimize workflows and improve throughput by identifying inefficiencies and bottlenecks.
Heat Treatment & Furnace Area
The heat treatment process in manufacturing requires precise control over temperature and processing times to ensure material quality. AI-powered production monitoring software(PMS) enhance this by using computer vision and real-time data analytics. Thermal imaging cameras monitor furnace temperatures, detecting anomalies like hot or cold spots that can impact product integrity. AI-driven manufacturing monitoring systems analyze video feeds to verify compliance with heating, holding, and cooling cycles, reducing process deviations. Computer vision aids in batch tracking, preventing mix-ups and optimizing workflow efficiency. Predictive maintenance powered by AI detects early signs of furnace wear, minimizing unplanned downtime. Automated defect detection identifies issues like oxidation or scaling before they compromise quality. By integrating AI and computer vision, production monitoring software ensures higher efficiency, consistency, and reliability in heat treatment operations.
Inventory Management
Computer Vision solutions provide real-time tracking of raw materials, components, and finished goods, ensuring that inventory levels are always right. Production monitoring provides continuous insights into stock levels and usage rates. It also optimizes storage space and minimizes waste by ensuring materials are used efficiently and within their shelf life. Production monitoring software enable stockpile management helps avoid shortages of raw materials that could disrupt production while also preventing overstocking, which can lead to material degradation or increased storage costs. Incorporating production monitoring systems into inventory management strategies saves money, streamlines operations, and makes the manufacturing process more efficient and reliable.
Machine & Equipment Maintenance
Production and downtime monitoring is part of the real time manufacturing process. Computer vision AI systems continuously assess the performance and condition of machinery, providing real-time alerts that help prevent unexpected breakdowns. Production monitoring system enables machine monitoring on various parameters such as vibration, temperature, and operating speed to detect signs of wear and tear early. This enables predictive maintenance of equipments, allowing for timely interventions before minor issues escalate into major failures. The real time machine monitoring software features include quality monitoring, determining root causes with downtown tracking, automated alerts, notification, etc. Scheduled maintenance based on actual equipment condition, rather than on fixed intervals, ensures that machinery operates at peak efficiency, reducing downtime and extending the lifespan of the equipment.
Safety and Workforce Monitoring
Incorporating computer vision AI for safety compliance and Workforce monitoring enhances the safety of the production environment. Production monitoring systems monitor employee actions, ensuring compliance with safety protocols and quickly identifying unsafe practices or conditions. Alerts are generated in real time to prevent accidents and ensure that safety standards are consistently met. The proactive approach of production monitoring systems towards safety protects workers, reduces liability, and enhances the company’s reputation as a responsible employer.
Finished Goods Inspection
Production monitoring platform utilizes advanced technologies to inspect finished products, ensuring they meet all quality standards. Analyzing visual data and performing automated checks, it detects defects and deviations in real-time, ensuring that only high-quality products are shipped. This reduces customer returns, enhances reliability, and maintains product integrity, supporting customer satisfaction.
Waste Reduction and Sustainability
Incorporating Computer Vision AI into factory monitoring systems enhances efficiency and plays a crucial role in waste reduction and sustainability. Manufacturers can minimize resource wastage by accurately identifying defects and optimizing processes, reducing energy consumption, and contributing to a more sustainable production environment.
Benefits of Production Monitoring System in Manufacturing Sector for production efficiency
Production monitoring systems have become indispensable tools in modern manufacturing, offering a range of benefits that significantly impact operational efficiency and product quality. Integrating Computer Vision AI further amplifies these benefits, bringing advanced capabilities to the forefront of manufacturing processes.
Here’s how they transform the manufacturing sector:
Enhanced Accuracy and Efficiency in Monitoring
Production monitoring systems provide real-time visibility of manufacturing processes, enabling real-time insights and alerts for precise monitoring of production processes to track performance metrics, identify bottlenecks, and optimize workflows. With Computer Vision AI, this efficiency is further enhanced by automating visual inspections and data collection, leading to faster and more accurate production process adjustments. This enables issues to be promptly identified and resolved, maintaining the highest product quality standards.
Cost Reduction
Integrating computer vision in
factory floor monitoring system enables cost optimization in manufacturing. By enabling real-time monitoring and analysis, the production monitoring system identifies inefficiencies, equipment malfunctions, and quality deviations early in the production process. Automated inspection powered by Vision AI eliminates reliance on manual checks, reducing labor costs and ensuring consistent and accurate quality control. For instance, pharmaceutical companies have reported annual savings of up to $750,000 by reducing false reject rates through visual inspection systems in production positioning itself as a vital tool for manufacturers to aim for profitability and achieve sustainable growth in competitive markets.
Anomaly Detection
Computer Vision AI excels in anomaly Detection in Manufacturing by analyzing visual data for irregular patterns or deviations from normal operations. Production monitoring system capability allows for the early detection of equipment or process deviations, such as equipment malfunctions, product defects, or process inefficiencies, before they escalate into significant problems. Early anomaly detection helps implement timely corrective measures, minimize disruptions, and maintain consistent production quality.
Improved Product Quality
Production monitoring systems with Computer Vision AI provide high-precision defect detection by leveraging advanced image analysis to identify inconsistencies beyond human capability. Production monitoring systems enable real-time corrective actions, preventing defects from escalating and ensuring consistent product quality. By integrating Computer Vision AI, manufacturers achieve superior quality control, reduced defects, and optimized production efficiency.
Data-Driven Insights
Production monitoring systems with Visual AI platforms analyze vast datasets to identify patterns, trends, and inefficiencies. Computer Vision AI enhances this by extracting insights from visual data, detecting subtle quality issues, and optimizing processes beyond traditional methods. Computer Vision systems integration enables precise quality control, improves production consistency, and provides manufacturers with actionable intelligence for continuous process improvement.
Reduced Downtime
Predictive analytics and real-time production line monitoring enable alerts that help anticipate equipment failures before they occur. Computer Vision AI contributes by monitoring equipment conditions and visualizing wear-and-tear patterns, enabling proactive maintenance and minimizing unplanned downtime. By continuously analyzing visual data, AI can identify emerging issues early, allowing for timely interventions that prevent costly disruptions. This proactive approach ensures smoother operations, extends the lifespan of equipment, and enhances overall production efficiency. Automation and computer vision-based maintenance can reduce operating costs by up to 50%, attributed to higher productivity and reduced machine downtime.
Enhanced Safety
Production monitoring systems ensure a safer workplace by continuously tracking equipment performance and environmental conditions. When integrated with Computer Vision AI, these systems provide advanced safety measures by detecting unsafe conditions and potential hazards through real-time image analysis. This enables quicker responses and corrective actions, significantly reducing the risk of accidents and enhancing overall workplace safety. Additionally, the technology supports ongoing safety improvements by identifying recurring issues and assessing the effectiveness of safety protocols.
Scalability and Flexibility
Production monitoring system powered by Vision AI elevates scalability and flexibility by offering real-time visibility into manufacturing processes, enabling swift adaptation to evolving demands. Through AI-driven automation and predictive analytics, these systems optimize resource allocation, streamline workflows, and minimize bottlenecks, ensuring smooth scaling of operations. Their modular architecture allows for seamless integration with existing infrastructure, making it easier to expand production lines, introduce new products, or adjust to fluctuating production volumes without compromising efficiency. By harnessing data-driven insights from the Vision AI platform, manufacturers can make well-informed decisions, enhance adaptability, and sustain consistent quality across diverse production scales.
Waste Reduction and Sustainability
Modern manufacturing process monitoring systems are scalable and adaptable to various manufacturing environments. Computer Vision AI further supports this scalability by allowing systems to be easily adjusted to accommodate different products and production processes, providing flexibility as manufacturing needs evolve.
Conclusion
Computer Vision AI is redefining production monitoring systems, offering manufacturers unprecedented levels of accuracy, efficiency, and insight. By enhancing real-time defect detection, enabling predictive maintenance, optimizing processes, and ensuring safety and compliance, Computer Vision AI addresses many of the limitations of traditional monitoring systems. While challenges exist, a strategic approach to implementing Computer Vision AI can unlock significant benefits, driving operational excellence and competitiveness in the modern manufacturing landscape. Embracing this technology is not just about keeping up with industry trends—it’s about positioning your organization for future success in a rapidly evolving market.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
Enhancing Anomaly Detection in Manufacturing with Computer Vision AI
Introduction
https://youtu.be/kwdBrYegisw
The manufacturing industry is an essential pillar in any economy, driving the supply of global necessities. Success in manufacturing depends on maintaining high-quality production standards and high efficiency, which are ever-increasing with advancements in manufacturing systems, procedures, and technology. However, anomaly detection in manufacturing is a critical component of maintaining product quality, ensuring operational efficiency, and reducing waste.
In recent years, integrating artificial intelligence (AI) and computer vision-based anomaly detection technologies has redefine anomaly detection, quality inspection, and control. In this article we will explore the role of computer vision AI in enhancing anomaly detection in manufacturing and discuss its various applications, benefits, and future trends.
What is Anomaly Detection?
Anomaly detection is a pivotal technique in data analysis and machine learning to identify patterns or observations that significantly deviate from the expected norm. These deviations, often termed anomalies or outliers can signal critical issues such as system malfunctions or notable shifts in data trends. Early anomaly detection is crucial for mitigating risks and enhancing operational efficiency across various industries.
Anomaly detection is essential due to its ability to highlight irregularities that may have serious implications. Anomaly detection in manufacturing is particularly valuable, it can be applied anomaly detection software to monitor equipment and processes, allowing for early identification of malfunctions or quality issues. By early anomaly detection, manufacturers can prevent costly downtime and maintain high product quality. Moreover, advancements in video anomaly detection with computer vision have brought a new dimension to this field. By analyzing video feeds from manufacturing processes, computer vision algorithms can detect defects or deviations in real-time. The ability to identify and address anomalies quickly is vital for improving system integrity, preventing financial losses, and ensuring operational efficiency.
What is Anomaly Detection in Manufacturing?
Anomaly detection refers to identifying patterns in data that deviate from the expected norm. In manufacturing sectors, anomalies can occur in the form of defects, deviations from standards, or irregularities in production processes, equipment functionalities and material inconsistencies. From irregularity in pipe sizes to failure in conveyor belts, detecting these anomalies is vital for efficient and effective process optimization.
However, anomaly detection in manufacturing is crucial for ensuring high product quality, optimizing efficiency, and reducing costs. By identifying defects or deviations, manufacturers can prevent defective products from progressing through the production line, minimizing costly rework, waste, and disruptions. This proactive approach enhances production efficiency, safeguards safety, ensures compliance with regulatory standards, reduces costing and contributes to sustainability. Overall, anomaly detection in manufacturing helps maintain operational excellence and offers a significant competitive advantage.
Anomaly Detection Techniques
Anomaly detection techniques are essential for identifying unusual patterns or outliers in data, which can indicate potential issues in manufacturing processes. These techniques can be broadly classified into three categories: statistical methods, machine learning methods, and deep learning methods.
Anomaly Detection Models
Anomaly detection models are mathematical frameworks designed to identify unusual patterns or outliers in data. These models can be categorized into three main types: supervised models, unsupervised models, and semi-supervised models.
Building an Anomaly Detection Model
Building an effective anomaly detection model involves several critical steps, each contributing to the model’s ability to accurately identify anomalies in manufacturing processes.
Evaluating Anomaly Detection Performance
Evaluating the performance of an anomaly detection model is crucial to ensure its effectiveness in identifying anomalies in manufacturing processes. Several key metrics are used to assess the model’s performance.
What is the Role of Computer Vision in Anomaly Detection with Visual Data?
Computer vision AI enables machines to interpret and understand visual data, such as images and videos. Computer vision AI-based systems analyze visual inputs, identify patterns, and make decisions based on analysis guided by advanced algorithms and machine learning techniques. In the context of anomaly detection, computer vision AI helps identify defects, irregularities, and other anomalies in manufacturing processes by analyzing images or video feeds of products or production lines.
The advantages of using computer vision for anomaly detection are numerous. Computer vision systems can process large volumes of data quickly and accurately, making them more efficient than traditional inspection methods. The visual feed that can be analyzed using computer vision is significantly more than the samples observed under the human eye. The integration of computer vision in anomaly detection offers several advantages:
Real-Time Monitoring
Computer vision AI platforms continuously monitor production processes and provide instant feedback on quality, deviations, and anomalies through real time anomaly detection. Real-time monitoring with computer vision allows manufacturers to identify anomalies immediately, eliminating the need for manual inspections, leading to cost savings, higher quality, and improved sustainability.
High Accuracy
Advanced image processing algorithms and machine learning models detect even subtle deviations that human inspectors may miss. This high level of accuracy in the quality of products, equipment maintenance and overall production.
Utilizing statistical measures such as mean and standard deviation is crucial for achieving high accuracy in anomaly detection. These statistics help in accurately assessing data distributions, which is essential for improving data analysis in various applications, including fintech fraud detection.
Consistency
Unlike human inspectors, computer vision AI solutions are not affected by fatigue or variability in performance. This consistency in detection ensures uniform quality control throughout the production process.
Scalability
Computer vision AI are easy to scale, they enable monitoring in multiple production and assembly lines simultaneously, making them suitable for large-scale manufacturing operations. All these capabilities result in cost saving and scalability.
Key Features of Anomaly Detection Software in Manufacturing
Anomaly detection software tailored for manufacturing provides essential tools for maintaining equipment performance and ensuring smooth operations. Here are the key features that enhance its effectiveness in this sector:
Real-Time Anomaly Detection
Real Time Anomaly Detection helps identify problems the moment they happen in a manufacturing process. It constantly monitors machines, products, or operations using data and AI. When something goes wrong, like a defect, a sudden change, or an unexpected event, it quickly spots the issue and alerts the team. This allows faster decisions, reduces downtime, and keeps production smooth and efficient.
Automated anomaly Detection
Leveraging advanced algorithms, anomaly detection software automates the identification of deviations from standard patterns in real-time. In a manufacturing setting, this automation reduces the need for manual intervention and ensures timely detection of potential issues such as anomaly detection in machinery or process deviations. By promptly identifying anomalies, organizations can take swift corrective actions, minimizing the impact of problems and enhancing overall operational efficiency.
Scalability
Designed to handle vast amounts of data efficiently, modern anomaly detection solutions scale seamlessly with increasing data volumes. In manufacturing environments where data from numerous sensors and machinery is continuously generated. The scalability ensures that the software remains effective as manufacturing operations grow, from small facilities to large industrial plants, supporting sustained performance and reliability.
Flexibility and Integration
Anomaly Detection Software are highly adaptable, integrating seamlessly with existing manufacturing systems and workflows. They can be customized to meet the specific needs of different manufacturing processes, equipment types, and industry requirements. This flexibility ensures that the software aligns with the unique operational demands of each manufacturing facility, providing a tailored approach to monitoring and analysis.
Advanced Algorithms
Utilizing sophisticated machine learning and statistical techniques, anomaly detection software can identify both simple and complex anomalies in manufacturing processes. Model training is crucial in preparing datasets for advanced algorithms to detect anomalies. This includes detecting subtle deviations that traditional methods might miss, such as slight variations in machine performance or production quality. The advanced algorithms enhance the accuracy of anomaly detection, providing deeper insights and more reliable identification of potential issues.
Visualization and Reporting
Robust visualization and reporting features are integral to effective anomaly detection software. In manufacturing intuitive dashboards and detailed reports of anomaly detection that help operators and managers understand detected anomalies more clearly. By providing actionable insights through easy-to-interpret visualizations, the anomaly detection software facilitates better decision-making and enhances the ability to address issues proactively, improving overall production efficiency and quality control.
Applications of Computer Vision Anomaly Detection in Manufacturing
In the fast-paced world of manufacturing, maintaining high quality and efficiency is crucial. Computer vision-based anomaly detection is revolutionizing this landscape by leveraging Vision AI for Anomaly Detection. Computer Vision AI Platforms for Anomaly Detection scrutinize visual data and identify defects or irregularities in real-time. By using sophisticated algorithms and deep learning models, the platforms offer advanced visual anomaly detection capabilities that ensure precision and efficiency, catching even the most subtle issues before they impact the final product.
Vision AI for Manufacturing integrates seamlessly with production lines, providing robust solutions for vision-based anomaly detection and visual analytics for the industry. These AI platforms for anomaly detection enhance the ability to monitor and optimize manufacturing processes, reducing downtime and maintaining high-quality standards. As computer vision AI solutions continue to evolve, their role in vision AI in manufacturing will only grow, driving innovation and operational excellence in the industry.
Here’s a look at some of the most impactful applications:
Continuous equipment monitoring is essential for maintaining smooth and efficient manufacturing operations. A machine learning engineer plays a crucial role in developing robust models for continuous equipment monitoring, ensuring accurate and reliable performance. Computer vision AI platforms provide round-the-clock surveillance of machinery, ensuring that any deviations from normal operating conditions are quickly identified and addressed. By integrating visual anomaly detection, manufacturers can receive real-time alerts and automated responses to potential issues, minimizing the risk of equipment failure and ensuring optimal performance. However, anomaly detection in machinery is essential for the smooth functioning of the manufacturing industry. This capability of vision AI for manufacturing significantly enhances operational efficiency and reduces sudden downtime.
Process Optimization
Computer vision AI solutions play a key role by providing detailed insights into various production stages. By analyzing visual data, manufacturers can identify deviations from normal patterns, bottlenecks, inefficiencies, and areas for improvement. Vision AI enables them to streamline processes, balance quality control with production speed, and achieve higher productivity and lower operational costs. Visual analytics in the industry is crucial in achieving these optimization goals. Vision AI for manufacturing improves processes by enhancing efficiency, reducing waste, and increasing throughput.
Monitoring in Hazardous Areas
Computer vision AI solutions offer a robust approach to monitoring hazardous areas, crucial for maintaining safety and operational efficiency in dangerous conditions. Computer vision AI platform continuously oversees these environments using high-resolution cameras and advanced image processing techniques to detect anomalies such as equipment malfunctions, unsafe conditions, or regulatory violations in real-time, reducing the risk of accidents and enhancing safety. Vision AI operates effectively in extreme conditions—such as high temperatures, toxic environments, or explosive atmospheres—where human presence would be unsafe. This enhances safety protocols, timely alerts and automated responses, significantly improving overall safety while minimizing risks.
Safety and Compliance Monitoring
Computer Vision AI Solutions significantly enhance safety and compliance in manufacturing environments by ensuring worker safety, regulatory adherence, and environmental monitoring. Computer vision AI for Manufacturing monitors compliance with safety protocols, such as wearing protective gear, following safe practices, and flagging unsafe behaviour or hazardous conditions immediately. In industries with stringent regulatory requirements, Computer Vision AI platforms continuously monitor production processes to ensure adherence to standards, promptly identifying and rectifying any non-compliance. Additionally, computer vision tools monitor environmental factors like air quality, temperature, and humidity within manufacturing facilities, detecting anomalies that indicate unsafe conditions or potential regulatory violations early, thereby maintaining a safe and compliant workplace.
Benefits of Anomaly Detection in Manufacturing
Anomaly detection in manufacturing, powered by advanced computer vision AI technologies, offers numerous benefits that enhance overall productivity, quality, and safety within industrial environments. By identifying deviations from normal operations early, these systems enable manufacturers to address potential issues before they escalate, ensuring smoother and more efficient processes. Here are some key benefits:
Data-Driven Insights
Computer Vision in Manufacturing generates valuable data on production processes, equipment performance, and quality control. Vision-based anomaly detection and AI platforms for anomaly detection offer robust data analytics capabilities. Analyzing this data provides manufacturers with insights that can be used to optimize operations further, implement preventive measures, and drive continuous improvement.
Improved Product Quality
Computer vision applications can identify normal and abnormal images in real-time, ensuring that only high-quality items proceed through the production line. This capability reduces the risk of defective products continuing through production, thereby maintaining high manufacturing standards. Vision AI for Visual Anomaly Detection plays a crucial role in upholding these stringent quality controls, ensuring consistent product integrity and reducing waste due to faulty items.
Increased Efficiency
By automating anomaly detection in manufacturing, computer vision AI systems streamline production processes and reduce the need for manual inspections. This increases the overall speed of operations and reduces manual labour and inspection time, leading to substantial cost savings. Early anomaly detection with computer vision AI reduces waste, contributing to more sustainable manufacturing practices. Vision AI platforms provide comprehensive visual analytics for the industry, optimizing workflow and efficiency.
Reduced Downtime
Early anomaly detection of equipment is crucial for minimizing unexpected downtime in manufacturing by enabling timely maintenance and repairs. The significance of training data in building models that can detect anomalies early and reduce downtime cannot be overstated. Advanced anomaly detection software and AI anomaly detection systems continuously monitor equipment and processes, identifying deviations from normal operations before they lead to significant issues. Integrating video anomaly detection and anomaly detection visualization enhances this process by providing real-time visual data analysis, allowing immediate detection of defects or irregularities. This proactive approach maintains continuous production and reduces the costs associated with equipment failures, ensuring more efficient and reliable manufacturing operations.
Enhanced Safety
Computer vision anomaly detection monitors unsafe conditions and behaviours, such as equipment malfunctions, non-compliance with safety protocols and monitoring in hazardous areas. By identifying these issues promptly, the Computer Vision AI Platform helps prevent accidents and ensure a safer working environment for employees. Computer Vision AI operates efficiently in extreme conditions, such as high temperatures, toxic environments, or explosive atmospheres, where it would be unsafe for humans to be present. Computer vision AI solutions are critical for maintaining workplace safety.
Cost Savings
Anomaly detection in manufacturing contributes significantly to cost savings by reducing waste, improving efficiency, and minimizing downtime. The early identification of defects and maintenance needs reduces the financial impact of production issues and ensures more effective resource utilization. Computer vision platforms offer scalable computer vision SaaS solutions that help in achieving these cost benefits.
Regulatory Compliance
In industries with stringent regulatory requirements, computer vision anomaly detection ensures compliance by continuously monitoring production processes and documenting adherence to standards. This proactive approach helps manufacturers avoid penalties and maintain certification. Vision AI for Manufacturing plays an indispensable role in meeting and upholding these regulatory standards.
Environmental Monitoring
Computer vision anomaly detection in manufacturing extends to monitoring environmental conditions within manufacturing facilities, such as air quality, temperature, and humidity. Early anomaly detection in manufacturing helps maintain safe working conditions and adherence to environmental regulations. For instance, high-resolution cameras can detect particulate matter and gas leaks, while thermal imaging monitors temperature deviations. Vision-based anomaly detection is essential for maintaining a healthy and compliant environment.
Future Trends in Anomaly Detection for Manufacturing
In the evolving landscape of manufacturing, computer vision anomaly detection has emerged as a game-changer. Leveraging sophisticated computer vision image processing and machine learning algorithms, as deep learning models become more sophisticated, their ability to detect anomalies in complex visual data will continue to improve. Early adopters of this technology will enjoy seamless upgradability because of software sophistication, enabling manufacturers to identify subtle or hard-to-detect anomalies with greater accuracy.
Computer vision AI enables manufacturers to identify defects, improve quality control, and enhance operational efficiency. Some of the future trends in anomaly detection for manufacturing are mentioned below.
Integration with Robotics
The integration of computer vision with robotics will revolutionize manufacturing by enhancing precision and efficiency. Collaborative robots, or cobots, equipped with computer vision AI will be able to work alongside human operators, performing repetitive and hazardous tasks with remarkable accuracy. Their vision capabilities will allow them to respond and detect anomalies in manufacturing in real-time, significantly boosting productivity and ensuring a safer working environment. Moreover, robots with adaptive learning capabilities continuously improve their performance based on feedback from computer vision systems.
With this adaptation ability in dynamic manufacturing environments where conditions and requirements are constantly evolving with advanced robotics systems, manufacturers can achieve greater operational flexibility and maintain high standards of quality and efficiency.
Deep Learning Enhancements
Deep learning algorithms are at the forefront of computer vision anomaly detection advancements. Convolutional neural networks (CNNs), a type of deep learning algorithm, have demonstrated exceptional accuracy in identifying anomalies by learning intricate patterns from large datasets. Automated feature extraction enables faster and more reliable anomaly detection for manufacturing. This automation accelerates the inspection process and reduces the risk of human error, ensuring more consistent and accurate results.
As deep learning techniques continue to evolve, manufacturers can anticipate even greater precision in detecting defects and irregularities, leading to improved product quality and efficiency.
Conclusion
In conclusion, computer vision AI significantly enhances anomaly detection in manufacturing, leading to improved product quality, decreased waste, and increased operational efficiency. As the field of computer vision and AI continues to advance, manufacturers must stay informed about emerging technologies and trends.
By adopting these technologies, manufacturers can gain a competitive edge and position themselves for success in the rapidly evolving world of Industry 4.0. However, manufacturers can reach high efficiency, and growth by investigating and implementing computer vision-based anomaly detection.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
The Role of Computer Vision AI in Smart Manufacturing
Introduction
In recent years, Computer Vision AI has emerged as a transformative technology, reshaping the landscape of numerous industries by enabling machines to interpret and understand visual information around them. Computer vision technology is opening new avenues and efficiencies across various sectors.
The convergence of Computer Vision AI with the Internet of Things (IoT), Big Data Analytics, and automation has given rise to smart manufacturing, also known as Industry 4.0 and 5.0. Integrating advanced computer vision solutions in manufacturing has given manufacturers a crucial advancement to remain competitive and improve production efficiency.
What is Computer Vision AI?
In a very layperson term, Computer Vision AI refers to the technology that enables computers and systems to derive meaningful information from digital images, video analysis, and other visual inputs, to take actions or make recommendations based on that information. Computer vision AI relies on computer systems designed to automatically perceive and interpret visual information, simulating human visual capabilities through computational techniques. For instance, in a self-driving car, computer vision AI is used to detect and recognize objects like other vehicles, pedestrians, traffic signals, and road signs to navigate safely.
The convergence of Computer Vision AI with the Internet of Things (IoT), Big Data Analytics, and automation has given rise to smart manufacturing, also known as Industry 4.0 and 5.0. Integrating advanced computer vision solutions in manufacturing has given manufacturers a crucial advancement to remain competitive and improve production efficiency.
How is Computer Vision different from Human Vision?
Human sight and computer vision are two distinct yet interconnected domains that shape our understanding of visual perception. While computer vision relies on algorithms and artificial intelligence to process and interpret visual data, human sight benefits from innate biological processes and a lifetime of learning and contextual understanding to recognize objects and faces. In computer vision, cameras capture images or videos, and these visual inputs are processed using advanced algorithms and computational models, including object detection, pattern recognition, and image processing. Computer vision applications enable computers to analyze visual data, recognize objects, and make decisions based on the information they perceive. On the other hand, human vision begins with the eyes capturing light through the cornea and lens, focusing it onto the retina. The retina’s photoreceptors, rods, and cones, convert this light into neural signals, which travel through the optic nerve to the brain. The brain’s ability to contextualize and emotionally perceive visual information adds depth to our understanding of the world.
The convergence of Computer Vision AI with the Internet of Things (IoT), Big Data Analytics, and automation has given rise to smart manufacturing, also known as Industry 4.0 and 5.0. Integrating advanced computer vision solutions in manufacturing has given manufacturers a crucial advancement to remain competitive and improve production efficiency.
How does computer vision AI differ from other types of AI?
Computer vision AI excels in analyzing images and videos, extracting valuable insights from visual inputs. At the same time, other AI modules focus on fields like natural language processing (NLP) or robotics, which work with textual or sensory inputs beyond visuals, computer vision AI relies on image classification, object detection, facial recognition, and scene understanding, essential in applications ranging from autonomous vehicles to factories automation. The global market of AI in computer vision is projected to reach USD 63.48 billion in 2030, growing at a CAGR of 22.1% from 2025 to 2030.
How Computer Vision Works?
Computer vision works by using machine learning models to analyze and interpret visual data from images and videos. This process involves several steps, including image acquisition, image processing, and image analysis. During image acquisition, cameras or sensors capture visual data, which is then processed to enhance quality and extract relevant features. The computer vision algorithm uses deep learning techniques to recognize patterns and derive meaningful information from the visual data. This information can then be used to perform a variety of tasks, such as object detection, facial recognition, and image classification. By leveraging advanced machine learning models, computer vision systems can analyze images and videos with a level of accuracy and efficiency that surpasses human capabilities.
General Applications of Computer Vision Systems in Manufacturing
Computer Vision AI Platforms have emerged as a game-changer in the manufacturing sector, revolutionizing traditional production processes to improve efficiency, precision, and automation. The advanced computer vision artificial intelligence technology harnesses the power of visual data to streamline operations across various crucial applications mentioned below to ensure superior quality control, predictive maintenance, and enhanced safety.
The convergence of Computer Vision AI with the Internet of Things (IoT), Big Data Analytics, and automation has given rise to smart manufacturing, also known as Industry 4.0 and 5.0. Integrating advanced computer vision solutions in manufacturing has given manufacturers a crucial advancement to remain competitive and improve production efficiency.
Object Detection
Computer Vision AI solutions identification and localization of objects within factory settings, this technology facilitates automated tasks such as inventory management, component recognition, and even defect identification. Object Detection with Computer vision systems allows manufacturers to accurately detect and classify objects in real-time to reduce human error and operational costs.
Anomaly Detection
One of the most important computer vision applications is computer vision anomaly detection in manufacturing sectors. The computer vision AI platform analyzes patterns and identifies deviations to detect defects or irregularities in equipment, production processes, and management systems, which could lead to sudden downtime and significant losses. Computer vision AI offers real-time insights and alerts ensuring smooth manufacturing operations against unforeseen disruptions, thereby optimizing overall performance and profitability.
Object Tracking
Object Tracking in computer vision systems is all about monitoring the movement of items, people, and other entities within the manufacturing unit. Computer vision tracking enables real-time production monitoring, workforce monitoring, and inventory management. The advanced computer vision artificial intelligence enhances production efficiency and bottleneck removal, optimizes resource allocation and workplace safety enabling proactive decision-making, contributing to overall operational excellence. Edge devices further enhance computer vision by enabling real-time data processing and improving privacy, especially in mission-critical applications.
Quality Control and Inspection
Inspection and Quality control with computer vision in manufacturing leverage sophisticated image processing algorithms and high-definition cameras to achieve precise defect detection and quality assessment in real time. Vision AI automates the inspection process to reduce manual inspection need and ensures only products meeting stringent quality standards reach the market ensuring rigorous quality standards while enhancing overall production efficiency.
Additionally, computer vision systems are versatile and find applications across various industries, including medical imaging, where they enhance tasks related to image recognition and analysis, improving accuracy and efficiency in medical contexts.
Process Automation
Computer vision technology enables process automation in manufacturing which significantly minimizes the risk of human error and enhances process control without interruptions. Vision AI enables insights from video analytics, imaging solutions, and high-resolution cameras to automate manufacturing processes enabling real-time monitoring, detecting anomalies, and predictive maintenance to enhance process continuity and operational efficiency.
Safety and Compliance
Safety and compliance are significantly enhanced through the implementation of vision AI solutions in manufacturing environments. Computer vision AI platform visually monitors various stages of the manufacturing process, particularly in hazardous areas where human presence is limited. Continuous workforce monitoring through visual feed analysis enables the detection of potential safety hazards and compliance deviations in real time. This proactive approach not only improves workplace safety but also ensures regulatory compliance, fostering a secure and efficient manufacturing environment. Additionally, visual data from security systems plays a crucial role in enhancing safety and compliance by providing comprehensive surveillance and operational insights.
What is Computer Vision AI in Smart Manufacturing?
In the realm of Smart Manufacturing, Computer Vision AI is an indispensable ally, especially within the framework of Industry 5.0. With advanced algorithms, Computer Vision AI interprets visual data and performs video analysis within industrial environments. This technology enables the automation of production processes, inspection tasks, and workforce monitoring by integrating advanced visual recognition technologies. It ensures precise and efficient operations, allowing manufacturers to maintain high standards of quality control and optimize productivity. By leveraging Computer Vision AI, factories can minimize errors, reduce operational costs, and enhance overall efficiency, thereby driving forward the principles of Industry 5.0 and paving the way for smarter, more responsive manufacturing systems.
Computer Vision technology in manufacturing is poised to deliver an impressive USD 63.48 billion in 203052% average increase in productivity—the highest among all surveyed sectors. These productivity gains not only enhance operational efficiency but also boost profitability, empowering manufacturers to reinvest in innovative technologies and advanced processes that drive future growth. Vision models play a crucial role in automating vision tasks and streamlining analysis, making advanced computer vision applications more accessible through APIs and pre-built services.The convergence of Computer Vision AI with the Internet of Things (IoT), Big Data Analytics, and automation has given rise to smart manufacturing, also known as Industry 4.0 and 5.0. Integrating advanced computer vision solutions in manufacturing has given manufacturers a crucial advancement to remain competitive and improve production efficiency.
Computer Vision AI Use Cases in manufacturing Industry
Inventory & Material Tracking
Adopting computer vision AI in manufacturing industry streamlines inventory and supply chain management by automating barcode, QR code, and visual stockpile tracking. AI vision systems monitor raw material usage, detect discrepancies in stockpile, and ensure optimal material allocation for just-in-time manufacturing. Real-time inventory insights improve logistics efficiency, prevent material shortages, and reduce excess inventory storage costs.
Model training is crucial in developing and maintaining these computer vision applications for inventory tracking, ensuring they are accurate and efficient across various industries.
Process Optimization
AI-powered Computer Vision systems optimize production lines by analyzing real-time data to detect inefficiencies, improve workflow, and enhance operational performance. These systems monitor key factors such as production speed, fuel management, equipment performance, and material handling, identifying bottlenecks and underperforming areas. Machine learning algorithms process visual data to assess component positioning, line speed, energy consumption, and operational timing, helping manufacturers pinpoint process inefficiencies. This proactive approach enables the fine-tuning of production rates, reduction of cycle times, and increased throughput, ultimately boosting operational efficiency, minimizing delays, and reducing excess resource use.
Production Monitoring and Tracking
Production Monitoring with Computer Vision AI enables real-time tracking of the entire production process, providing manufacturers with valuable insights into every stage of manufacturing. It monitors the movement of raw materials, work-in-progress, and finished products, offering a comprehensive view of operations. By analyzing visual data from production lines, these systems identify bottlenecks and inefficiencies, helping to streamline workflow. This continuous production monitoring allows manufacturers to optimize production schedules, reduce delays, and ensure smooth transitions between production stages, ultimately boosting throughput and operational efficiency.
Quality Control & Defect Detection
Computer vision systems enables manufacturers to perform high-precision quality inspections by detecting surface defects, cracks, or inconsistencies in products with near-zero error rates and product quality. AI-powered visual inspection systems analyze product texture, color, and shape deviations in real-time, ensuring strict adherence to quality assurance. Automating quality inspection replace manual inspection, enhancing efficiency and minimizing defects that could lead to rework or waste.
Predictive Maintenance & Equipment monitoring
Computer vision systems enables manufacturers in predicting failures before they occur. High-resolution cameras capture microscopic changes such as wear, misalignment, or overheating in critical equipment like conveyor belts, gear assemblies, and rotating machinery. AI-driven anomaly detection provides early warnings, reducing downtime, maintenance costs and improve general equipment effectiveness, while extending the lifespan of industrial assets. These technologies mimic human decision-making in predictive maintenance tasks, similar to the functioning of the human brain.
Production Line Optimization
Computer vision AI enables manufacturers to optimizes manufacturing workflows by tracking product movement and identifying bottlenecks in real time. Vision AI platform automate sorting, packaging, and assembly, ensuring process accuracy while reducing material waste. By integrating vision-based monitoring in manufacturing plants enhance process efficiency, manufacturers can dynamically adjust production speeds and configurations, improving throughput efficiency and reducing cycle times.
Automated Assembly & Robotics Guidance
Computer vision systems enhances robotic automation in manufacturing by enabling precise object recognition, part alignment, and defect detection during assembly. Computer Vision platform guides robotic arms for precision assembly, component placement, and automated welding. AI-powered vision system enables seamless automation of complex tasks in assembly lines, ensuring higher accuracy, faster production, and reduced defects. By reducing dependency on manual intervention, manufacturers achieve higher precision, lower error rates, and faster production cycles.
Worker Safety & Compliance Monitoring
AI-powered vision systems enhance employee safety through workforce monitoring, PPE compliance and detecting unsafe worker behaviors in real time. Cameras equipped with deep learning algorithms can track adherence to safety protocols, such as helmet and glove usage, and send instant alerts for non-compliance. Additionally, geofencing and real-time object detection help prevent unauthorized access to hazardous zones, reducing the risk of workplace accidents.
Benefits of Implementing Computer Vision AI in Manufacturing
In the rapidly advancing world of manufacturing, the integration of Computer Vision AI solutions stands out as a revolutionary development. The Vision AI Platform interprets and analyzes visual data, bringing a myriad of benefits that significantly improve efficiency, quality, and safety across manufacturing operations. Here are some of the key advantages:
Enhanced Quality Control
Computer Vision AI systems enable real-time monitoring to inspect products with a level of precision and consistency that surpasses human capabilities. Real-time compliance monitoring with Vision AI facilitates defect detection, identifies inconsistencies, and detects deviations, ensuring that only products meeting the highest quality standards reach customers. This not only reduces waste but also enhances customer satisfaction and brand reputation.
Increased Efficiency and Productivity
Computer vision-based AI solutions can multiply the information available to personnel on the manufacturing floor. Combining this information available with human experience and deductive abilities not only improves manufacturing process visibility and control, but also improves the potential productivity and efficiency by recognizing shortcomings or avenues for refinement of process variability. However, it continues monitoring without succumbing to fatigue, thereby significantly boosting manufacturing throughput and minimizing operational downtime.
Cost Reduction
Implementing Computer Vision AI in manufacturing brings substantial cost reduction by integrating crucial capabilities like anomaly detection, real-time monitoring, and alerts. These features enable early identification of equipment malfunctions, proactive maintenance scheduling, and immediate response to potential issues. By leveraging these capabilities, manufacturers can minimize downtime, optimize resource allocation, and reduce operational costs significantly. This proactive approach enhances operational efficiency and ensures smooth production workflows, fostering a more competitive and sustainable manufacturing environment.
Enhanced Safety
Computer Vision AI platforms enhance safety in manufacturing through advanced capabilities such as monitoring hazardous areas and workforce activities. By autonomously monitoring hazardous zones, this technology enhances safety and prevents accidents without requiring human intervention. Workforce monitoring with computer vision systems enables real-time tracking of employee activities, ensuring adherence to safety protocols and further enhancing overall workplace safety. These proactive measures effectively mitigate risks and foster a safer, more secure environment for all personnel involved in manufacturing operations.
Data-Driven Decision Making
The data collected and analyzed by Computer Vision AI Platforms can offer deep insights into manufacturing processes. This data can be used to identify trends, optimize operations, and make informed decisions that drive continuous improvement. Manufacturers can leverage these insights to stay competitive and adapt to changing market demands. Additionally, document understanding plays a crucial role in making informed decisions by transforming unstructured data from scanned documents into structured information, thereby enhancing the overall decision-making process.
Scalability and Flexibility
Computer Vision AI solutions are highly scalable and can be tailored to meet the specific needs of different manufacturing processes. As businesses grow or evolve, these systems can be adapted and expanded without significant disruption or additional investment. Vision models further enhance this scalability and flexibility by providing accessible, advanced technologies through APIs and pre-built services, allowing organizations to automate vision tasks and streamline analysis efficiently.
Top Leading Vision AI Companies in the Manufacturing Sector
Ripik.AI
Ripik.AI is a Computer Vision AI platform that offers 24/7 real-time anomaly detection, process video feeds and extract valuable insights. They offer multiple use cases across steel, aluminum, cement manufacturing, and more. Their computer vision-based AI solutions allow for process monitoring, particle sizing, quality inspection, and many more. Ripik.AI’s solutions can be trained and utilized even without substantial technical expertise, making advanced manufacturing technology accessible to a broader audience.
Cognex Corporation
Cognex Corporation offers robotic solutions integrated with vision systems and provides expertise in machine vision and industrial barcode reading, Cognex provides solutions like traceability, and robotics guidance in manufacturing environments.
ABB Robotics
ABB Robotics offers robotic solutions integrated with vision systems for tasks like pick-and-place, assembly verification, and enhancing automation and precision.
Conclusion
As the manufacturing industry continues to evolve, it is essential for manufacturers to stay ahead of the curve by adopting innovative technologies like Computer Vision AI. Invesment in computer vision AI solutions has already shown to increase efficiency, reduce costs, and improve product quality. With its ability to analyze all visual data collected in real-time and detect anomalies in both processes and products, computer Vision AI is poised to transform the manufacturing industry even further, as the future of AI integrated manufacturing holds much promise. The real world applications of computer vision AI in manufacturing include predictive maintenance, quality control, and automation, showcasing its practical impact on operations.
Vision AI Platform for Industry
Our latest blogs
Insights and perspectives from Ripik.ai’s thought leaders
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.
Blast Furnace Operations Enhance blast furnace stability, efficiency, and productivity with AI agents driven insights. Read More Alternative Fuels Reduce carbon footprint in cement industry Optimize Alternative Fuels in cement industry with MatScan… Read More
Experience how Ripik Vision can leverage your business!
IR monitoring combined with vision systems are trained to identify complex patterns and subtle thermal anomalies within the infrared spectrum, such as uneven heating in refractories or developing hot spots...
Effective manufacturing process monitoring ensures operational excellence, product consistency, and proactive maintenance. With advanced tools and software, manufacturers gain real-time visibility to prevent...
Machine health monitoring empowers maintenance teams to transition from reactive maintenance to condition-based maintenance significantly improving asset performance and reducing maintenance costs.
As businesses scale and diversify, the demand for greater efficiency, minimal downtime, and enhanced safety has driven the need for advanced monitoring agents to unlock new levels of productivity, safety,...
AI in the mining industry is not merely a trend; it’s a necessity. With vast operations often spread across remote and hazardous environments, real-time insights and automation are key to minimizing human...
Discover how AI is transforming plant uptime in manufacturing by enabling predictive maintenance, real-time anomaly detection, and SOP compliance. Improve equipment reliability, reduce unplanned downtime,...
Agentic AI in manufacturing operations are designed, executed, and optimized. These systems act autonomously, making decisions based on real-time data to improve efficiency, reduce costs, and maintain...
Root Mean Square Error (RMSE) is a widely used metric that measures the average magnitude of prediction errors in a model. It calculates the square root of the mean of squared differences between actual...
The blast furnaces steelmaking process is a complex and requires precise control over various parameters. Artificial Intelligence (AI) is optimizing this process, enhancing both productivity and quali...
AI platforms for anomaly detection are transforming a wide range of industries by leveraging advanced machine learning and deep learning algorithms to proactively identify potential issues, enabling businesses...
The role of AI in enhancing energy efficiency in cement plants particularly in fuel Consumption is significant portion of cement production expenses. Real-time monitoring, predictive analytics, and optimization...
Vision AI agent operate through a structured pipeline involving perception, analysis, decision-making, and continuous learning. By leveraging computer vision, deep learning, and real-time processing, these...
Particle size analysis plays a critical role in heavy industries such as cement, mining, steel, and power plants. Particle size distribution impacts product quality, process efficiency, and overall operational...
Conveyor volume scanners are revolutionizing stockpile management by providing precise, real-time data to enhance material flow, inventory control, and operational efficiency. Using advanced technologies...
AI agents are revolutionizing businesses by automating processes, improving decision-making, and optimizing efficiency. Leveraging machine learning and intelligent automation, they analyze vast amounts...
Vision AI is an advanced artificial intelligence-powered system that uses computer vision to interpret and analyze visual data from industrial environments. Unlike traditional image processing, which follows...
Automating stockpile volume measurement with Vision AI and LiDAR for industries such as mining, cement, steel, and other manufacturing sectors, enhancing both operational efficiency and safety.
As industries continue to evolve and demand higher levels of productivity, the adoption of computer vision applications in industrial settings will play a pivotal role in shaping the future of process...
Accurate raw material moisture analysis plays a pivotal role in industrial operations, directly influencing product quality, energy efficiency, and operational costs. Vision AI and infrared-based monitoring...